Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
Tag: Improvements
Making the world a better place, one piece at a time
The recesses in cheap 1/4-inch shank nut drivers aren’t much deeper than the nuts, which means a screw sticking out of the nut by more than a few threads defeats the entire purpose.
Well, I can fix that:
Drilling 5.5 mm socket
That’s a 5.5 mm socket for M3×0.5 machine screw nuts, getting a screw clearance hole drilled into it with a #28 drill (0.1405 inch = 3.5 mm). The sockets are allegedly “forged and hardened”, but an ordinary HSS drill bit cuts like they’re butter, so I’m thinking somebody skipped the hardening step.
For reasons not relevant here, I made another clamp for a magnifying desk lamp and mailed it off in a small box. A few measurements suggested all such lamps share a common design and similar parts, so I duplicated my previous attempt, with some improvements.
On the upside, the same scrap of aluminum plate I used for the previous clamp emerged from the stockpile and, after a session with Mr Disk Sander, sported two square & reasonably perpendicular sides:
Magnifying Lamp Clamp – squaring stock
Rather than rely on my original dimension scribble, I transfer-punched the hole location from my as-built clamp to the stock:
Magnifying Lamp Clamp – locating stem hole
That’s a reenactment based on a true story: the actual punching happened on the bench vise’s anvil surface, with too many moving pieces supported & aligned by an insufficient number of hands.
Drilling the 5/16 inch hole required mounting the Greater Chuck on an MT1 taper adapter for the Sherline:
Magnifying Lamp Clamp – drilling stem clamp
It’s normally on an MT2 adapter for the mini-lathe tailstock, where it handles drills up to 3/8 inch. For the record, the Sherline’s Lesser Check tops out at 1/4 inch and the Least Chuck at 5/32 inch.
Punch & drill the 4 mm cross hole for the clamping screw:
Magnifying Lamp Clamp – drill cross hole
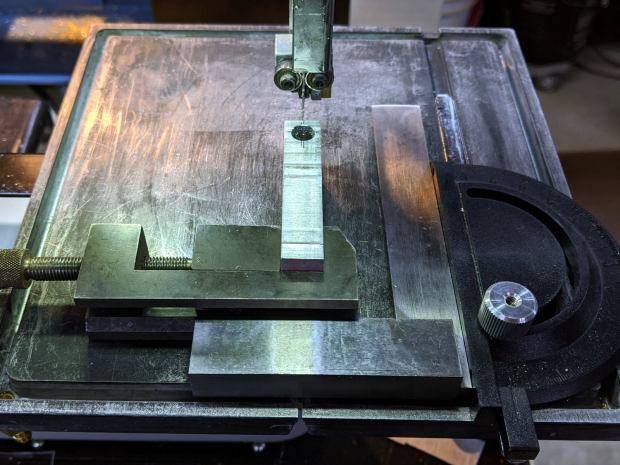
Grab the plate in a toolmaker’s vise, set up some casual guidance, and bandsaw right down the middle:
Magnifying Lamp Clamp – sawing clamp halves
Bandsaw the outline to free the two halves from the stock, then clean up their perimeter:
Magnifying Lamp Clamp – rounded
Saw the clamp clearance almost all the way through to leave a protrusion, then file the scarred kerf more-or-less flat:
Magnifying Lamp Clamp – filing interior
Do a trial fit in my lamp, which lacks the fancy brushed-metal finish of the remote one:
Magnifying Lamp Clamp – trial fit
It holds tight and rotates well, so break the edges and shine up the outside to a used-car finish (“high polish over deep scratches”):
Magnifying Lamp Clamp – surface finish
The inside remains gritty to improve traction on the lamp stem:
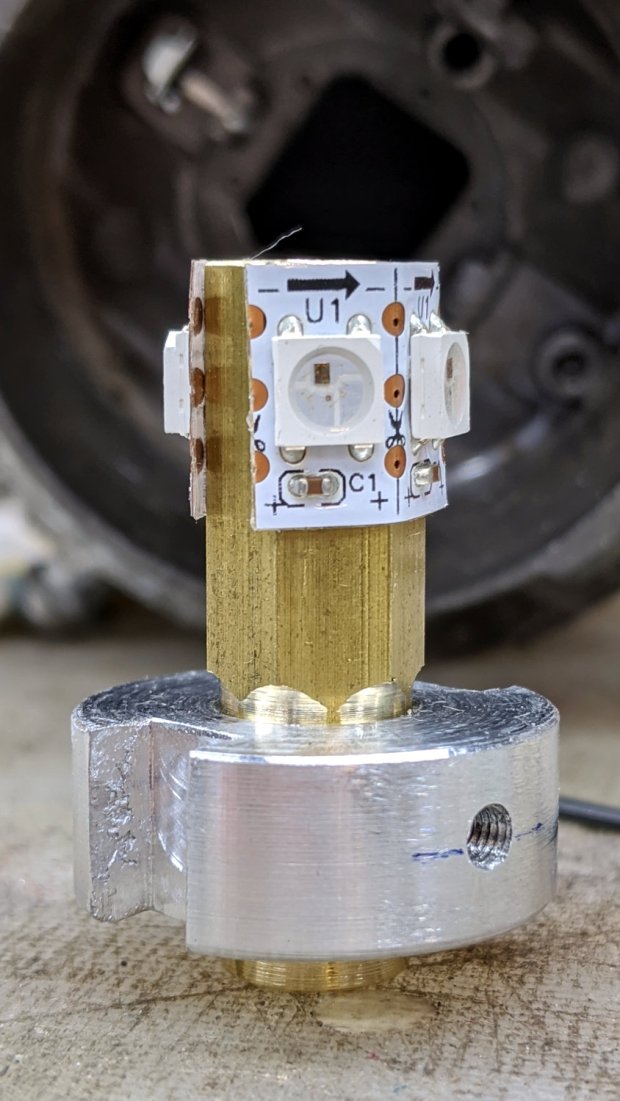
The brass hex rod has plenty of thermal conductivity, particularly clamped into an aluminum disk connected more-or-less well to the fog lamp’s base.
Nissan Fog Lamp – RGB LED lamp
The two short wires linking the two LED strips (the purple wire is data into the first LED) hold them in place around the hex, despite their desire to straighten out, pull free of their adhesive, and fall off.
The general idea was to put the LEDs at about the same level as the halogen bulb filament, thereby spreading enough light to fill the reflector housing:
Nissan Fog Lamp – LED vs halogen
I drilled a hole through the hex as a cable “conduit”, turned the end into a nice rod, then machined a stub of aluminum to fit:
Nissan Fog Lamp – parting off LED base
A pair of slots milled along the sides of the aluminum disk fit the housing’s locating features:
Nissan Fog Lamp – LED bulb trial fit
Nissan used an elaborate spring latch to clamp the halogen bulb’s sheet-metal base in place, but its 50 mil wire didn’t have nearly enough give for my chunky aluminum disk. My version of a spring latch came from a length of 24 mil music wire, which definitely beats the epoxy I was planning to use.
Heat transfer seems to be a non-issue, as the LEDs get barely warm to the touch. Until they drop dead, I’ll assume it’s all good in there.
Two screws hold the lens in place, but the collision seems to have stripped their grip on the plastic and they didn’t un-screw:
Nissan Fog Lamp – lens retaining screw
Jamming a utility knife blade under the screw head and prying upward while turning the screwdriver persuaded them out of their sockets, after which the lens popped out of its form-fitted silicone gasket with surprisingly little effort:
Nissan Fog Lamp – reflector stains
The lamp spent a week or so beside the road, out in the weather, and shipped a few drops of rainwater through the rectangular hole under the spring latch anchor. Some delicate cotton-swab action removed most of the grime without too much damage, but the reflective film on those corrugations won’t ever be the same again.
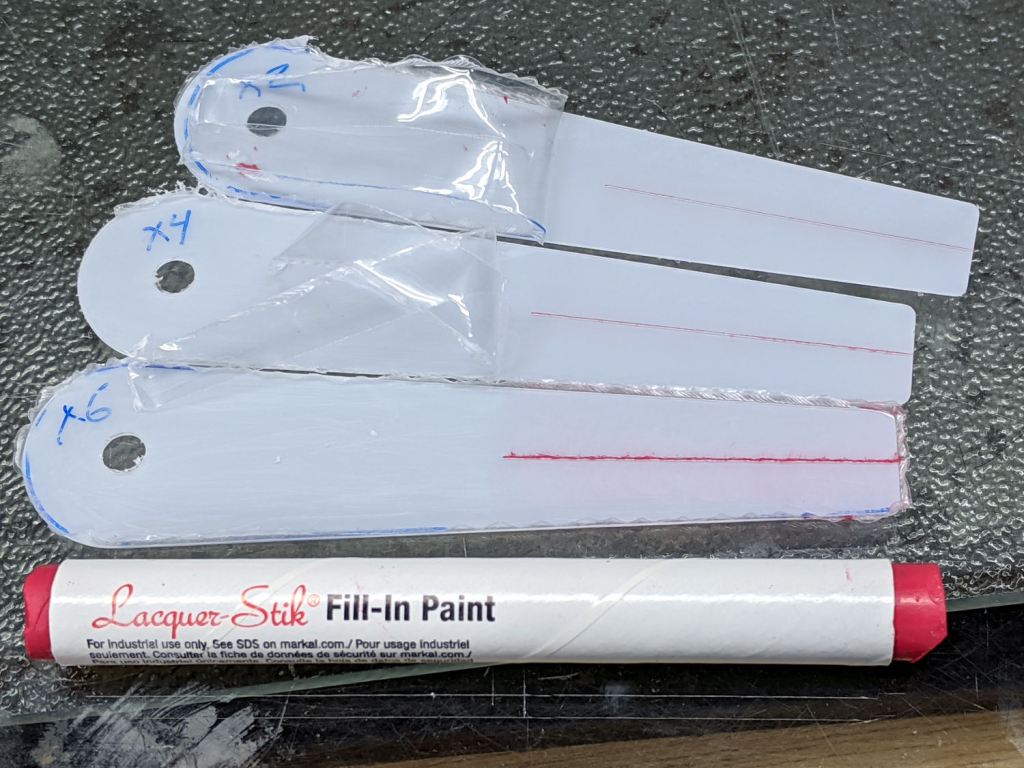
It’s not a Purple Crayon, but it suffices for my simple needs.
Scribbling a (soft!) lacquer crayon over transparent plastic still scuffs the pristine surface around the engraved line, so I tried scribbling the six-pass cursor before peeling the film, as shown above. Unfortunately, the film shreds left around the line either prevent a clean fill or pull the paint out of the ditch as the film peels back:
Tek CC – Cursor lacquer fill
Peeling the film and scribbling ever-so-gently left a more complete line, but, if you look very closely (perhaps opening the image in a new tab for more dots), you can see the scuffs left by the scribbles on either side of the line:
Tek CC – Cursor 2 4 6 scribes
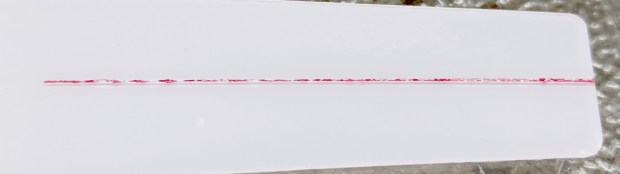
When seen from the other side against laminated decks, though, the scuffs pretty much vanish:
Tek CC – Classic Tek Logo vectorized – red hairline
It’s a bitty thing, with the CRT about 0.7 inch long, scanned directly from my original Tek CC.
Import the PNG image into FreeCAD at 0.2 mm below the XY plane, resize it upward a smidge so the CRT is maybe 0.8 inch long, then trace “wires” all over it:
Tek Logo – FreeCAD tracing – overlay
Given FreeCAD’s default gradient background, the wires definitely don’t stand out by themselves:
Tek Logo – FreeCAD tracing – vectors
Several iterations later, the vectorized logo sits at the correct angle and distance from the origin at the center:
Tek Logo – FreeCAD tracing – rotated
The cheerful colors correspond to various “groups” and make it easier to find errant vectors.
Rather than figure out how to coerce FreeCAD into converting wires into proper G-Code, export the vectors into a DXF file and slam it into DXF2GCODE:
Tek Logo – DXF2GCODE vectors
Export as G-Code, iterate around the whole loop a few times to wring out the obvious mistakes, indulge in vigorous yak shaving, eventually decide it’s Good Enough™ for the moment.
Protip: set DFX2GCODE to put “0” digits before the decimal point to eliminate spaces between the coordinate axes and the numeric values which should not matter in the least, but which confuse NCViewer into ignoring the entire file.
Tinker the script running the GCMC source code to prepend the logo G-Code to the main file and it all comes out in one run:
Tek CC – with vectorized logo – cutting
That’s the top deck, laminated in plastic, affixed to a Cricut sticky mat on the MPCNC platform, ready for drag-knife cutting.
Assembled with a snappy red hairline:
Tek CC – Classic Tek Logo vectorized – red hairline
Isn’t it just the cutest thing you’ve seen in a while?
It needs more work, but it’s pretty close to right.
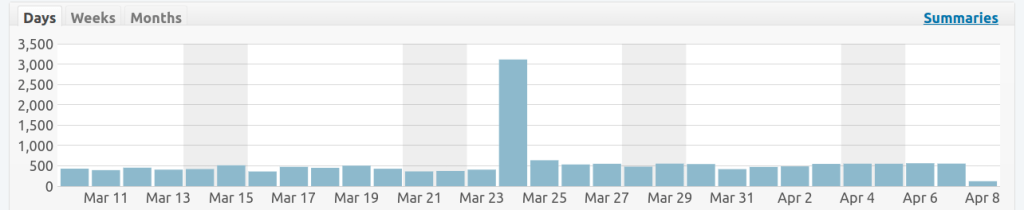
The bulk of the subsequent increase comes from the Fu Mask Templates, although I suspect folks aren’t looking for 3D printed stuff.
As far as my original predictions go, I’m pleased to be somewhat wrong, as the most recent data shows the effect of handwashing, distancing, and general paranoia:
COVID-19 – USA Total Cases and Total Deaths – 2020-04-08
The lowered slope in the Total Cases curve means the cases now increase by a factor of ten every 20 days, rather than every eight, which is a major improvement. Still, it implies whatever seems bad right now will be only 10% of the badness in three weeks.
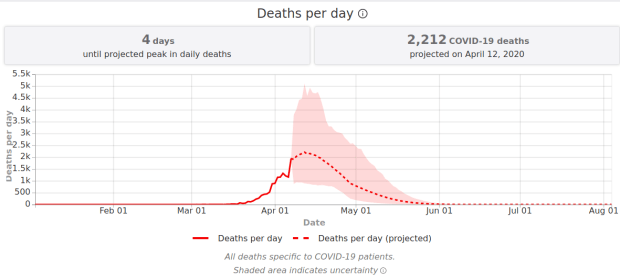
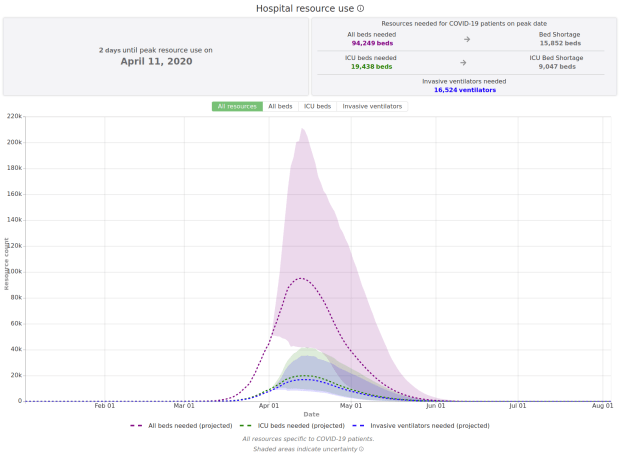
They assume “full social distancing through May 2020” and, apparently, the virus vanishing thereafter.
The colored area represents the 95% uncertainty range. Among other things, we don’t know what will happen when the (unknown number of) currently infected people need (far) more medical care / equipment / resources than we have available (“open image in new tab” for more dots):
Given our somewhat … erratic … national leadership, keeping everybody tucked in and the economy turned off for any substantial duration seems unlikely, but there’s no other way to reduce the death toll. The vast majority of the population will not have been exposed to COVID-19 and will, therefore, remain vulnerable to any (infected-but-asymptomatic, thus untested) people arriving from other counties / states / countries.
Our morning task on clear days has been clearing a forsythia overgrowth along the north lot line; the branches tip-root as our neighbor’s bushes creep southward toward the sunlight. The process involves ramming a six-foot octagonal high-carbon / tempered / tougher than nails / rings like a bell steel bar (measuring a generous 1-1/8 across the flats) deep into the dirt under the plant, kicking a 4×4 inch block against the bar, pushing downward with all my weight to pry the plant upward until something deep underground rips, then repeating from all directions until enough big roots break and the mass tears out:
Forsythia root removal
Then it’s on to the next plant.
The turmoil exposed a run of black PVC pipe along the lot line, although one end seemed firmly anchored. More excavation revealed a giant grape vine root growing around the pipe:
Grape root around PVC pipe – top
I had to sever the pipe with an axe on both sides to free the root:
Grape root around PVC pipe – side
The pipe originally carried water from the Mighty Wappinger Creek along the east lot line, 500 feet away and 70-ish feet down, presumably to water the previous owner’s plants. As far as I’m concerned, the remains of that pump will remain on the bottomlands forevermore, but at least we’ve cleared the remains of the plumbing.
Mornings like that make writing CNC code look downright attractive, but I’m developing the cutest little biceps …