Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
Tag: Improvements
Making the world a better place, one piece at a time
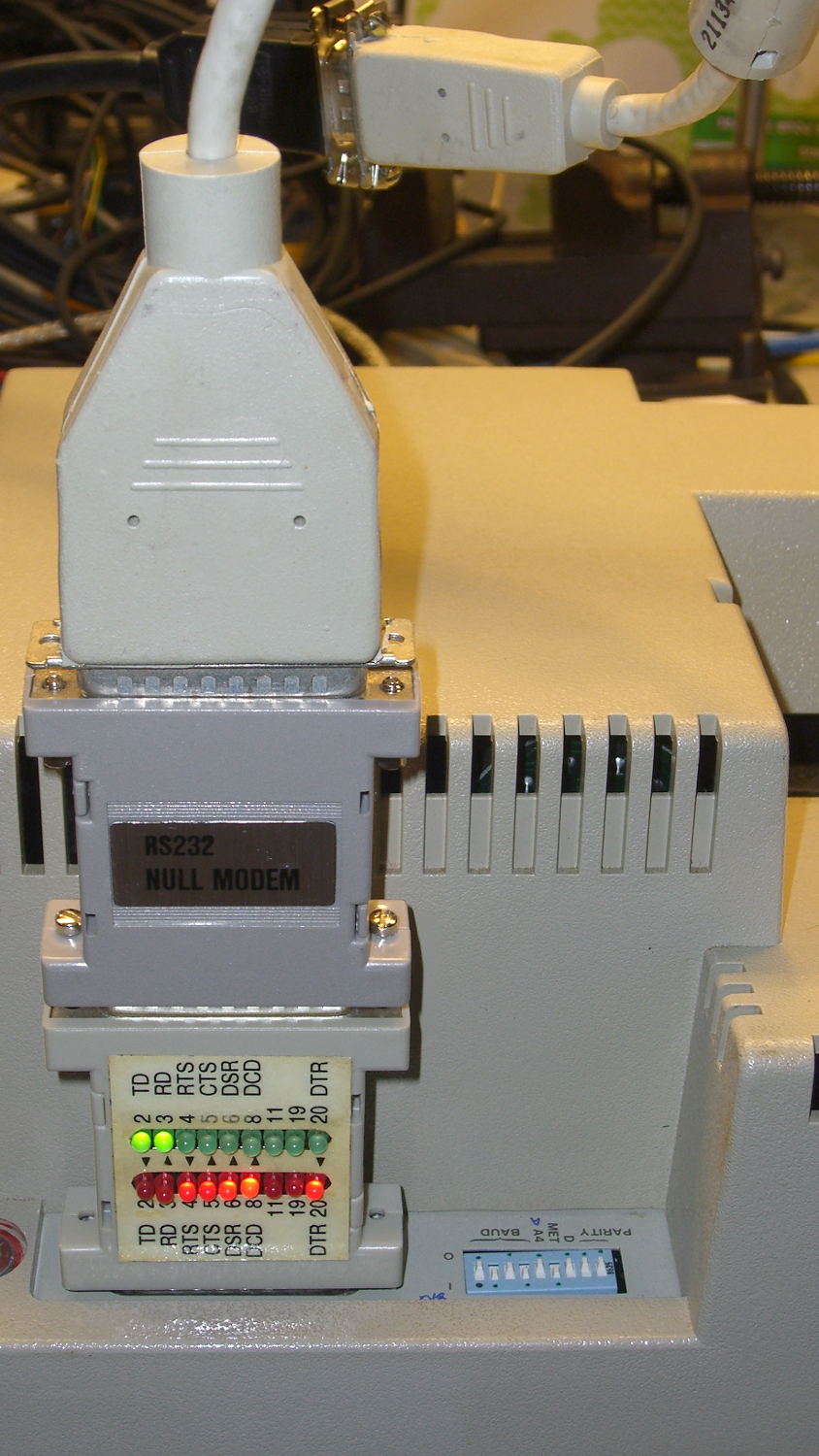
Chiplotle seems like a good way to drive the HP 7475A plotter, but some preliminary tinkering showed that the plotter pen paused quite regularly while drawing. The plotter wakes up with hardware handshaking enabled, Chiplotle has a config file that lets you specify hardware handshaking, the cable has all the right connections for hardware handshaking, but peering at Der Blinkenlights showed hardware handshaking never happened: the data didn’t overrun, the buffer never filled up, and DTR remained solidly on.
Come to find out that Chiplotle sends data in half-buffer-size chunks (all code from baseplotter.py):
class _BasePlotter(object):
def __init__(self, serial_port):
self.type = '_BasePlotter'
self._logger = get_logger(self.__class__.__name__)
self._serial_port = serial_port
self._hpgl = commands
self._margins = MarginsInterface(self)
self.maximum_response_wait_time = get_config_value('maximum_response_wait_time')
#this is so that we don't pause while preparing and sending
#full buffers to the plotter. By sending 1/2 buffers we assure
#that the plotter will still have some data to plot while
#receiving the new data
self.buffer_size = int(self._buffer_space / 2)
self.initialize_plotter( )
Every time something goes out to the plotter, this happens:
def _write_string_to_port(self, data):
''' Write data to serial port. data is expected to be a string.'''
#assert type(data) is str
if not isinstance(data, basestring):
raise TypeError('string expected.')
data = self._filter_unrecognized_commands(data)
data = self._slice_string_to_buffer_size(data)
for chunk in data:
self._sleep_while_buffer_full( )
self._serial_port.write(chunk)
In order to figure out whether the plotter has enough room, Chiplotle must ask it:
def _sleep_while_buffer_full(self):
'''
sleeps until the buffer has some room in it.
'''
if self._buffer_space < self.buffer_size:
while self._buffer_space < self.buffer_size:
time.sleep(0.01)
The self._buffer_space method contains the complete handshake:
Assuming that Python can actually meter out a 0.01 second sleep, that’s a mere 10 ms; call it 10 character times at 9600 b/s. By and large, Chiplotle hammers away at the poor plotter while the buffer drains.
Now, that would be just ducky, except that the HP 7475A plotter dates back to slightly after microcontrollers were invented. The MC6802 trundles along at 1 MHz from a 4 MHz crystal, because it needed a quadrature clock, and takes a while to get things done. Responding to the buffer space request (a three-character sequence: ␛.B) requires the plotter to:
Stop plotting
Answer the phone
Figure out what to do
Compose a reply
Drop it in the serial buffer
Resume plotting
Which take enough time to produce a distinct hitch in the gitalong. Some crude print debugging showed most of the delay happens between the write() and the read() tucked inside _buffer_space.
Linux handles serial port hardware handshaking far below the Python level, so the simplest fix was to rip out the line that checks for enough buffer space:
def _write_string_to_port(self, data):
''' Write data to serial port. data is expected to be a string.'''
#assert type(data) is str
if not isinstance(data, basestring):
raise TypeError('string expected.')
data = self._filter_unrecognized_commands(data)
data = self._slice_string_to_buffer_size(data)
for chunk in data:
# self._sleep_while_buffer_full( )
self._serial_port.write(chunk)
And then the plotter races along without pauses, drawing as fast as it possibly can, with the DTR output blinking like crazy as Chiplotle dumps the character stream into the output buffer and the serial port hardware (*) managing the data flow. Apparently, detecting a buffer-full situation and dropping the DTR output requires only a few 6802 CPU cycles, which is what makes hardware handshaking such a good idea.
(*) Which is, of course, a USB-to-RS232 converter. I paid extra to get one that reports an FTDI chipset, which may mean the counterfeiters have upped their game since the Windows driver disaster. I actually tried it on the Token Windows box and it still works, so maybe it’s Genuine FTDI.
The HP 7475A wakes up with hardware handshaking enabled: DTR starts high and goes low when the internal 1 KB buffer has less than 80 bytes remaining. The plotter also supports XON/XOFF handshaking, a sad software thing you’d use only if you had no other choice.
The color codes over on the left of the top diagram match a prebuilt cable I hoped to repurpose, but it had only five conductors, none of which were DSR or CTS. Pfui!
So I used a hank of gorgeous flexy 9-conductor cable (which came with premolded DE-9 ends of the wrong gender, now amputated into pigtails and back in the GCS), which supported the connections redrawn on the bottom in proper numeric order, used the obvious color sequence (Bn R O Y G Bl V W K), then soldered suitable connectors on each end:
The effort those little birds put into their nests never ceases to amaze me:
Bird box cleanout – old nests
Last year it was the same story. Of course, if we didn’t clean out the boxes, the birds would do it on their own, so perhaps we help them get started earlier.
The objective being to wrap a nose around the cutter blade to allow some control over the cut depth, I lengthened the cylinder around the cutter body and modeled a discrete glue-on cap:
Roland knife stabilizer and nose – show
Which, with an additional 80 g of ballast, worked fine in the double-thick vinyl:
Roland knife stabilizer – nut weight
The pen-lift spring can just barely manage to heave that load off the vinyl, but it’s obviously running at the limit of its ability and this can’t possibly be a Good Thing for the mechanism in the long run.
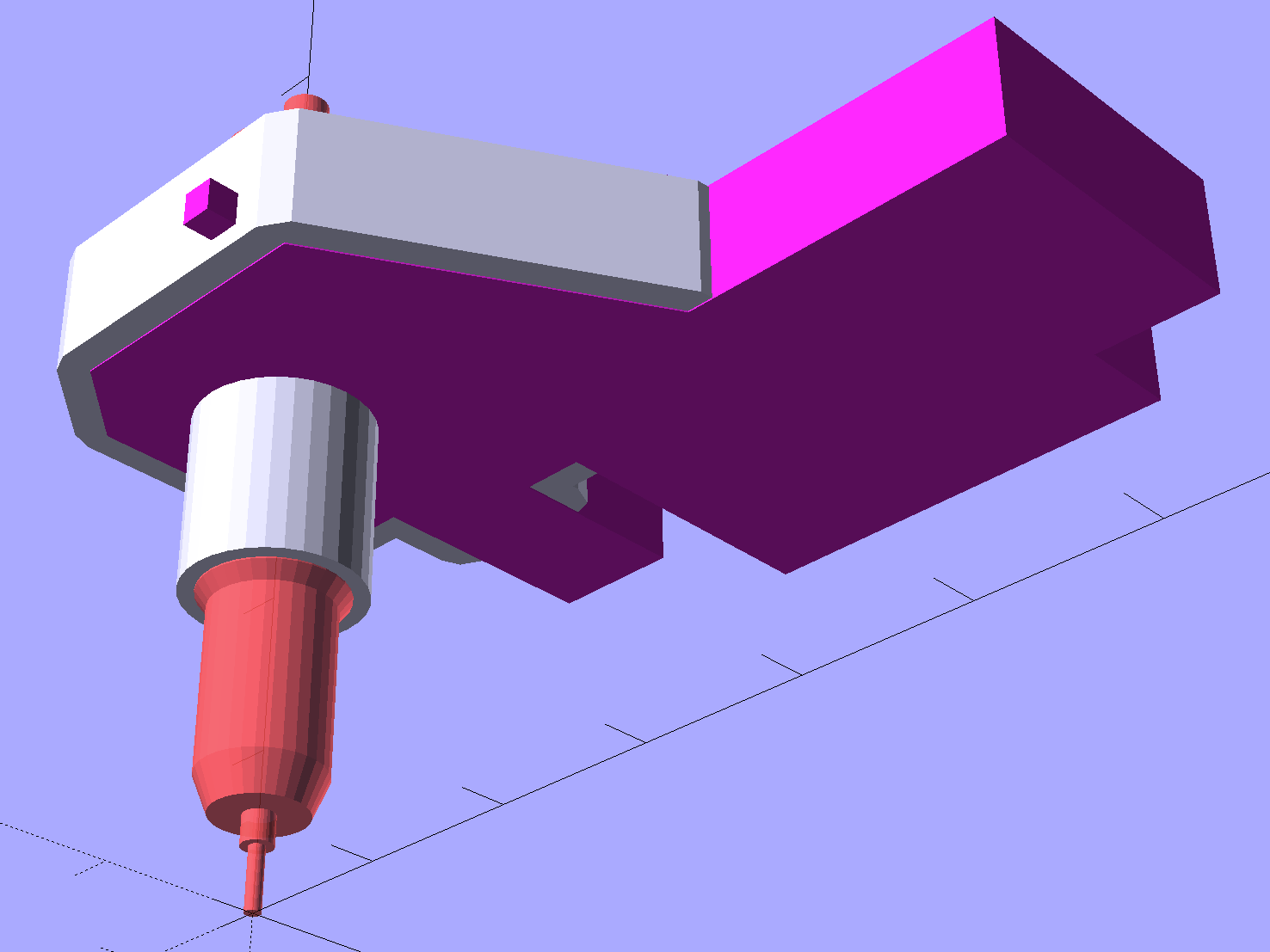
After a bit more fiddling around, I noticed that the stabilizer wasn’t sitting flat on the pen holder and that there really wasn’t any good reason to have a separate cap, so I did one more revision:
Roland knife stabilizer with nose – side view
The cutaway view shows the knife model now has tapered transition from the body to the grossly enlarged blade, so the model will build without supports inside the cylinder.
A little cutout on one wall lets the plate sit flat on the pen holder and a barely visible recess in the cylinder gives the carousel pen-capping actuator a bit more clearance:
Roland knife stabilizer with nose – Slic3r preview
It works about as well as the version shown above, minus the tedious gluing, so I’ll call it a success… even though it’s obviously not going to get much use. I don’t see any way to apply enough downforce to make the cutter work; the mechanical changes just aren’t worthwhile.
The OpenSCAD source code, which includes some tweaks and outright kludges since the first version, builds adapters for Sakura pens (which work just fine) as well as this knife stabilizer:
// HP 7475A plotter pen adapters
// Ed Nisley KE4ZNU April 2015
Layout = "BuildStabilizer";
// ShowBody BuildBody BodyPoly
// ShowPen ShowPenAdapter BuildPenAdapter Plug Pen PenPoly
// ShowKnife BuildKnife KnifeAdapter Knife
// ShowStabilizer Stabilizer BuildStabilizer
//- Extrusion parameters must match reality!
ThreadThick = 0.25;
ThreadWidth = 0.40;
HoleWindage = 0.2;
Protrusion = 0.1; // make holes end cleanly
inch = 25.4;
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit);
//----------------------
// Dimensions
// Z=0 at pen tip!
NumSides = 8*4; // number of sides on each "cylinder"
RADIUS = 0; // subscript for radius values
HEIGHT = 1; // ... height above Z=0
//-- Original HP plotter pen, which now serves as a body for the actual pen
BodyOutline = [ // X values = (measured diameter)/2, Y as distance from tip
[0.0,0.0], // 0 fiber pen tip
// [2.0/2,1.4], // 1 ... taper (not buildable)
[1.0/2,0.005], // 1 ... faked point to remove taper
[2.0/2,0.0],[2.0/2,2.7], // 2 ... cylinder
[3.7/2,2.7],[3.7/2,4.45], // 4 tip surround
[4.8/2,5.2], // 6 chamfer
[6.5/2,11.4], // 7 rubber seal face
[8.9/2,11.4], // 8 cap seat
[11.2/2,15.9], // 9 taper to body
[11.5/2,28.0], // 10 lower body
[13.2/2,28.0],[16.6/2,28.5], // 11 lower flange = 0.5
[16.6/2,29.5],[13.2/2,30.0], // 13 flange rim = 1.0
[11.5/2,30.0], // 15 upper flange = 0.5
[11.5/2,43.25], // 16 upper body
[0.0,43.25] // 17 lid over reservoir
];
TrimHeight = BodyOutline[9][HEIGHT]; // cut off at top of lower taper
SplitHeight = (BodyOutline[11][HEIGHT] + BodyOutline[14][HEIGHT])/2; // middle of flange
FlangeOD = 2*BodyOutline[13][RADIUS];
FlangeTop = BodyOutline[15][HEIGHT];
BodyOD = 2*BodyOutline[16][RADIUS];
BodyOAL = BodyOutline[17][HEIGHT];
echo(str("Trim: ",TrimHeight));
echo(str("Split: ",SplitHeight));
BuildSpace = FlangeOD;
//-- Sakura Micron fiber-point pen
ExpRP = 0.15; // expand critical sections (by radius)
//-- pen locates in holder against end of outer body
PenOutline = [
[0,0], // 0 fiber pen tip
[0.6/2,0.0],[0.6/2,0.9], // 1 ... cylinder
[1.5/2,0.9],[1.5/2,5.3], // 3 tip surround
[4.7/2,5.8], // 5 chamfer
[4.9/2,12.3], // 6 nose
// [8.0/2,12.3],[8.0/2,13.1], // 7 latch ring
// [8.05/2,13.1],[8.25/2,30.5], // 9 actual inner body
[8.4/2 + ExpRP,12.3],[8.4/2 + ExpRP,30.5], // 7 inner body - clear latch ring
[9.5/2 + ExpRP,30.5], // 9 outer body - location surface!
[9.8/2 + ExpRP,50.0], // 10 outer body - length > Body
[7.5/2,50.0], // 11 arbitrary length
[7.5/2,49.0], // 12 end of reservoir
[0,49.0] // 13 fake reservoir
];
PenNose = PenOutline[6];
PenLatch = PenOutline[7];
PenOAL = PenOutline[11][HEIGHT];
//-- Plug for end of cut-off pen body
// you need two plugs...
PlugOutline = [
[0,0], // 0 center of lid
[9.5/2,0.0],[9.5/2,1.0], // 1 lid rim <= body OD
[7.9/2,1.0], // 3 against end of pen
[7.6/2,6.0], // 4 taper inside pen body
[5.3/2,6.0], // 5 against ink reservoir
[4.0/2,1.0], // 6 taper to lid
[0.0,1.0] // 7 flat end of taper
];
PlugOAL = PlugOutline[5][HEIGHT];
// cap locates against end of inner body at latch ring
//-- cap origin is below surface to let pen tip be at Z=0
CapGap = 1.0; // gap to adapter body when attached
CapGripHeight = 2.0; // thickness of cap grip flange
CapTipClearance = 1.0; // clearance under fiber tip
CapOffset = -(CapGripHeight + CapTipClearance); // align inside at pen tip Z=0
CapOutline = [
[0,CapOffset], // 0 base
[FlangeOD/2,CapOffset], // 1 finger grip flange
[FlangeOD/2,CapOffset + CapGripHeight], // 2 ... top
[BodyOD/2,CapOffset + CapGripHeight], // 3 shaft
[BodyOD/2,TrimHeight - CapGap], // 4 ... top with clearance
[PenLatch[RADIUS],TrimHeight - CapGap], // 5 around pen latch ring
[PenLatch[RADIUS],PenNose[HEIGHT]], // 6 ... location surface!
[PenNose[RADIUS] + ExpRP,PenNose[HEIGHT]], // 7 snug around nose
[PenNose[RADIUS] + ExpRP,-CapTipClearance], // 8 clearance around tip
[0,-CapTipClearance], // 9 ... bottom
];
//-- Roland drag knife bearing assembly
ExpRK = 0.30; // expand critical sections (by radius)
AdjLen = 2.0; // allowance for adjustment travel
//- Knife tweaked for pen adapter
/*
KnifeOutline = [
[0,0], // 0 blade point (actually 0.25 mm offset)
[1.0/2,0.0], // 1 ... blunt end
[1.0/2,4.0], // 2 ... cylinder
[2.0/2,4.0], // 3 blade shank
[2.0/2,5.9], // 4 .. at bearing
[6.0/2,5.9], // 5 holder - shell
[7.3/2 + ExpRK,8.3], // 6 holder - taper to body
[7.3/2 + ExpRK,21.0 - AdjLen], // 7 holder body
[8.8/2 + ExpRK,22.0 - AdjLen], // 8 holder - threads bottom
[8.8/2 + ExpRK,25.0],[9.0/2 + ExpRK,26.0], // 9 clear threads to reduce friction
[9.0/2 + ExpRK,32.0],[8.8/2 + ExpRK,33.0], // 11 ... end clearance
[8.8/2 + ExpRK,42.5 - AdjLen], // 13 holder - threads top = locknut bottom
[12.5/2,42.5 - AdjLen], // 14 knurled locknut - adjustment travel
[12.5/2,45.8], // 15 knurled locknut - top
[11.0/2,45.8], // 16 holder - adjusting knurl
[11.0/2,52.0], // 17 holder - top surface
[3.0/2,52.0],[3.0/2,57.2], // 18 spring post
[0.0,57.2] // 19 end of post
];
*/
//- Knife tweaked for stabilizer
KnifeOutline = [
[0,0], // 0 blade point (actually 0.25 mm offset)
[3.0/2,0.0], // 1 ... blunt end
[3.0/2,4.0], // 2 ... cylinder
[3.0/2,4.0], // 3 blade shank
[6.0/2,5.9], // 4 .. at bearing (taper to support nose)
[6.0/2,5.9], // 5 holder - shell
[7.3/2 + ExpRK,8.3], // 6 holder - taper to clear threads
[7.3/2 + ExpRK,21.0 - AdjLen], // 7 ..
[8.8/2 + ExpRK,22.0 - AdjLen], // 8 holder - threads bottom
[8.8/2 + ExpRK,25.0],[9.0/2 + ExpRK,26.0], // 9 clear threads to reduce friction
[9.0/2 + ExpRK,32.0],[8.8/2 + ExpRK,33.0], // 11 ... end clearance
[8.8/2 + ExpRK,42.5 - AdjLen], // 13 holder - threads top = locknut bottom
[12.5/2,42.5 - AdjLen], // 14 knurled locknut - adjustment travel
[12.5/2,45.8], // 15 knurled locknut - top
[11.0/2,45.8], // 16 holder - adjusting knurl
[11.0/2,52.0], // 17 holder - top surface
[3.0/2,52.0],[3.0/2,57.2], // 18 spring post
[0.0,57.2] // 19 end of post
];
ThreadStart = KnifeOutline[8][HEIGHT];
ThreadOD = 2*KnifeOutline[11][RADIUS];
//-- Plotter pen holder stabilizer
HolderPlateThick = 3.0; // thickness of plate atop holder
RimHeight = 5.0; // rim around sides of holder
RimThick = 2.0; // wall thickness
HolderOrigin = [17.0,12.2,0.0]; // center of pen tip relative to polygon coordinates
HolderHeight = 30.0; // top of holder to platen in pen-down position
HolderTopThick = 1.7; // top of holder to top of pen flange
HolderNoseLength = 4.0; // length of nose taper
HolderKnifeOffset = -3.0; // additional downward adjustment range
LockScrewInset = 3.0; // from right edge of holder plate
LockScrewOD = 2.0; // tap for 2.5 mm screw
UncapperHeight = -17.0; // uncapping actuator arm from top of pen holder
UncapperOD = 11.0; // ... max OD that clears uncapper
// Beware: update hardcoded subscripts in Stabilizer() when adding / deleting point entries
HolderPlate = [
[8.6,18.2],[8.6,23.9], // 0 lower left corner of pen recess
[13.9,23.9],[13.9,30.0], // 2
// [15.5,30.0],[15.5,25.0], // 4 omit middle of support beam
// [20.4,25.0],[20.4,30.0], // 6
[22.7,30.0],[22.7,27.5], // 4
[35.8,27.5],[35.8,20.7], // 6 spring box corner
[43.0,20.7], // 8
[31.5,0.0], // 9
// [24.5,0.0],[24.5,8.0], // 10 omit pocket above pen clamp
// [22.5,10.0],[22.5,16.5], // 12
// [20.5,18.2] // 14
[13.6,0.0], // 10
[8.6,5.0] // 11
];
BeamWidth = HolderPlate[4][0] - HolderPlate[2][0]; // rear support beam
TabWidth = HolderPlate[1][1] - HolderPlate[0][1]; // tab extending left beyond pen recess
TabClear = 3.0; // maximum rim height over tab
HolderCylinderOutline = [
[0,0], // 0 center of nose
[6.0/2,0.0], // 1 flat nose surface OD
[BodyOD/2,HolderNoseLength], // 2 taper to cylinder OD
[BodyOD/2,HolderHeight], // 3 cylinder to top of holder plate
[0,HolderHeight] // 4 flat top
];
//----------------------
// Useful routines
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
//- Locating pin hole with glue recess
// Default length is two pin diameters on each side of the split
PinOD = 1.75;
PinOC = BodyOD / 2;
module LocatingPin(Dia=PinOD,Len=0.0) {
PinLen = (Len != 0.0) ? Len : (4*Dia);
translate([0,0,-ThreadThick])
PolyCyl((Dia + 2*ThreadWidth),2*ThreadThick,4);
translate([0,0,-2*ThreadThick])
PolyCyl((Dia + 1*ThreadWidth),4*ThreadThick,4);
translate([0,0,-(Len/2 + ThreadThick)])
PolyCyl(Dia,(Len + 2*ThreadThick),4);
}
module LocatingPins(Length) {
for (i=[-1,1])
translate([0,i*PinOC/2,0])
rotate(180/4)
LocatingPin(Len=Length);
}
//----------------------
// Basic shapes
//-- HP plotter pen body
module ShowPolygon(pts) {
polygon(pts);
}
module Body() {
render(convexity=3)
rotate_extrude($fn=NumSides)
polygon(points=BodyOutline);
}
//-- Sakura drawing pen body
module Pen() {
rotate_extrude($fn=NumSides)
polygon(points=PenOutline);
}
//-- Plug for top of Sakura pen
module Plug() {
render(convexity = 2)
rotate_extrude($fn=NumSides)
polygon(points=PlugOutline);
}
//-- Cap for tip of Sakura pen
module Cap() {
render(convexity = 2)
rotate_extrude($fn=NumSides)
polygon(points=CapOutline);
}
//-- Sakura pen adapter
module PenAdapter() {
render(convexity=3)
difference() {
Body();
Pen();
translate([0,0,TrimHeight/2])
cube([2*FlangeOD,2*FlangeOD,TrimHeight],center=true);
}
}
//-- Roland knife body
module Knife() {
render(convexity=3)
rotate_extrude($fn=NumSides)
polygon(points=KnifeOutline);
}
//-- Roland knife adapter
module KnifeAdapter(TrimZ = false) {
Trans = TrimZ ? - TrimHeight : 0;
render(convexity=5)
translate([0,0,Trans])
difference() {
Body();
Knife();
translate([0,0,TrimHeight/2])
cube([2*FlangeOD,2*FlangeOD,TrimHeight],center=true);
}
}
//-- nose cap for stabilizer cylinder
module StabilizerNose() {
render(convexity = 2)
rotate_extrude($fn=NumSides)
polygon(points=StabilizerNoseOutline);
}
//-- Roland knife stabilizer atop pen holder
// the trim blocks have offsets with magic numbers from the HolderPlate outline &c
module Stabilizer(SeeKnife = false) {
Cutout = (Layout == "ShowStabilizer") ? 0 : 1;
difference() {
union() {
translate(-HolderOrigin) // put center of pen at origin
translate([0,0,-RimHeight]) // put top of holder at Z=0
difference() {
render(convexity=4)
linear_extrude(height=(HolderPlateThick + RimHeight)) // overall flange around edges
offset(r=RimThick)
polygon(points=HolderPlate);
render(convexity=4)
translate([0,0,-Protrusion]) // recess for pen holder plate
linear_extrude(height=(RimHeight + Protrusion))
polygon(points=HolderPlate);
translate([HolderPlate[7][0] - Protrusion,HolderPlate[7][1] - Protrusion,-Protrusion]) // trim spring box from top plate
cube([30,20,(RimHeight + HolderPlateThick + 2*Protrusion)]);
translate([27.0,HolderPlate[6][1] - Protrusion,-Protrusion]) // trim pivot plate clearance
cube([30,20,(RimHeight + HolderPlateThick + 2*Protrusion)]);
translate([HolderPlate[2][0],20,-Protrusion]) // trim left support beam
cube([BeamWidth,20,(RimHeight + Protrusion)]);
translate([0,HolderPlate[0][1],-(TabClear + Protrusion)]) // trim tab behind pen recess
cube([(HolderPlate[0][0] + Protrusion),TabWidth,RimHeight + Protrusion]);
translate([HolderPlate[9][0] - LockScrewInset,RimThick,RimHeight - HolderTopThick - LockScrewOD/2]) // lock screw on front edge
rotate([90,0,0])
rotate(180/4)
PolyCyl(LockScrewOD,3*RimThick); // punch out hold-down screw hole
}
difference() {
translate([0,0,-HolderHeight]) // cylinder and nose
rotate_extrude($fn=NumSides)
polygon(points=HolderCylinderOutline);
translate([-HolderOrigin[0],-(BodyOD + Cutout*UncapperOD/2),(UncapperHeight - HolderHeight)]) // uncapper clearance
cube([2*HolderOrigin[0],BodyOD,HolderHeight]);
}
}
translate([0,0,-HolderHeight + HolderKnifeOffset])
if (SeeKnife)
# Knife();
else
Knife();
}
}
//----------------------
// Build it
if (Layout == "Pen")
Pen();
if (Layout == "Knife")
Knife();
if (Layout == "Stabilizer")
Stabilizer();
if (Layout == "ShowBody")
Body();
if (Layout == "BodyPoly") {
ShowPolygon(BodyOutline);
Body();
}
if (Layout == "PenPoly") {
ShowPolygon(PenOutline);
Pen();
}
if (Layout == "BuildBody") {
Spacing = 0.75*BuildSpace;
difference() {
union() {
translate([Spacing,0,-SplitHeight])
Body();
rotate([180,0,0])
translate([-Spacing,0,-SplitHeight])
Body();
}
translate([0,0,-BodyOAL])
cube(2*BodyOAL,center=true);
for (i = [-1,1])
translate([i*Spacing,0,0])
LocatingPins(5.0);
}
}
if (Layout == "Plug")
Plug();
if (Layout == "KnifeAdapter")
KnifeAdapter();
if (Layout == "ShowPen") {
color("AntiqueWhite") {
Pen();
translate([-1.5*BodyOD,0,0])
Pen();
}
color("Magenta",0.35) {
translate([0,0,PlugOAL + PenOAL + 3.0])
rotate([180,0,0])
Plug();
PenAdapter();
Cap();
}
color("Magenta") {
translate([1.5*BodyOD,0,PlugOAL + PenOAL + 3.0])
rotate([180,0,0])
Plug();
translate([1.5*BodyOD,0,0]) {
PenAdapter();
Cap();
}
}
}
if (Layout == "ShowPenAdapter") {
color("AntiqueWhite") {
translate([0.00*BodyOD,0,0])
Pen();
translate([-2.75*BodyOD,0,0])
Pen();
}
translate([-1.50*BodyOD,0,0])
color("SandyBrown")
Body();
translate([0.00*BodyOD,0,0])
color("SandyBrown",0.35)
PenAdapter();
translate([3.00*BodyOD,0,0])
color("SandyBrown")
PenAdapter();
translate([1.50*BodyOD,0,0])
difference() {
color("SandyBrown")
PenAdapter();
translate([-BodyOD,-2*BodyOD,0])
cube([2*BodyOD,2*BodyOD,PenOAL]);
}
}
if (Layout == "ShowKnife") {
color("Goldenrod") {
Knife();
translate([-1.5*BodyOD,0,0])
Knife();
}
color("Magenta",0.35)
KnifeAdapter();
color("Magenta") {
translate([1.5*BodyOD,0,0])
KnifeAdapter();
}
}
if (Layout == "BuildPenAdapter") {
if (false) {
for (j = [-1,1])
translate([j*BuildSpace/2,-0.7*BuildSpace,0])
Plug();
translate([0,0,-CapOffset])
Cap();
}
else {
Plug();
}
difference() {
union() {
translate([1.20*BuildSpace,0,-SplitHeight])
PenAdapter();
rotate([180,0,0])
translate([-1.20*BuildSpace,0,-SplitHeight])
PenAdapter();
}
translate([0,0,-BodyOAL])
cube(2*BodyOAL,center=true);
}
}
if (Layout == "BuildKnife") {
difference() {
union() {
translate([0.7*BuildSpace,0,-SplitHeight])
KnifeAdapter(false);
rotate([180,0,0])
translate([-0.7*BuildSpace,0,-SplitHeight])
KnifeAdapter(false);
}
translate([0,0,-BodyOAL])
cube(2*BodyOAL,center=true);
}
}
if (Layout == "BuildStabilizer") {
translate([0,0,HolderPlateThick])
rotate([0,180,0])
Stabilizer(false);
}
if (Layout == "ShowStabilizer") {
translate([BuildSpace/2,0,HolderHeight])
Stabilizer(true);
translate([-BuildSpace/2,0,HolderKnifeOffset])
Knife();
}
Somewhat encouraged by the results of the height-map cap atop the plotter’s pen holder, I figured a unified knife adapter and stabilizer cap would work even better. That requires enough accuracy to build a real solid model, rather than just sketch a height map…
Print out the the grid-overlaid image of the pen holder, then doodle coordinates & measurements all over the poor thing:
HP 7475A Pen Holder – gridded doodle
Now I can toss that piece of paper…
That, plus a bit of digital caliper work, produces a flurry of dimensions & an array of vertices:
//-- Plotter pen holder stabilizer
HolderPlateThick = 3.0; // thickness of plate atop holder
RimHeight = 5.0; // rim around sides of holder
RimThick = 2.0;
HolderOrigin = [17.0,12.2,0.0]; // center of pen relative to polygon coordinates
HolderZOffset = 30.0; // top of holder in pen-down position
HolderTopThick = 1.7; // top of holder to top of pen flange
HolderCylinderLength = 17.0; // length of pen support structure
HolderKnifeOffset = -2.0; // additional downward adjustment range (not below top surface)
LockScrewInset = 3.0; // from right edge of holder plate
LockScrewOD = 2.0; // tap for 2.5 mm screw
// Beware: update hardcoded subscripts in Stabilizer() when adding / deleting point entries
HolderPlate = [
[8.6,18.2],[8.6,23.9], // 0 lower left corner of pen recess
[13.9,23.9],[13.9,30.0], // 2
// [15.5,30.0],[15.5,25.0], // 4 omit middle of support beam
// [20.4,25.0],[20.4,30.0], // 6
[22.7,30.0],[22.7,27.5], // 4
[35.8,27.5],[35.8,20.7], // 6 spring box corner
[43.0,20.7], // 8
[31.5,0.0], // 9
// [24.5,0.0],[24.5,8.0], // 10 omit pocket above pen clamp
// [22.5,10.0],[22.5,16.5], // 12
// [20.5,18.2] // 14
[13.6,0.0], // 10
[8.6,5.0] // 11
];
BeamWidth = HolderPlate[4][0] - HolderPlate[2][0];
The general idea is to extrude the overall shape of the stabilizer cap, carve out chunks to fit it onto the pen holder, then add a cylinder around the knife bearing:
HP7475A – Roland knife stabilizer – bottom – thrown together view
The OpenSCAD source code contains a bunch of magic numbers and indexes that pull values from the vertex array:
module Stabilizer(SeeKnife = false) {
difference() {
union() {
translate(-HolderOrigin) // put center of pen at origin
difference() {
render(convexity=4)
linear_extrude(height=(HolderPlateThick + RimHeight)) // overall flange around edges
offset(r=RimThick)
polygon(points=HolderPlate);
render(convexity=4)
translate([0,0,-Protrusion]) // recess for pen holder plate
linear_extrude(height=(RimHeight + Protrusion))
polygon(points=HolderPlate);
translate([HolderPlate[7][0] - Protrusion,HolderPlate[7][1] - Protrusion,-Protrusion]) // trim spring box from top plate
cube([30,20,(RimHeight + HolderPlateThick + 2*Protrusion)]);
translate([27.0,HolderPlate[6][1] - Protrusion,-Protrusion]) // trim pivot plate clearance
cube([30,20,(RimHeight + HolderPlateThick + 2*Protrusion)]);
translate([HolderPlate[2][0],20,-Protrusion]) // trim left support beam
cube([BeamWidth,20,(RimHeight + Protrusion)]);
translate([HolderPlate[9][0] - LockScrewInset,RimThick,RimHeight - HolderTopThick - LockScrewOD/2]) // lock screw on front edge
rotate([90,0,0])
rotate(180/4)
PolyCyl(LockScrewOD,3*RimThick); // hold-down screw hole
}
translate([0,0,(RimHeight - HolderCylinderLength + Protrusion)])
cylinder(d=BodyOD,h=HolderCylinderLength + Protrusion,$fn=NumSides); // surround knife threads
}
translate([0,0,-HolderZOffset + HolderKnifeOffset])
if (SeeKnife)
# Knife();
else
Knife();
}
}
A bottom view shows all the cutouts:
HP7475A – Roland knife stabilizer – build layout
The little hole in the front fits a screw that will pass under the top plate of the pen holder and prevent the cutting forces from pushing it off.
As with the Sakura pen adapter, the knife point sits at (0,0,0) with the stabilizer cap positioned at the (estimated) top of the pen holder:
Roland knife stabilizer – show layout
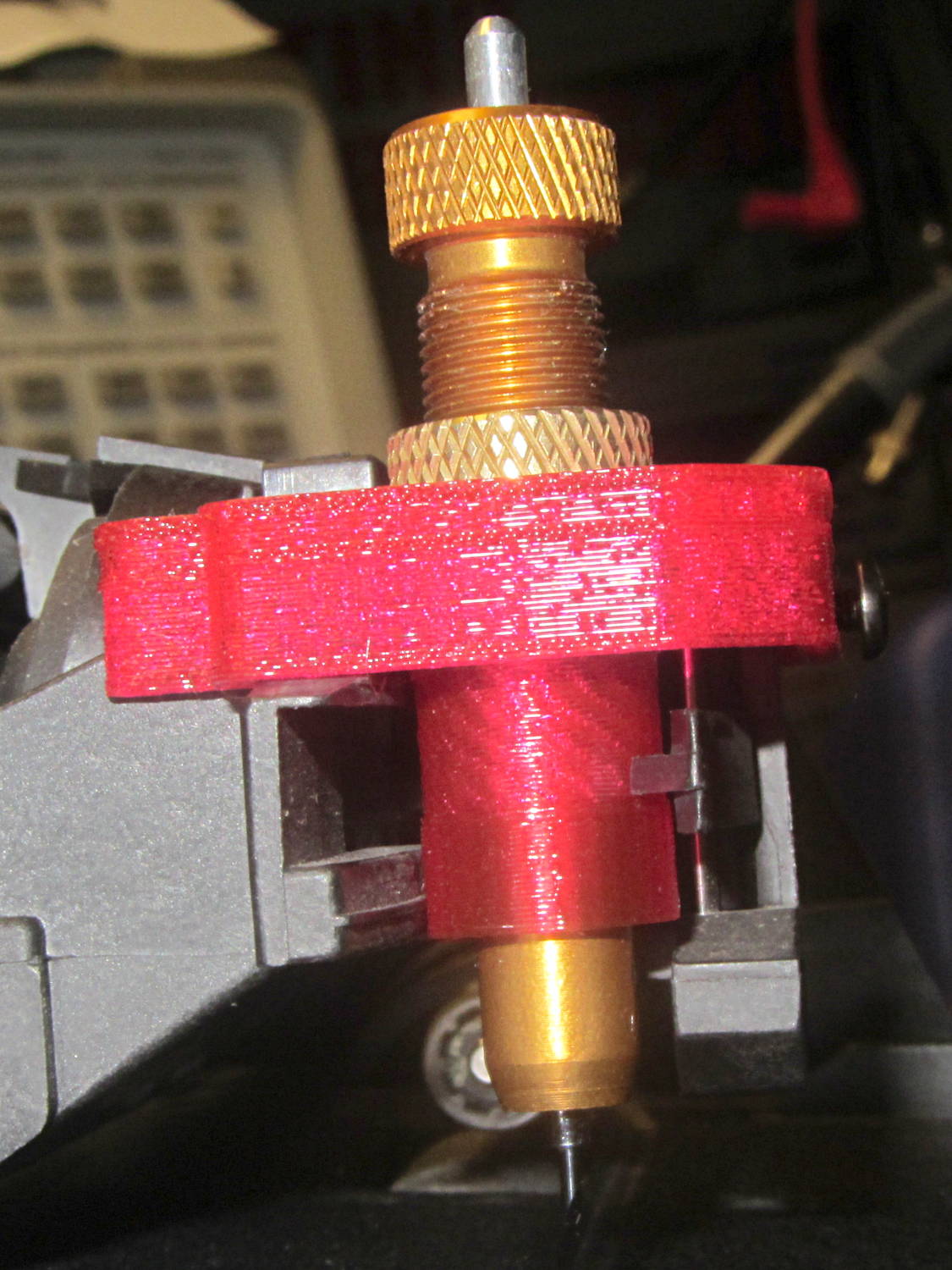
After a few print-and-try iterations to align all the fiddly cutouts:
HP 7475A – Roland knife stabilizer – installed
The slope-topped block protruding toward you from the bottom right actuates the carousel’s pen capping mechanism; it doesn’t quite touch the side of an HP pen and is well clear of the knife holder.
Because there’s still no depth control surrounding the knife blade, this won’t work well at all, but it should suffice for better measurements.
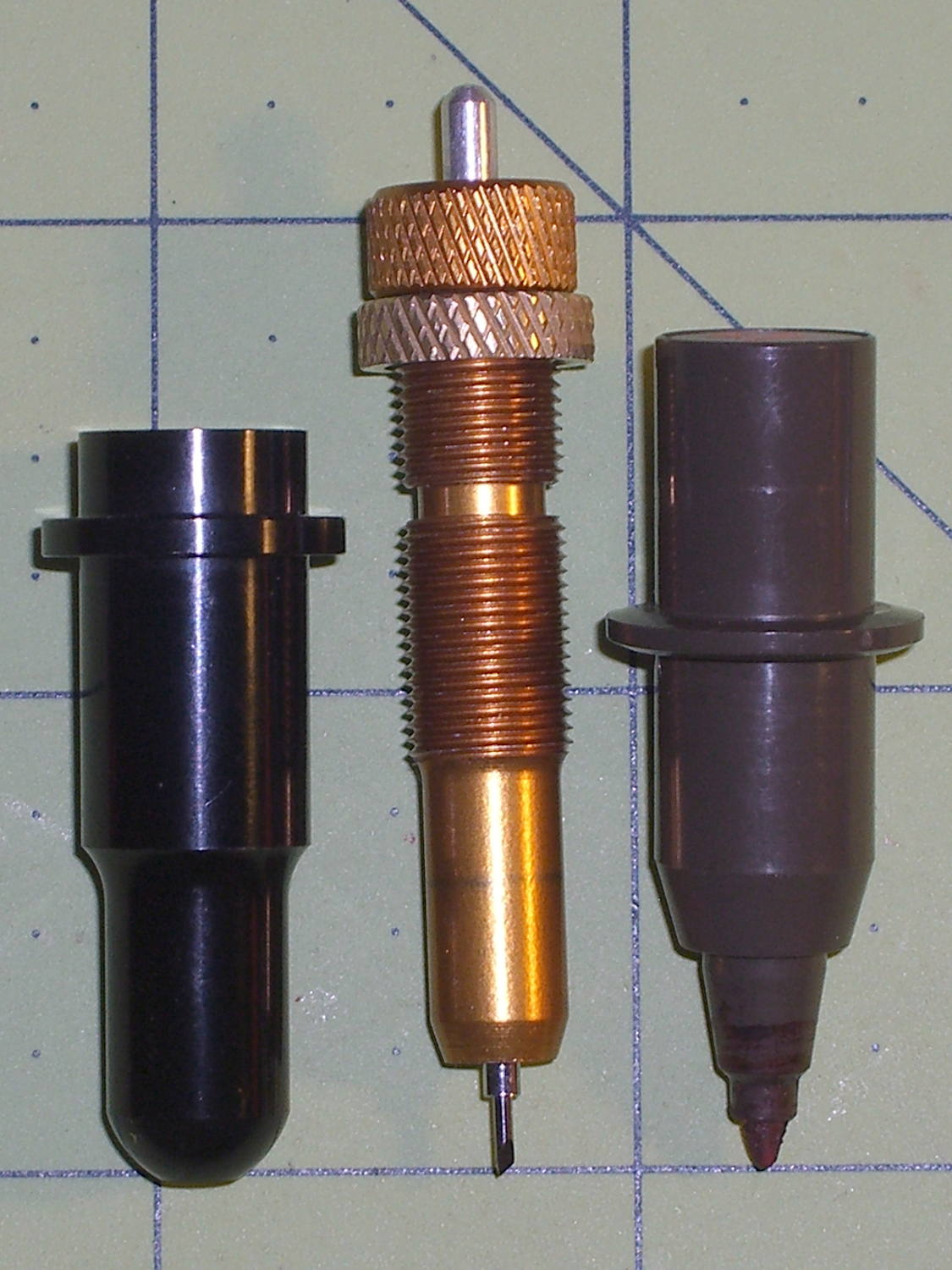
Knockoff Roland drag knife blades and holders being cheap and readily available on eBay, it didn’t take long to figure out that they’re not drop-in replacements for HP pens:
HP 7475A – Roland knife holder vs HP pen
The Roland Cutter Knowledge PDF shows that the blade must protrude just slightly beyond the holder shell, letting the flat end stabilize the media and regulate the cut depth, but some experimentation was in order just to get the mechanics worked out.
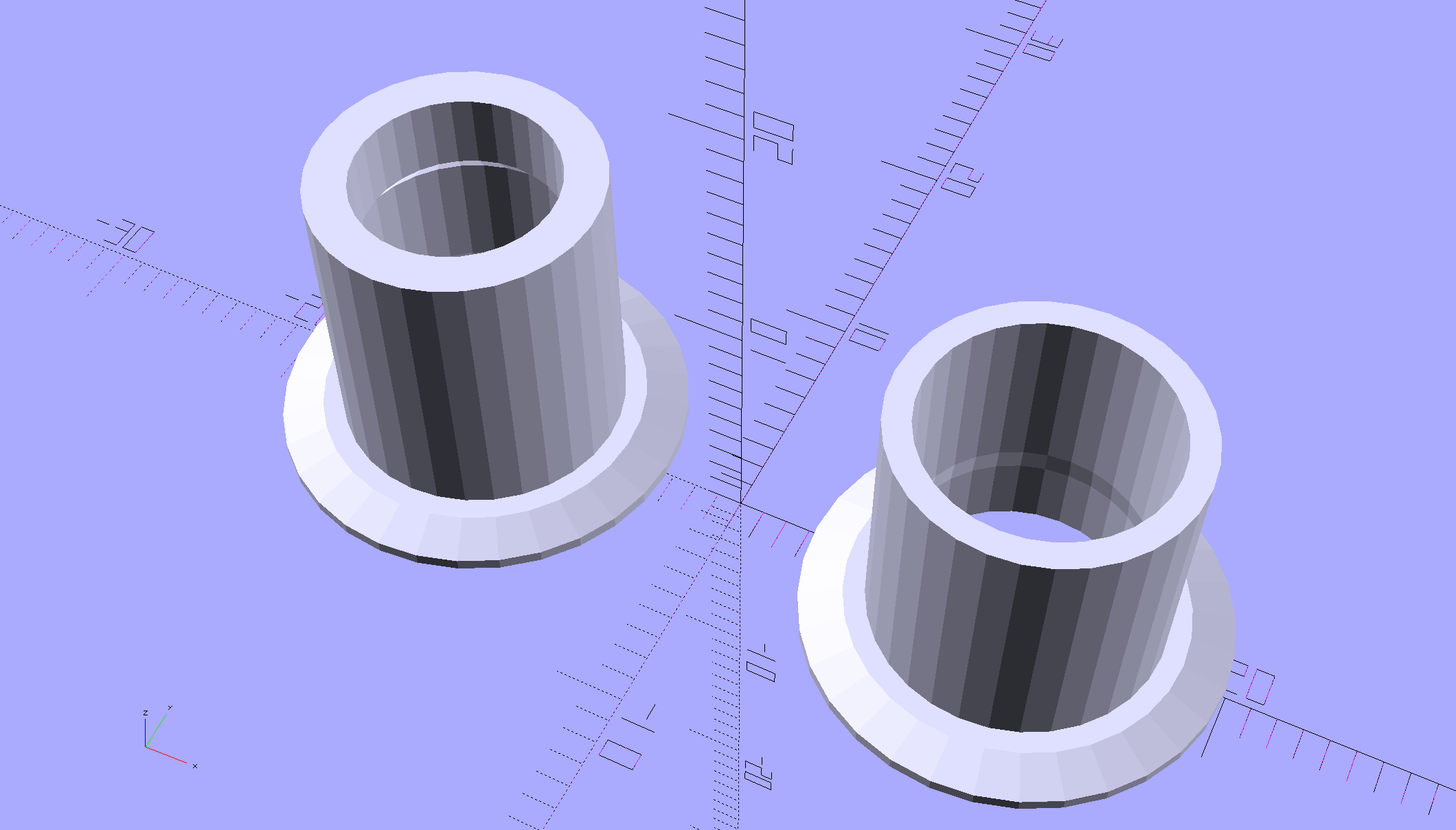
The central brass blade holder looks like it should fit neatly inside the pen body outline:
HP 7475A – Roland knife holder – internal
A small O-ring normally fits in the thread gap to provide some friction between the two metal parts, with the knurled nut locking them together at the desired setting.
The blade rides on a smooth bearing pushed upward against a stop by a spring exerting 220-400 g on that rounded shaft. I think a real vinyl cutter would have a spring-loaded pin pushing downward on that shaft to provide vertical compliance at the blade tip, but I’ve never seen such a thing in real life.
That suggests half a pound of downward cutter force that the HP pen holder definitely can’t provide; the spec is 19±10 g.
Applying a digital caliper to the blade holder produced the usual measurement array:
//-- Drag knife holder
ExpRK = 0.30; // expand critical sections (by radius)
AdjLen = 2.0; // allowance for adjustment travel
KnifeOutline = [
[0,0], // 0 blade point (actually 0.25 mm offset)
[1.0/2,0.0], // 1 ... blunt end
[1.0/2,4.0], // 2 ... cylinder
[2.0/2,4.0], // 3 shank
[2.0/2,5.9], // 4 .. at bearing
[6.0/2,5.9], // 5 holder - shell
[7.3/2 + ExpRK,8.3], // 6 holder - taper to body
[7.3/2 + ExpRK,21.0 - AdjLen], // 7 holder body
[8.8/2 + ExpRK,22.0 - AdjLen], // 8 holder - threads bottom
[8.8/2 + ExpRK,25.0],[9.0/2 + ExpRK,26.0], // 9 clear threads to reduce friction
[9.0/2 + ExpRK,32.0],[8.8/2 + ExpRK,33.0], // 11 ... end clearance
[8.8/2 + ExpRK,42.5 - AdjLen], // 13 holder - threads top = locknut bottom
[12.5/2,42.5 - AdjLen], // 14 knurled locknut - adjustment travel
[12.5/2,45.8], // 15 knurled locknut - top
[11.0/2,45.8], // 16 holder - adjusting knurl
[11.0/2,52.0], // 17 holder - top surface
[3.0/2,52.0],[3.0/2,57.2], // 18 spring post
[0.0,57.2] // 19 end of post
];
ThreadLength = KnifeOutline[13][HEIGHT] - KnifeOutline[8][HEIGHT];
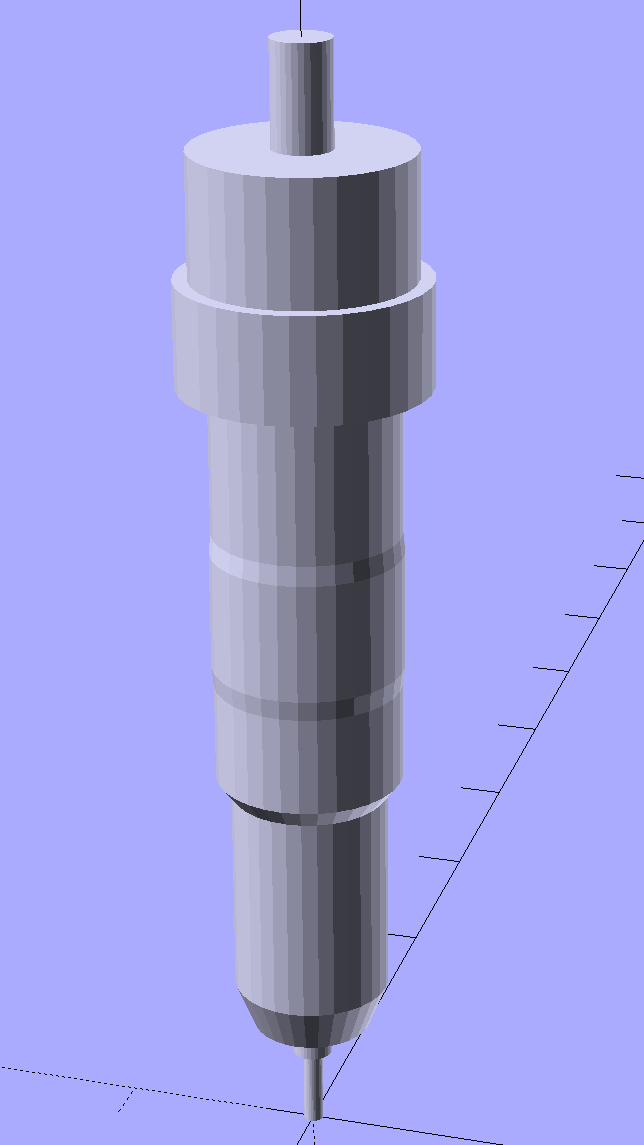
Which spins up into a solid model of the brass part:
HP7475A – Roland knife holder – solid model
The large ring is slightly larger than the actual knurled nut, to ensure it cuts off the top of the HP pen body.
The raised section in the middle of the threads provides a little relief, as screwing the holder into a sufficiently snug plastic sleeve turned out to require more effort than seemed reasonable. I don’t have a tap for what might be a loose 9×0.75 mm fine-pitch thread (the actual OD is 8.75), so it’s gotta form its own path.
Running the plotter in Etch A Sketch mode, that little blade actually cut a sheet of paper:
HP 7475A – Roland knife adapter – first cut
However, it didn’t cut very well at all, mostly because the pen holder doesn’t grip the adapter tightly enough to resist the lateral forces required to drive the blade through the paper, nor does it provide enough downward force to maintain the cut; I cheated by pressing on the holder to encourage the blade to keep on cutting.
By design, the plotter pen lift / drop mechanism doesn’t (and really can’t) apply enough downward force. A sliding bar across the entire width of the plotter raises the holder through a mechanical tab and lowers the holder by releasing the tab. A small spring then provides all the downward force, overcoming a dashpot that slows the pen drop to prevent crushing the nib against the paper.
Just for fun, though, I figured I should see what happens with the blade firmly anchored in the pen holder…