So this happened when I grabbed an alligator clip lead:

My coax cable and clip lead collection includes everything from “I’ve had it forever” to “Recent cheap crap”, including much of Mad Phil’s collection. Some of the recent crap included Chinese clip leads with what can charitably be described as marginal connections:

The insulation may provide some compliance in the crimp, but the alligator clip itself consists of cheap steel which won’t hold a crimp, even if it was crimped firmly to start with.
As a rule, the crimps aren’t particularly good:

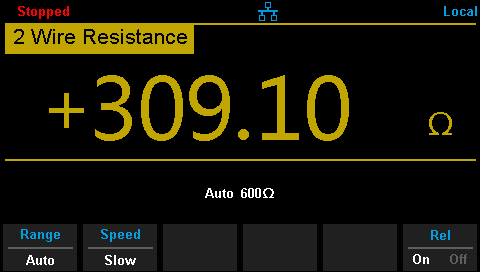
The most obvious effect is high end-to-end resistance:

Yes, yes, 122 Ω in an alligator clip lead is high.
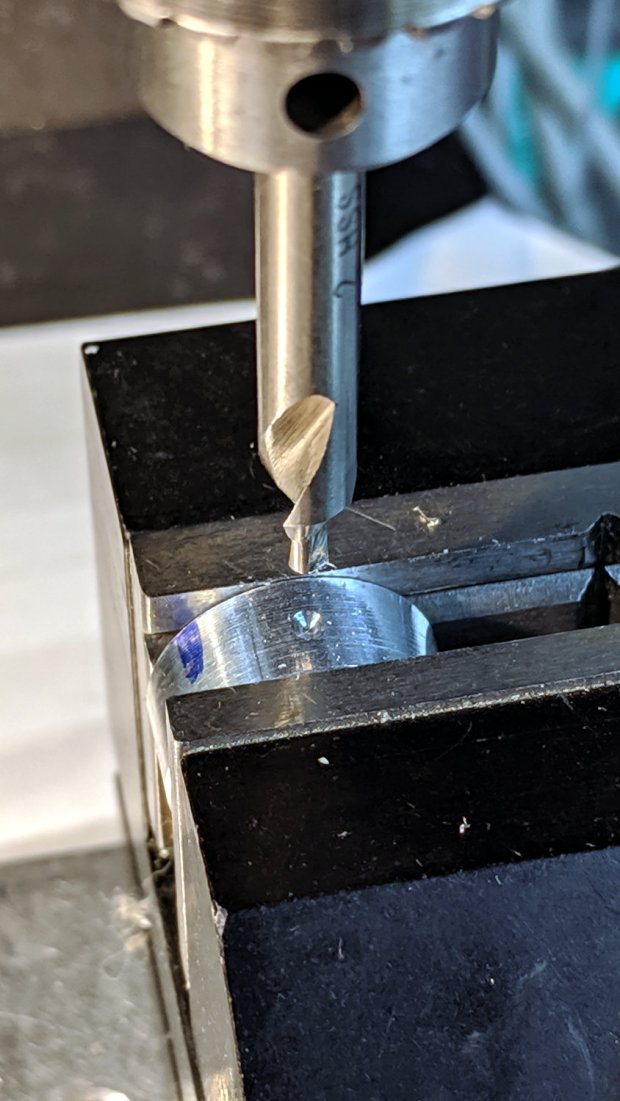
The test setup isn’t particularly intricate:

The lackadaisical crimps also have unstable resistances:
So I figured I may as well repair the lot of ’em.
I stripped the lead back to expose fresh copper, soldered it to the clip, then re-crimped the clip around the insulation for some token strain relief:

I won’t win any soldering awards, but the resistance is way better than before:

If more than half an ohm seems a tad high for a foot of copper wire, you’re right. My slightly magnetized bench screwdriver shows it’s not copper wire:

I’d say it’s copper-plated steel, wouldn’t you?
Those of long memory will recall the non-standard ribbon cable I used as a 60 kHz loop antenna. In this case, the Chinese manufacturer figured nobody would notice or, likely, care. Given the crappy overall quality of the end product, it’s a fair assumption.
I was mildly tempted to replace the wire with good silicone-insulated copper, but came to my senses; those “high voltage” silicone test leads will be Good Enough for higher-current connections.
While I was at it, I pulled apart my entire collection just to see what was inside and fix the ailing ones. These clips date back to the dawn of time, with what started as excellent crimps:

Alas, after I-don’t-know-how-many decades, they’re not longer gas-tight, so I soaked a dollop of solder into each one:

Chekkitout: “Made In Japan”.
Someone, perhaps me wearing a younger man’s clothes or, less likely, Mad Phil in a hurry, solved a similar problem with bigger blobs and no strain relief:

So, now I have a slightly better collection of crappy alligator clip leads. The copper-plated steel wires will eventually fail, but it should become obvious when they do.
Test your clip leads today!