
The fuzzy felt feet on the lift chairs raised them enough to slide both floor lamp bases underneath with the backs in the upright state, but reclining the chair with the light more than halfway back along the side of the chair crunched the lamp base.
Rather than print taller fuzzy feet, which takes a long time, I knocked out two quartets of laser-cut risers:

They’re six layers of 3 mm MDF or plywood:

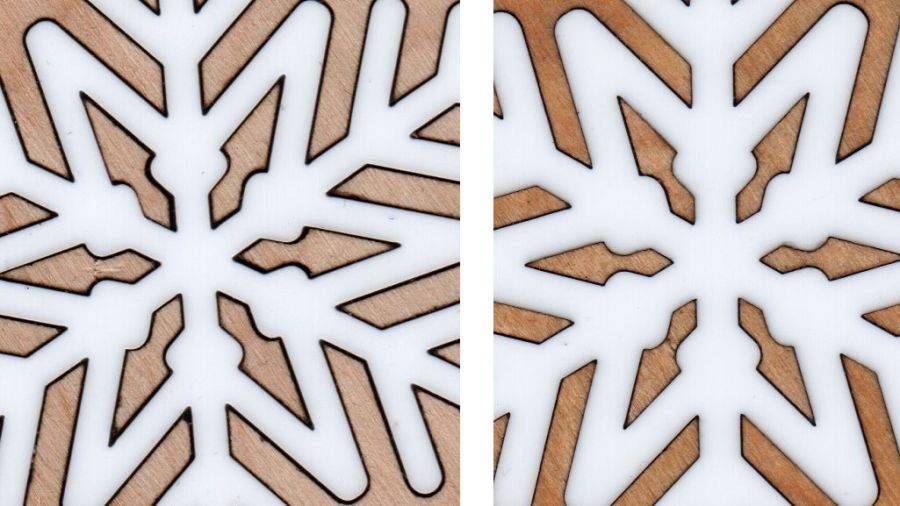
The LightBurn layout makes one riser:
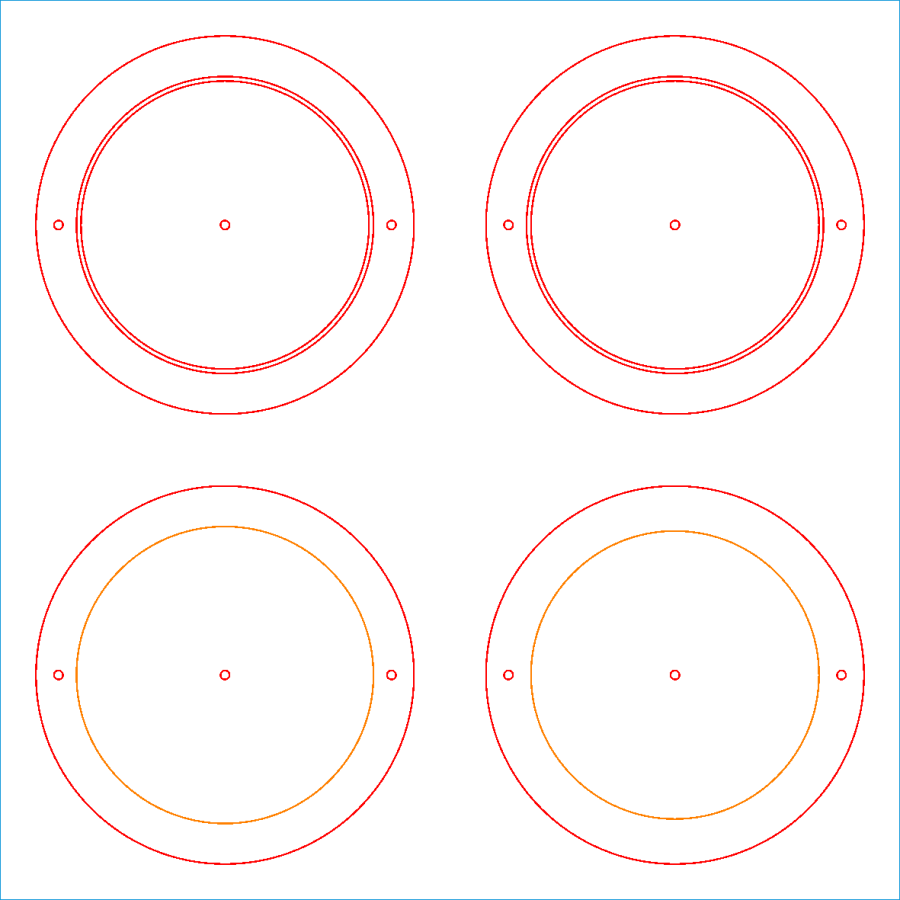
The upper two discs become two rings and two pads, with the lower two disks forming the middle layers. The ring ID clears the chair foot and the pad OD fits into the existing printed fuzzy felt foot. The two cuts making that happen leave the thinnest imaginable ring of MDF in place.
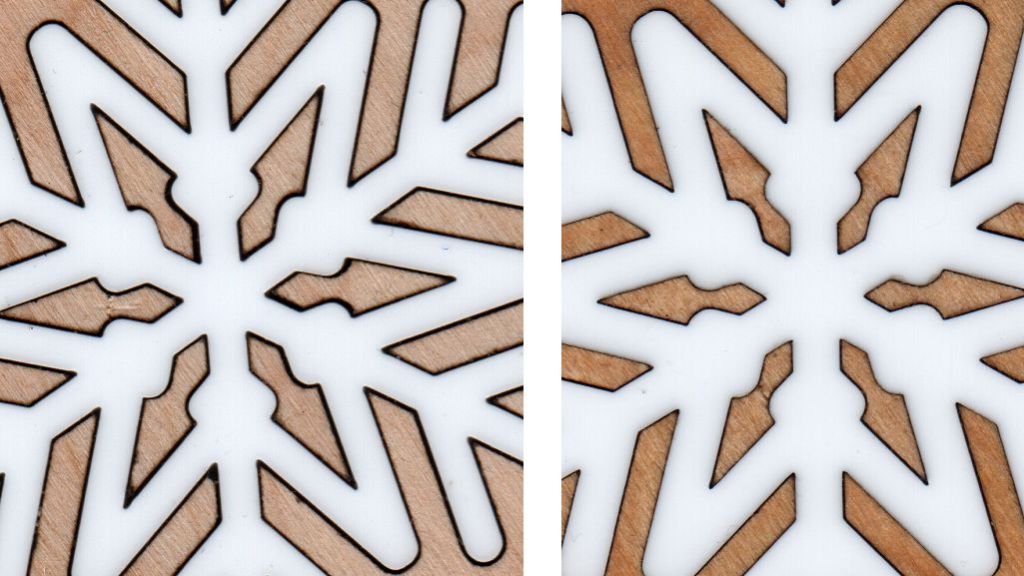
The tiny circles cut holes for 11 mm snippets of 1.1 mm hard steel wire aligning the layers:

Assembly sequence:
- Tap two pins into a ring
- Butter the ring with yellow wood glue
- Slide the other ring over the pins
- Butter
- Slide a disk over the pins
- Drive a pin into a pad
- Butter
- Slide the other pad over the pin
- Butter
- Slide a disk over the pin atop the pads
- Butter one of the disks
- Slide the disks together over all three pins
- Tap all pins below their surface
Make two and clamp them together to ensure everything sticks firmly.
Repeat to make four risers
Install, recline, and enjoy not hearing a mysterious crunch from the lamp base.
The alert reader will note the 6 mm stack of two pads leaves a slight gap above the printed foot. Turns out the recess is 5 mm deep and I decided to just live with a 1 mm gap down there.


























{kind=link}
{kind=link}