Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
The stock Bafang pedal cranks measure 170 mm on centers between the bottom bracket shaft and the pedal spindle. Having grown accustomed to the 165 mm cranks from Mary’s bike, I got a set of cheap 160 mm cranks to feel if there was any difference:
Bafang vs ProWheel crank forging
The bottom crank has a quick-and-dirty adaptation of the magnet mount for the Lekkie Buzz Bar offset cranks, but, of course, the 160 mm cranks have an entirely different profile. They are also heavier and more crudely forged, which is about what you’d (well, I’d) expect.
Also unlike the Lekkie cranks, neither the Bafang nor the Prowheel cranks correct the Bafang motor’s offset, so I’m using the left-side Kneesaver from the old cranks, which turns out to be close enough.
The black 3D printed mount in the upper right fit the Bafang crank and appears in the top photo.
Transferring the new contour to paper and applying the Chord Equation got the radius of the not-quite circle:
CatEye magnet crank adapter – chord radius
Knowing the size of the magnet and the radius of the circle, drawing the profile in LightBurn was straightforward:
CatEye magnet crank adapter – framed
Applying the laser cutter to MDF produced the two successive test-fit pieces in the picture while figuring out how much stickout the magnet needed beyond the inner crank face to reach the sensor. LightBurn’s Node Editor simplified adjusting the size: drag-select a group of nodes, then move them in precise increments with the arrow keys.
Export the profile from LightBurn as an SVG file, import it into OpenSCAD, and extrude it to the proper length:
The translate puts the profile approximately at the XY origin. The center = true option moves the profile elsewhere on the XY plane, but does not center it, which may have something to do with the viewport used by LightBurn, the OpenSCAD version I’m using, or something else entirely.
In any event, the 3D printed mount fits the crank and puts the magnet where it will do the most good:
CatEye Magnet holder – ProWheel crank – installed
What looks like an obvious curvature mismatch comes from having the tape edge not quite squashed against the crank.
I should poke a channel through it for a cable tie around the crank, but that 3M foam tape is really good stuff and hasn’t failed me yet.
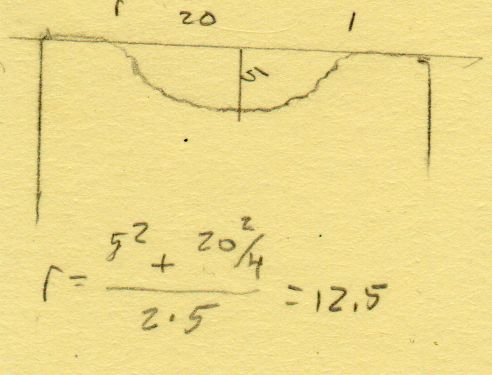
Getting comfy required a bank shot off the familiar chord equation to find the radius of a much larger circle producing the proper depth between the known width. The recess then comes from subtracting a hotdog from a lozenge exactly filling the wood pocket.
Ironing Weight Finger Grip – recess chord
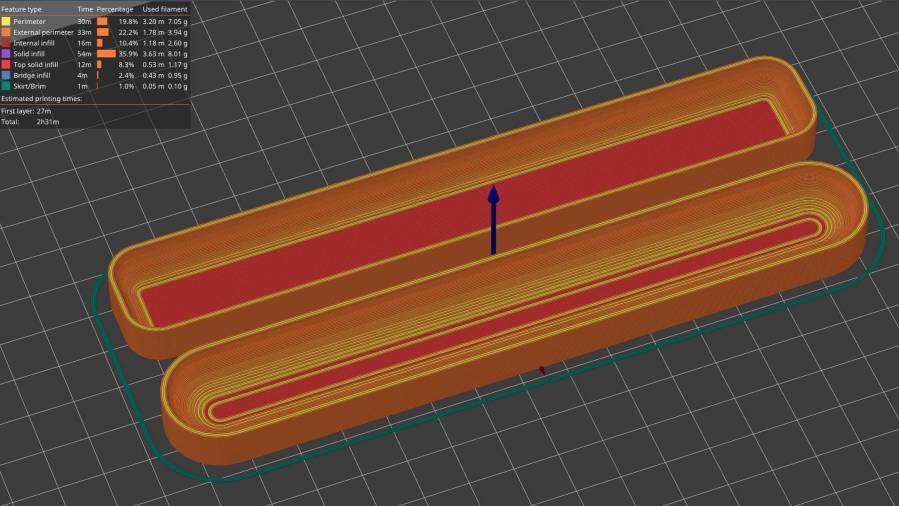
A pair of grips takes just under two hours to print while requiring no attention, which I vastly prefer to tending the Sherline.
The wood pocket is 7 mm deep and the grips stand 6.5 mm tall, leaving just enough room for three blobs of acrylic adhesive to hold them together. After squishing the grips into their pockets, a pair of right angles aligned everything while the adhesive cured:
Ironing weight – grip adhesive curing
Mary asked for a longer weight for a place mat project, with a slightly narrower block to compensate for the additional length:
Ironing weight – seam ironing B
The grip and pocket were the same size, so it was just a matter of tweaking the block size and cutting more wood.
All in all, a quick project with satisfying results!
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
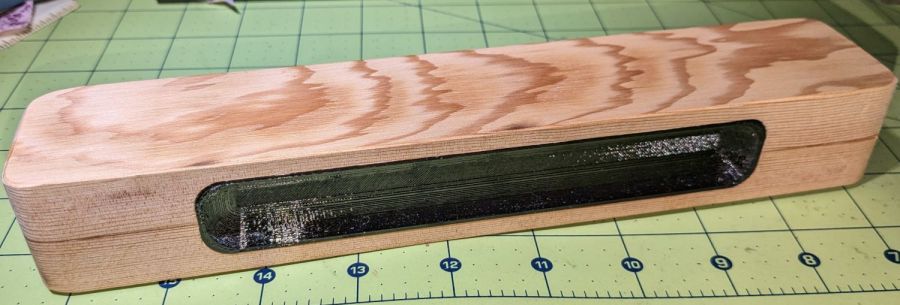
Mary wanted some ironing weights, formally known as tailor’s clappers, to produce flatter seams as she pieced fabric together:
Ironing weight – flattened seam
The weights are blocks of dense, hard, unfinished wood:
Ironing weight – seam ironing A
One can buy commercial versions ranging from cheap Amazon blocks to exotic handmade creations, but a comfortable grip on a block sized to Mary’s hands were important. My lack of woodworking equipment constrained the project, but the picture shows what we settled on.
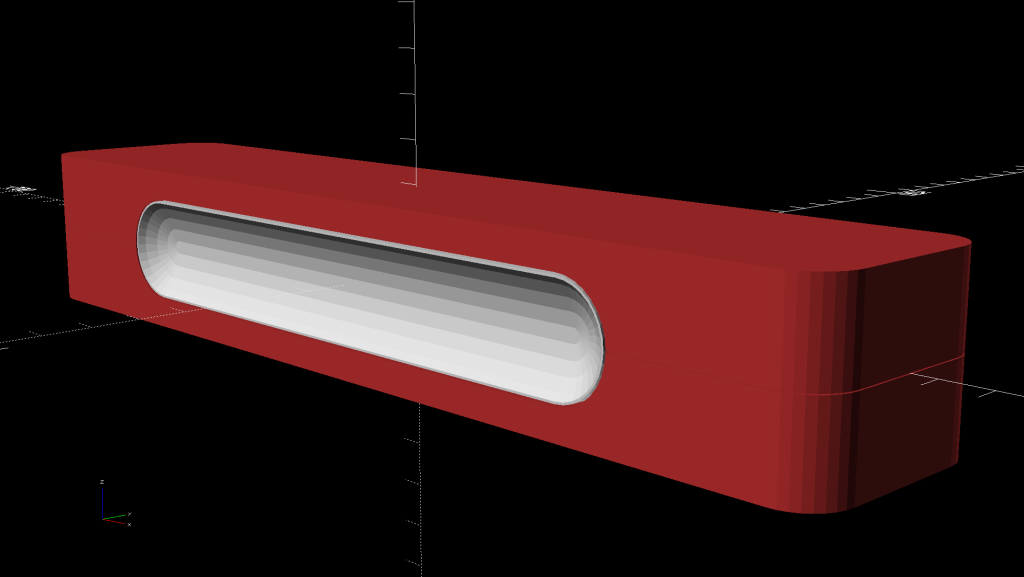
The general idea is a rounded wood block with 3D printed grips:
Ironing Weight Finger Grip
All other clappers seem to have a simple slot routed along the long sides, presumably using a round-end or ball cutter, which means the cutter determines the shape. This being the age of rapid prototyping, I decided to put the complex geometry in an easy-to-make printed part inserted into a simple CNC-milled pocket.
The first pass at the grip models:
Ironing Weight Finger Grip – slicer preview
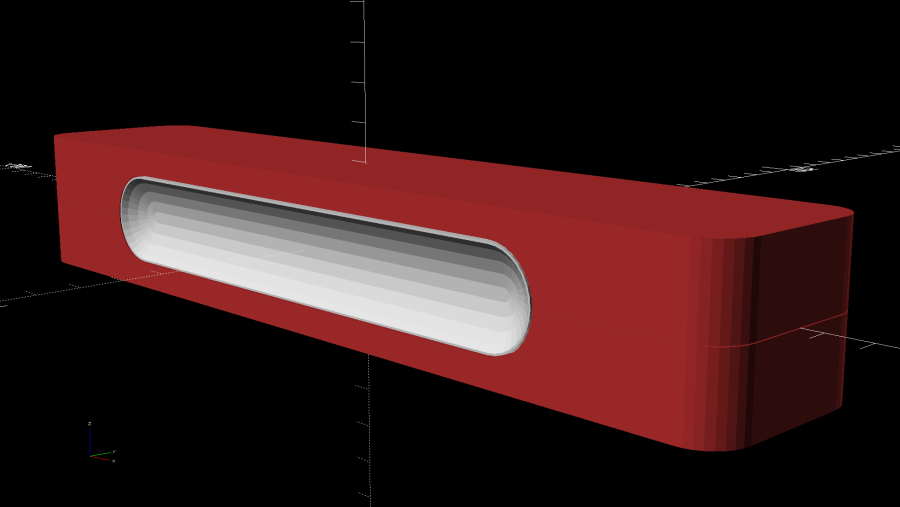
Both recesses came from spheres sunk to their equators with their XY radii scaled appropriately, then hulled into the final shape. Customer feedback quickly reported uncomfortably abrupt edges along the top and bottom:
Ironing Weight – maple prototype
We also decided the straight-end design didn’t really matter, so all subsequent grips have rounded ends to simplify milling the pocket into the block.
With the goal in mind, the next few posts will describe the various pieces required to make a nice tailor’s clapper customized to fit the user’s hand.
Another tray becomes a replacement for the plywood on the Step2 rolling seat in the Vassar Farms plot:
Step2 Garden Seat – weathered plywood
I reused the old hinges, as this tray seems to be slightly thicker than the one on the home garden seat. The straight edges show it’s also somewhat smaller, but it’ll work just fine.
The bottom of the tray with its Silite logo now faces upward, because the top surface has eroded to a matte finish while supporting a bunch of plants outdoors during several summers:
After two seasons, the first tray doesn’t look any the worse for wear: Silite trays really will survive the Apocalypse and be ready to serve breakfast the next day.
The mudflap on my front fender rides low enough to snag on obstacles and the most recent incident (about which more later) was a doozy, breaking the left strut ferrule and pulling the bracket off its double-sticky foam tape attachment. Fortunately, the repair kit now has plenty of duct tape.
Applying a laser cutter to paper-like materials requires balancing two contradictory imperatives:
Hold the sheet flat to avoid distortions
Have nothing below to avoid schmutz on the bottom
This seemed like a good compromise:
Sheet Holder – Tek CC bottom deck
The orange 3D printed blocks hold aluminum miniblind blades:
Sheet Holder – steel sheet magnet pads
The curved slots hold the blades flush with the upper surface and align their top sides parallel to the laser beam, giving the beam very little blade to chew on near the focus point and allowing plenty of room below the sheet to dissipate cutting fumes.
The gold-ish squares are thin steel sheets covered with Kapton tape, painstakingly filed en masse from small snippets:
Sheet Holder – filed steel pads
The first iteration used precisely laser-cut refrigerator magnet pieces, in the expectation a crappy rubber magnet would provide just enough attraction to let a neodymium magnets hold the paper flat, without risk of blood blisters between fingers and steel:
Sheet Holder – ferrite magnet pads
As expected, contact with the neo magnet completely wiped away the alternating pole magnetism in the rubber sheet, leaving a weakly attractive non-metallic surface. Alas, the rubber had too little attraction through a laminated sheet of paper, so I switched to real steel and risked the blisters.
Most of the blocks are narrow:
Sheet Holder Bracket – solid model
The four corners are wider:
Sheet Holder Bracket – wide – solid model
They’re symmetric for simplicity, with recesses for the magnets / steel sheets on the top. The through-holes have recesses for M3 SHCS holding them to T-nuts in Makerbeam rails, with a slightly overhanging alignment ledge keeping them perpendicular to the rail.
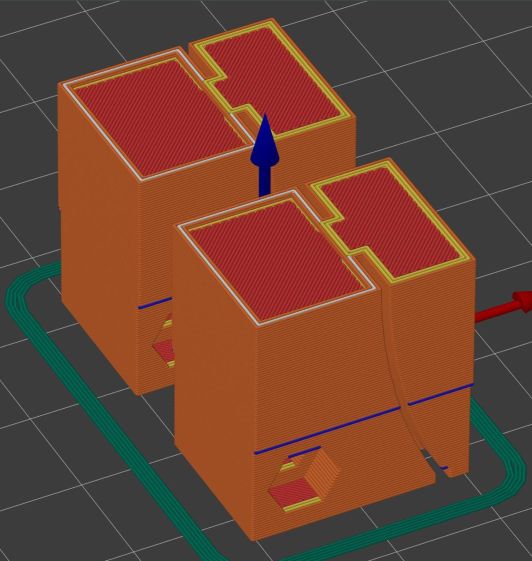
The magnets come from an array of worn-out Philips Sonicare toothbrush heads:
Sheet Holder – magnet holders curing
They’re epoxied inside a two-piece mount, with the lower part laser-machined from 3 mm acrylic to put the two magnets in each assembly flush with the lower surface; the green area gets engraved 1 mm below the surface for the steel backing plate. The 1.5 mm upper frame fits around the plate and protrudes over the ends just enough for a fingernail grip:
Magnet Holder Cuts
The epoxy got a few drops of fuschia dye, because why not:
Sheet Holder – trimmed magnet holders
The garish trimmings came from slicing the meniscus around the lower part of the holder off while the epoxy was still flexy.
The holders must be flat for clearance under the focus pen:
Sheet Holder – focus probe clearance
Some experimentation suggests I can raise the pen by maybe 2 mm (with a corresponding increase in the Home Offset distance) , but the switch travel requires nearly all of the protruding brass-colored tip and there’s not much clearance under the nozzle at the trip point.
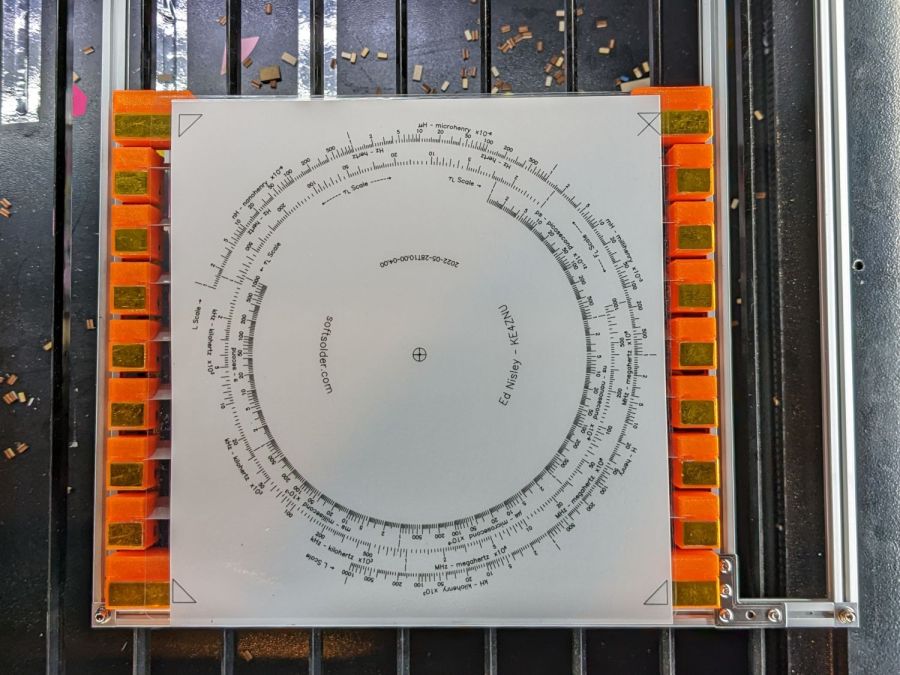
With all that in hand, it works fairly well:
Sheet Holder – Tek CC cutout
The lower deck has very little margin for gripping, which is why the four corner blocks must be a bit wider than the others.
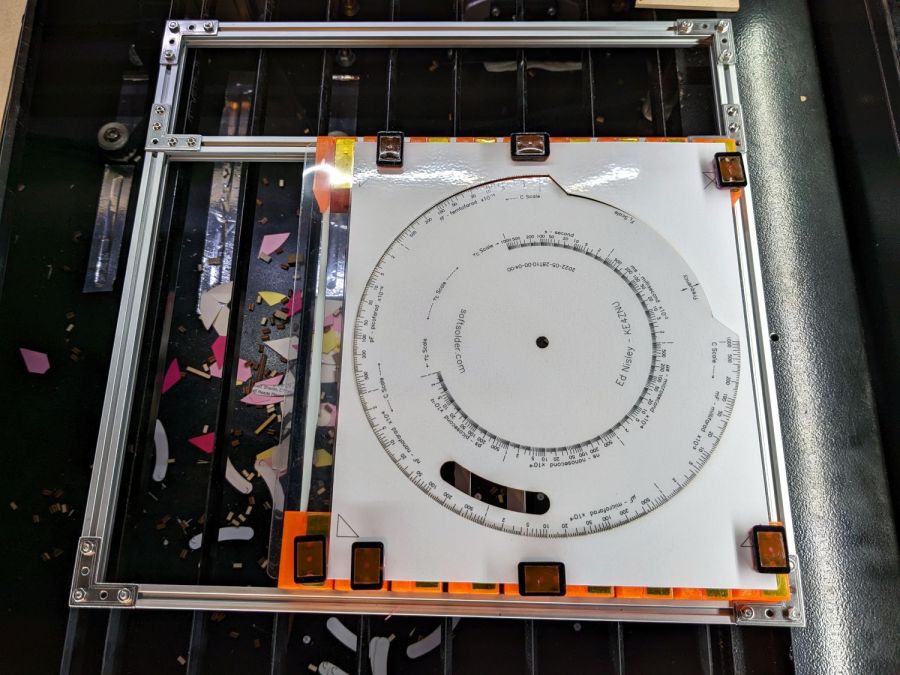
The lamInator tends to curl the sheets around their width, so most of the clamping force should be along the upper and lower edges to remove the curl at the ends. This requires turning the whole affair sideways and deploying more magnets, which is possible for the smaller middle and upper decks:
Sheet Holder – Tek CC middle deck
Protruding SHCS heads on the four corners snug up against the edge of the knife-edge bed opening for Good Enough™ angular alignment.
Plain paper (anything non-laminated) seems generally flat enough to require no more than the corner magnets.
It’s definitely better than the honeycomb surface for fume control!
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters