Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
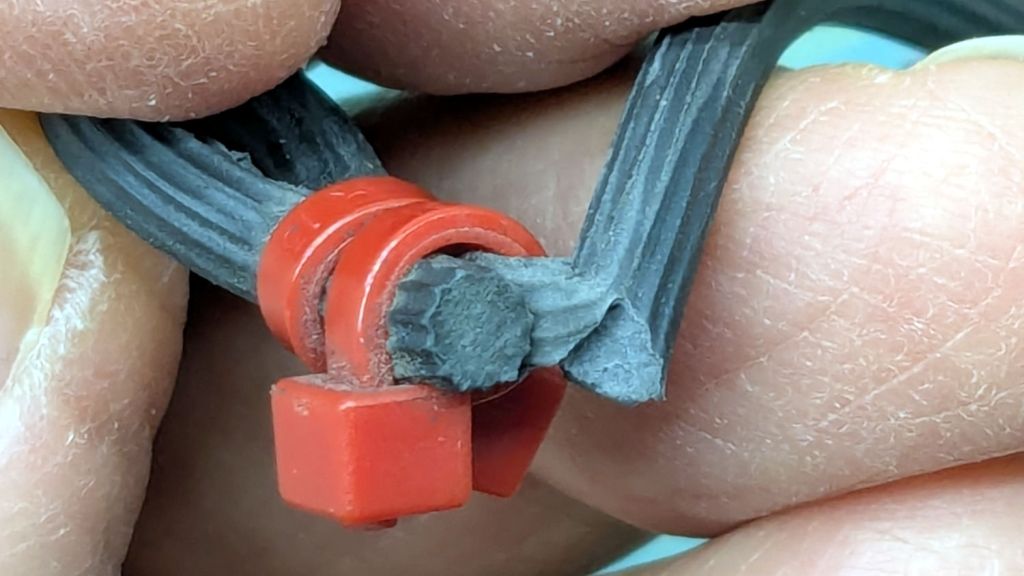
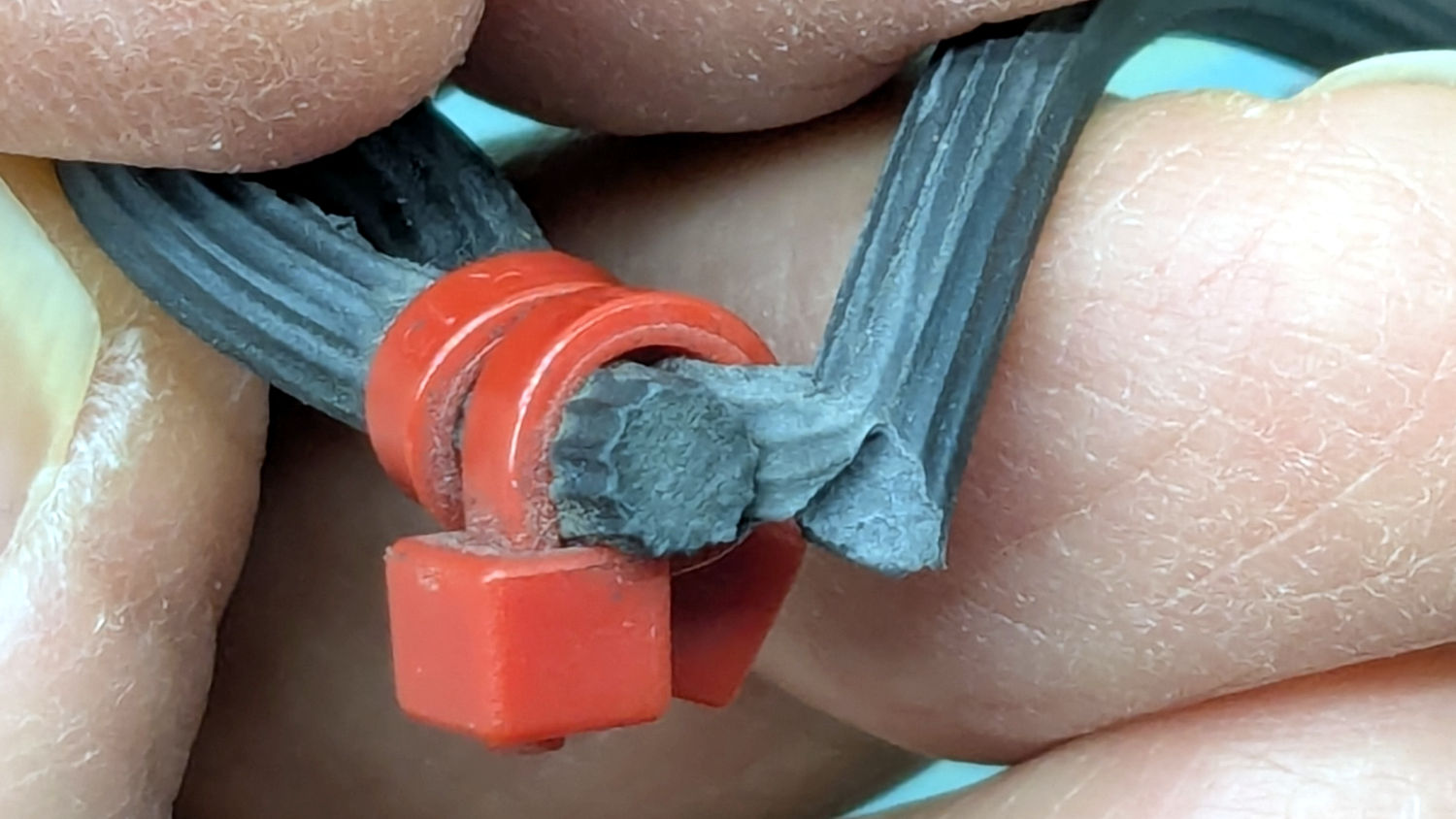
Seen with the shock cord in place, it’s obvious that combining moderately high temperature with steady compression sufficed to bend the PETG enough to pop those tabs loose from the vent.
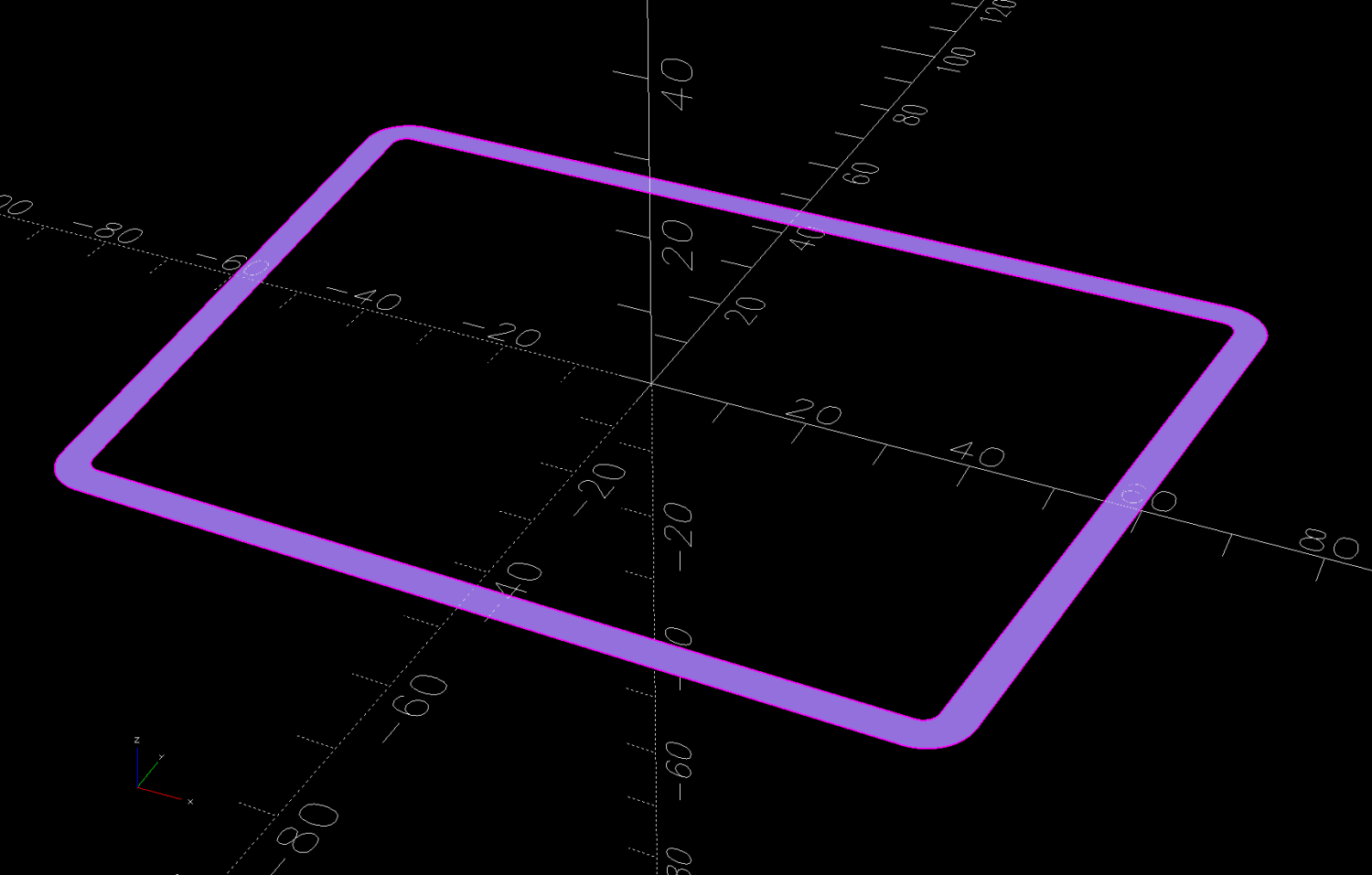
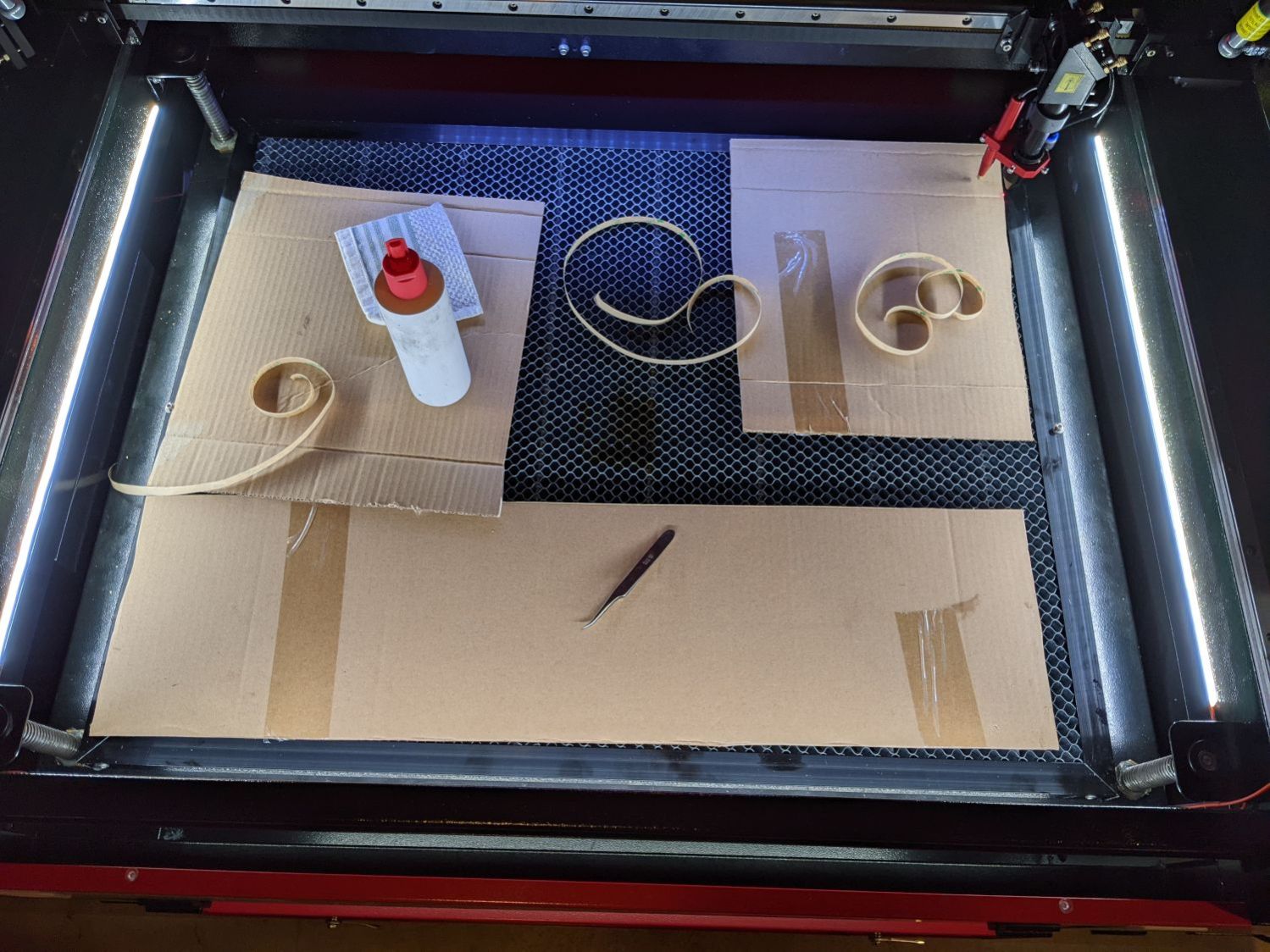
So the OpenSCAD model now produces a stiffening ring to be laser-cut from acrylic:
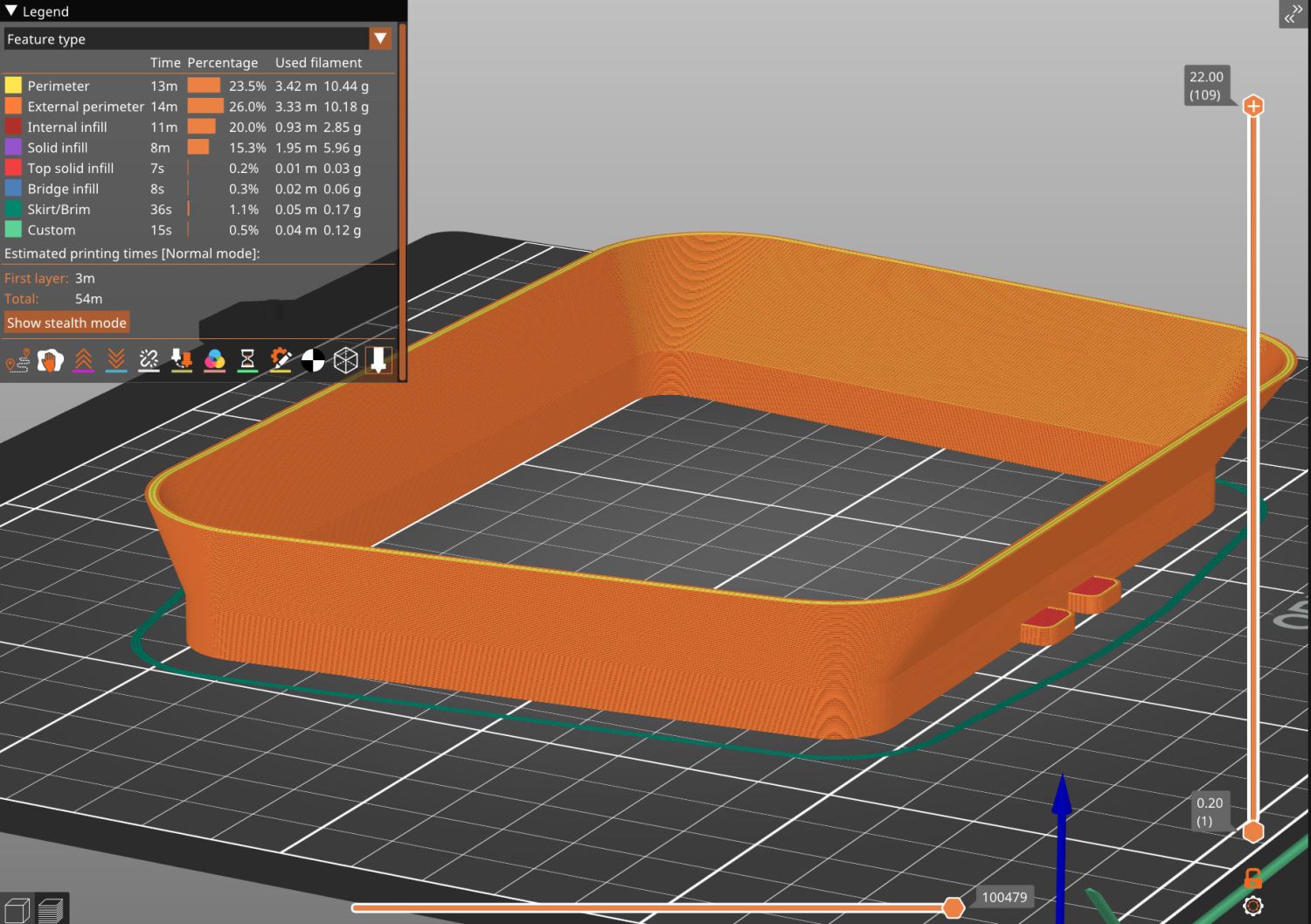
The whole snout builds as a single unit in the obvious orientation:
Clothes Dryer Vent Filter Snout – V2 – slicer
Because the part of the snout with the tabs is 7 mm tall, I glued a 4 mm acrylic ring to a 3 mm ring, with both of them glued to the snout:
Clothes Dryer Vent Filter Snout – acrylic gluing
That’s “natural” PETG, which I expected to be somewhat more transparent, but it’s definitely not a dealbreaker.
Mary will sew up another cheesecloth filter and we’ll see what happens to this setup.
As the saying goes, “Experience is what you get when you don’t get what you want.”
Fortunately, living in the future makes it easy to iterate on the design & implementation until experience produces what should have been obvious at the start.
Some rummaging in the Big Box o’ String produced the spool of 1000 pound test Kevlar cord most recently applied to the seat back on Mary’s bike, so this happened:
Bob YAK trailer – Kevlar cords
Having re-confirmed that frayed Kevlar cannot be melted into a blob, another UV-stabilized cable tie at each end will control those tufts.
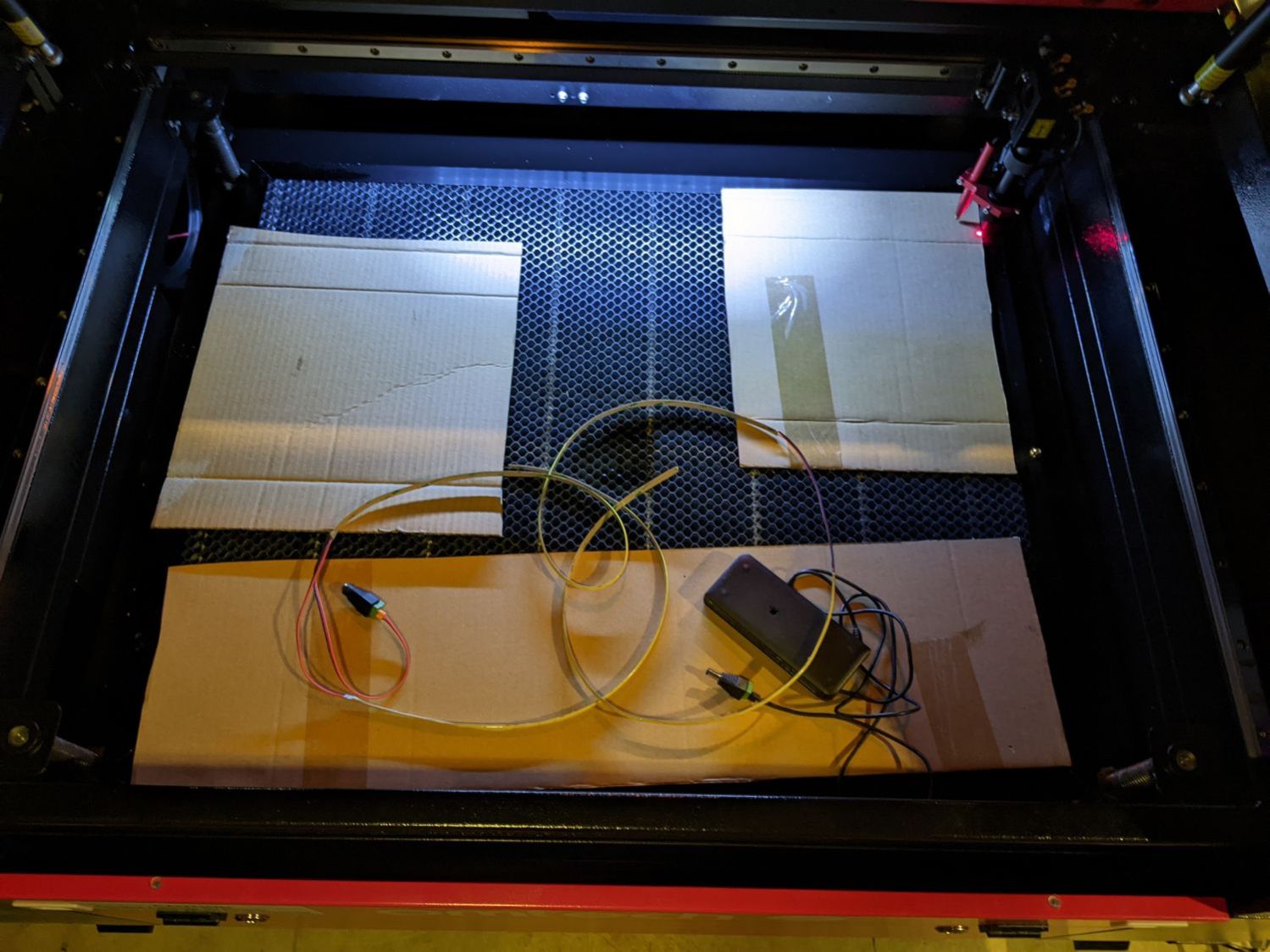
The OMTech 60 W laser has a 24 V + 5 V power supply for the stepper motors and, I had always assumed, the feeble LED strip light on the gantry:
OMTech 60W laser – OEM lighting
The stepper motor driver settings, plus a few amps for the controller and suchlike, added up to something over 12 A, far more than the 24 V supply’s 6 A spec should produce. When I added the COB strip lights around the platform, I dropped a 24 V wall wart into the electronics bay to avoid abusing that poor supply:
OMTech 60W laser – COB LED strips
For reasons to be described later, it’s now time to upgrade that 24 V power supply to a 15 A supply that’s been on the shelf for far too long. However, it does not have a 5 V output, so it’s also time to figure out how much 5 V power the laser really needs.
A quick measurement suggested the 5 V output delivered 20 mA to something. After convincing myself the multimeter was working and that the gantry LED strip was still lit, I finally tracked the wire pair to the red-dot pointer:
OMTech red dot pointer – polarizing filter installed
Yeah, a whole dual-output power supply for one red-dot laser module.
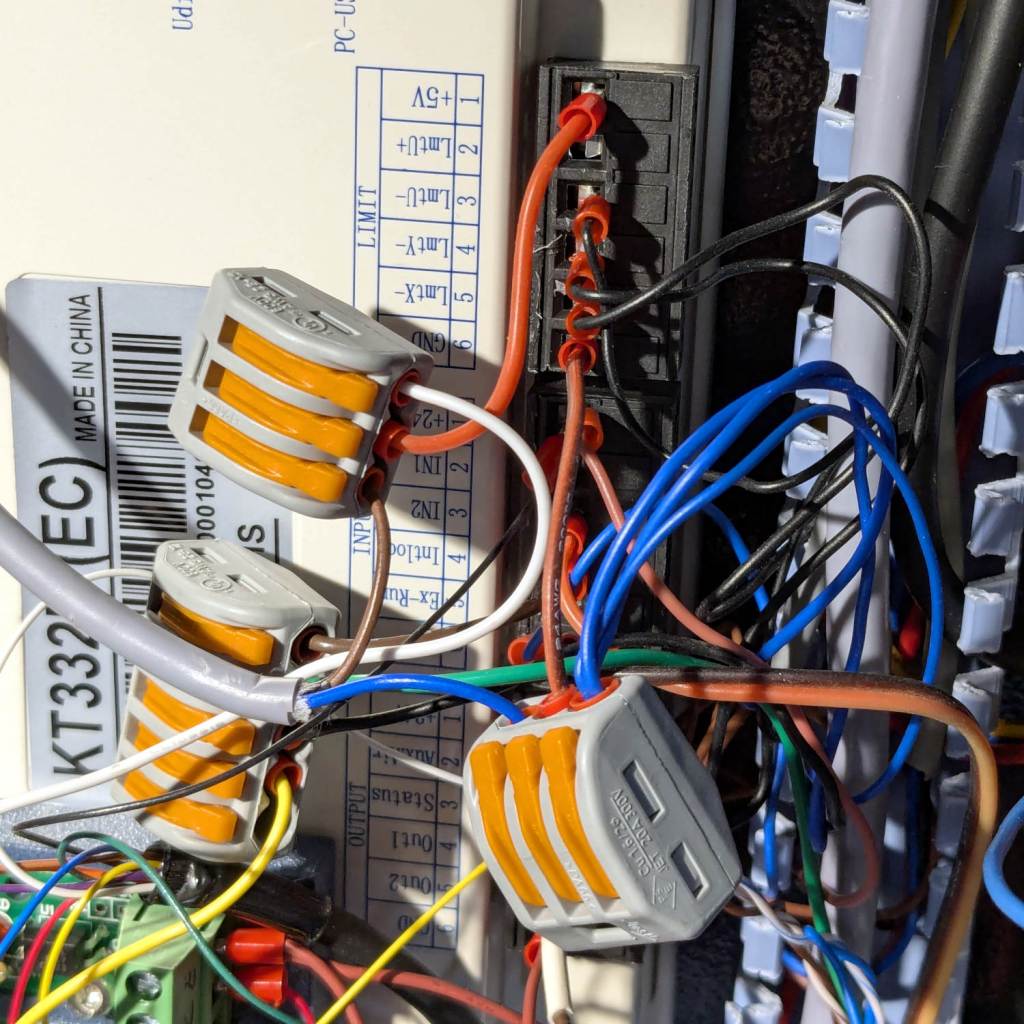
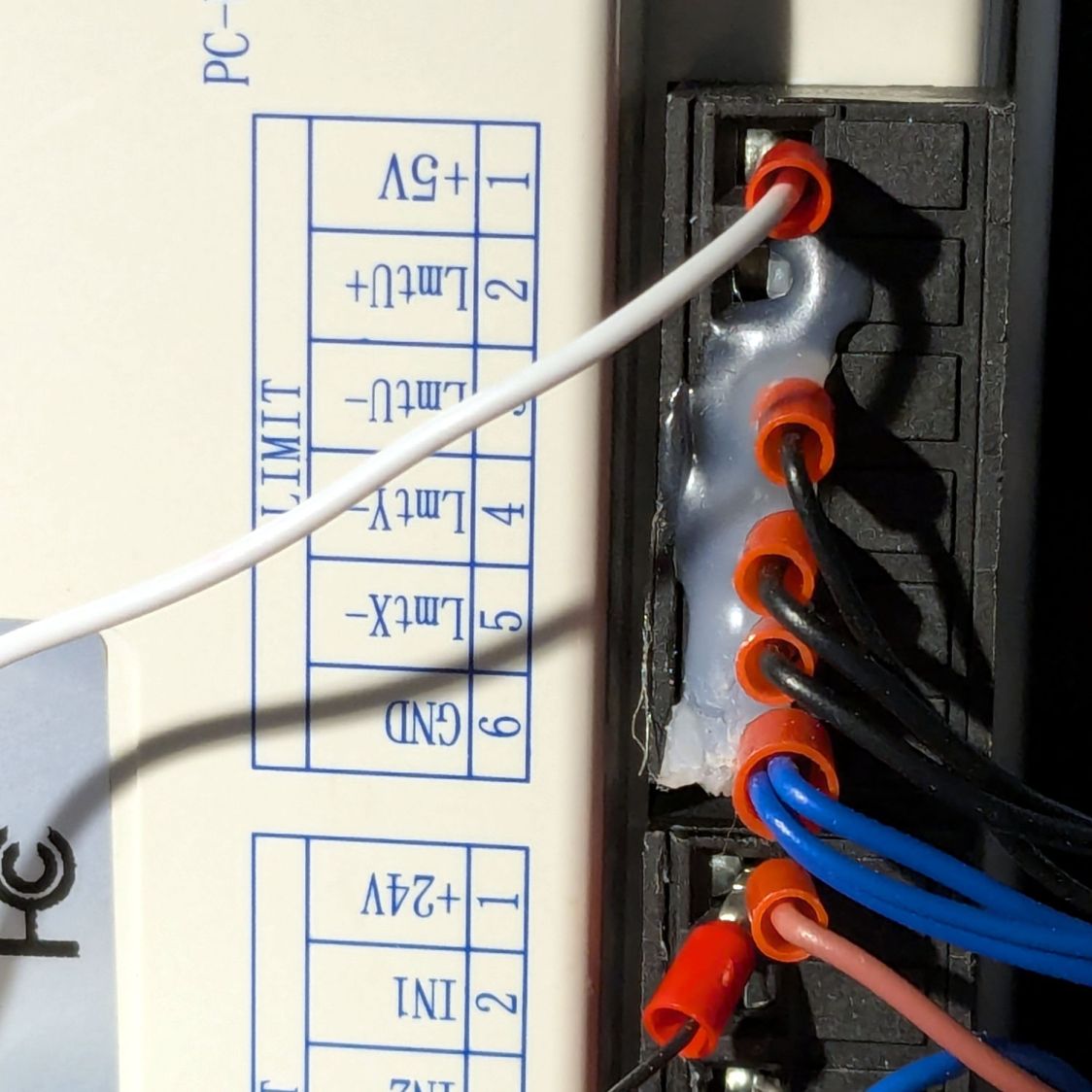
Conveniently, the KT332N controller has several 5 V outputs and the LIMIT terminal block even has a GND terminal on the other end:
KT332N Limit Terminals – OEM
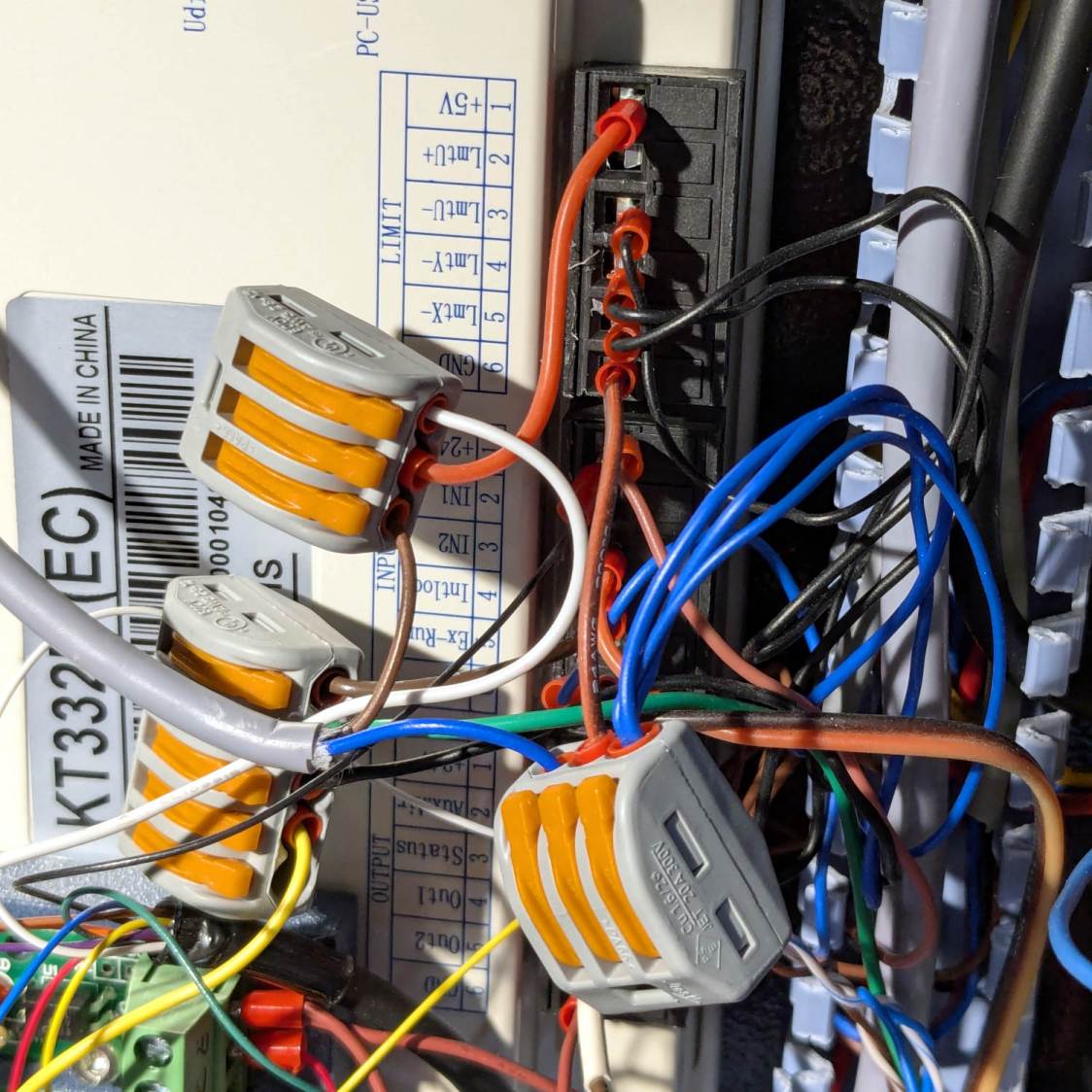
Prying off the hot melt glue, extracting the red-dot pointer wiring from the raceway, crimping ferrules on a couple of jumpers, and deploying a pair of Wago connectors:
KT332N Limit Terminals – red dot wiring
I am still not accustomed to the color code:
Black = signal
Brown = power
Blue = GND
But it’s like that and that’s the way it is.
The red dot lit right up, the gantry LED strip obviously uses 24 V power, and I must shoehorn a slightly larger 24 V supply into the space currently occupied by the old supply.
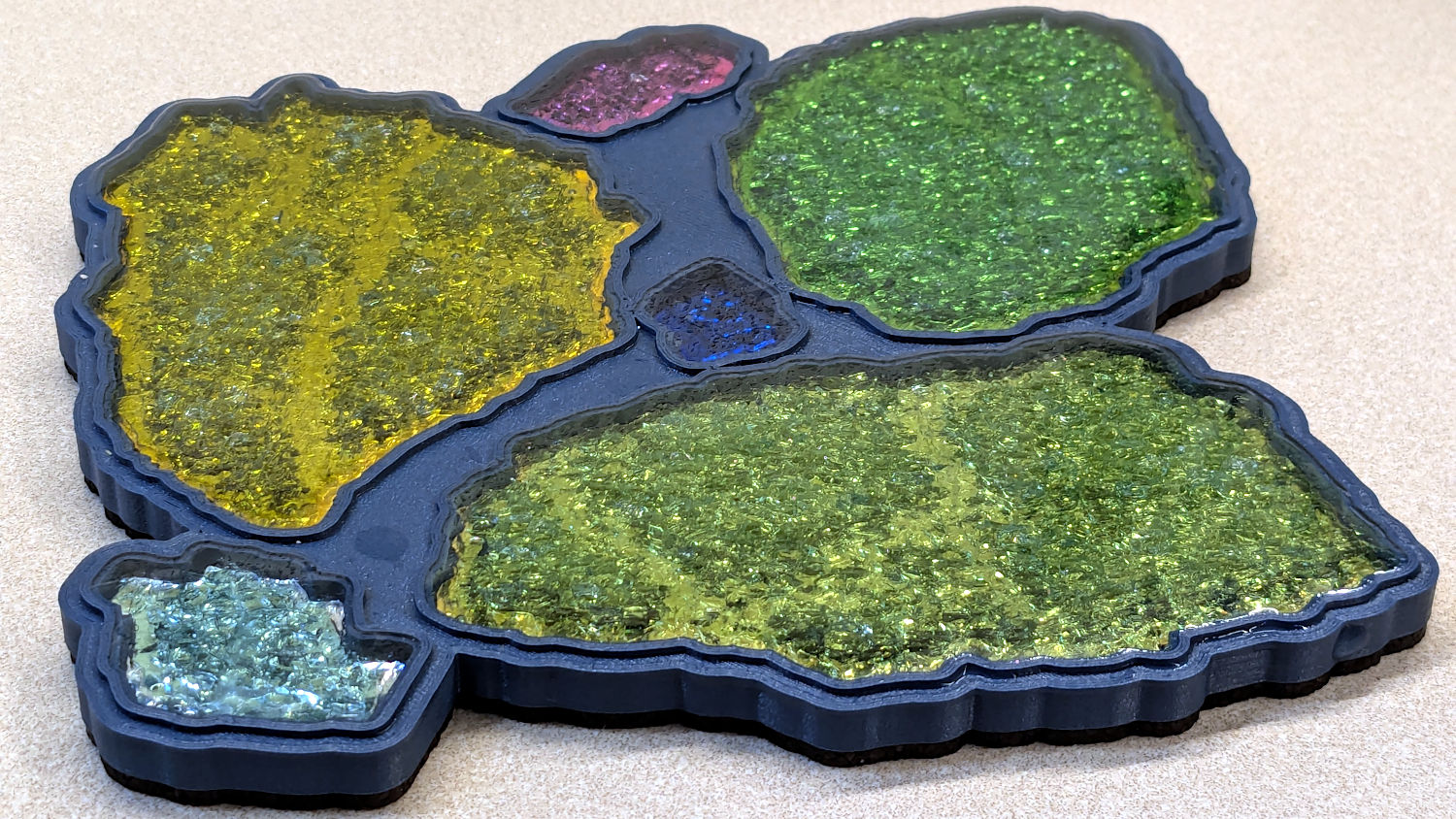
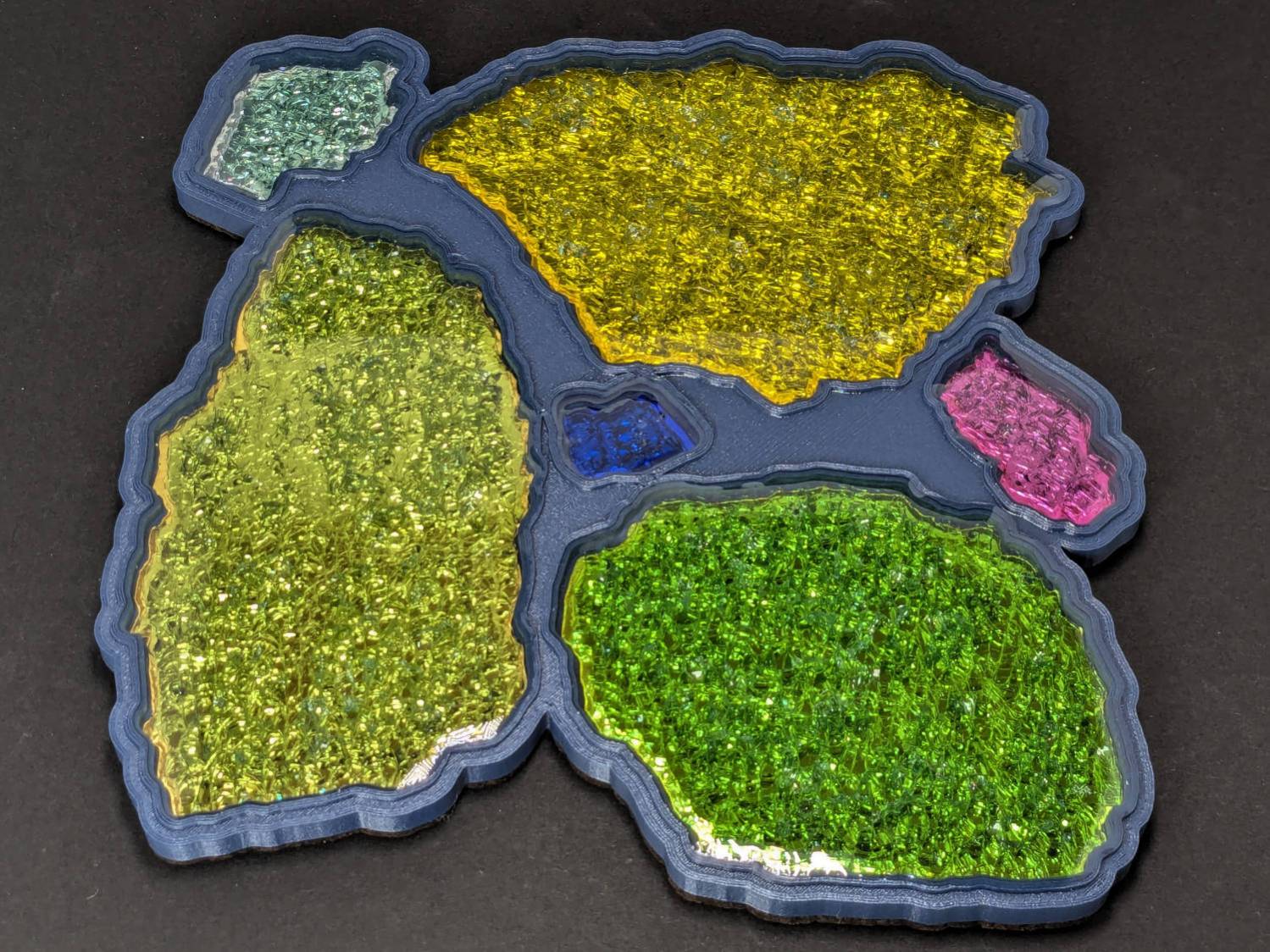
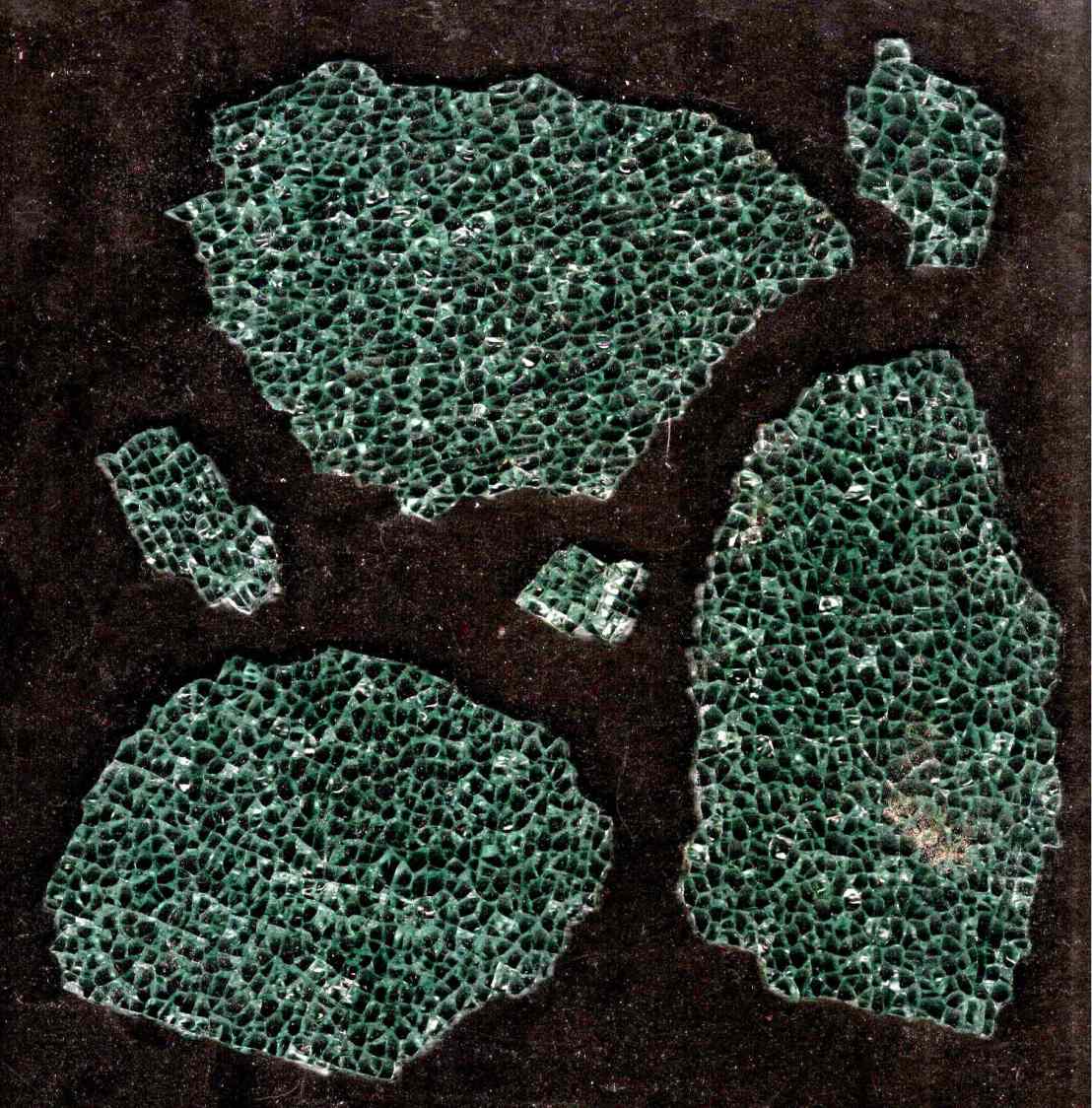
Although the larger fragments were still holding together when I laid them in their recesses, they apparently consist of several sub-fragments with larger continuous cracks letting the epoxy flow / ooze inside.
Now that I know what to look for, the original picture also shows them, albeit less distinctly:
Printed Fragment Coaster 165mm – overview
They’re not obvious in the scanned image of the fragments, although I could convince myself I see some:
Fragments 165mm square – scan sample
The many smaller fragments I’ve been turning into coasters probably separated from similar large chunks along such cracks, which is why I’ve never seen rivers of crack before.
Apologies if you arrived here expecting a tirade concerning the drug trade … :grin:
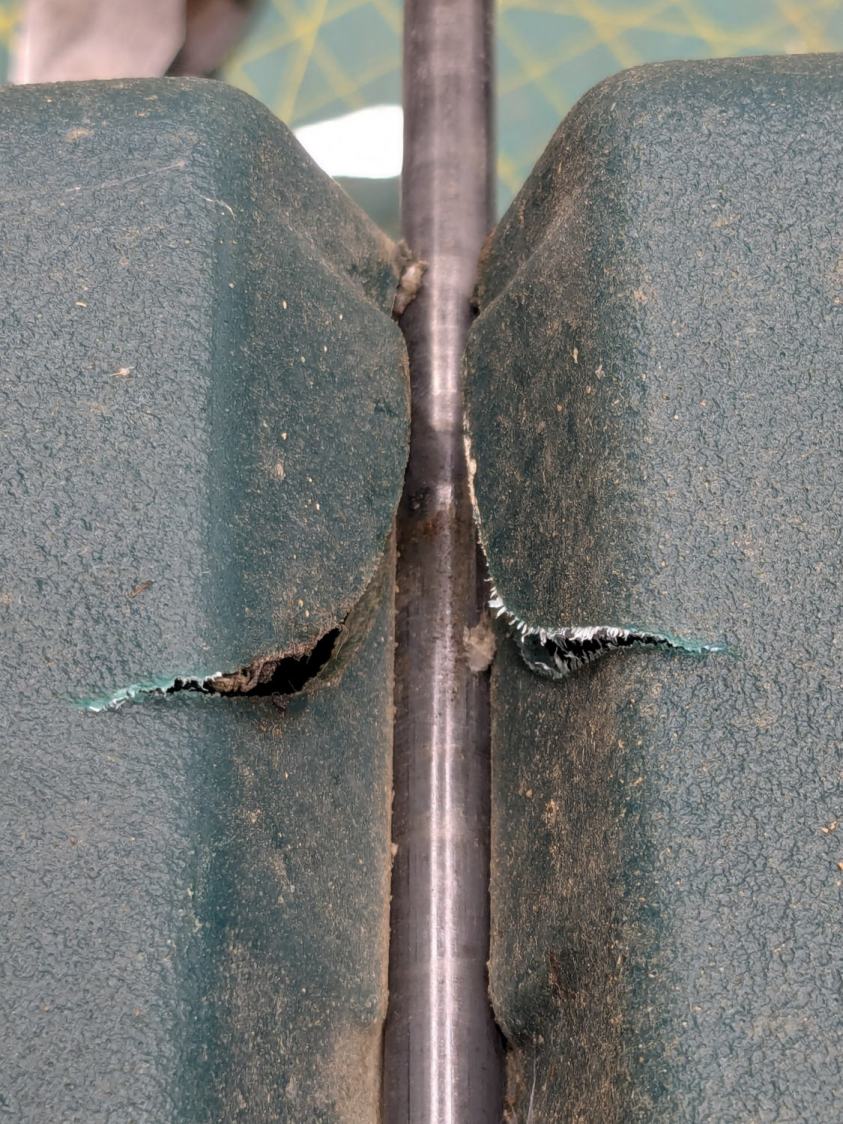
The cart in Mary’s Vassar Farm plot returned in need of repair:
Garden Seat – fractured body
Those fractures near the end of the axle let the axle erode the side wall:
Garden Seat – eroded body
This will obviously require some sort of reinforcement on the body holding the axle, but the first challenge involved getting the wheels off the axle:
Garden Seat – axle cover
Some brute force revealed the hub covers snapped over an install-only locking fastener:
Garden Seat – axle retaining clip
More brute force cut those fasteners (a.k.a. star-lock washers) to get the wheels off the axles.
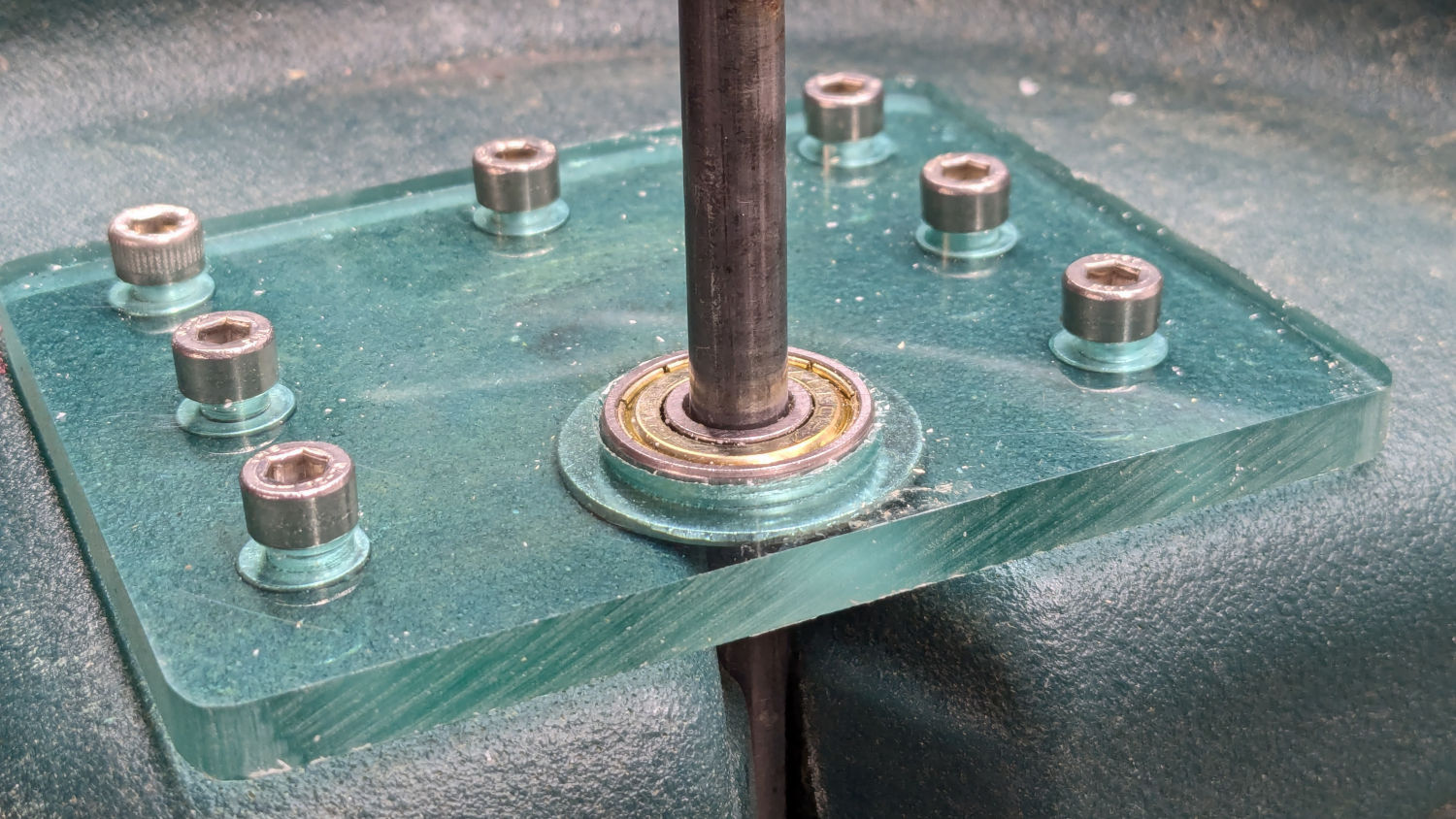
While contemplating the situation, a box of 606 bearings (as used in the PolyDryer auto-rewind spindles) failed to scamper out of the way and produced a victim fitting perfectly on the 8 mm axle:
Garden Seat – bearing idea
I regard such happenstance as a message from the Universe showing I’m on the right track. The alert reader will note the axle should not rotate, but does sport scars showing it’s done some turning in the recent past, so the bearing may not be a completely Bad Idea™.
Finding a Lexan snippet exactly as thick as the bearing suggested bolting a plate across the side of the body to support the bearing, like this:
Garden Seat – reinforcing plate installed
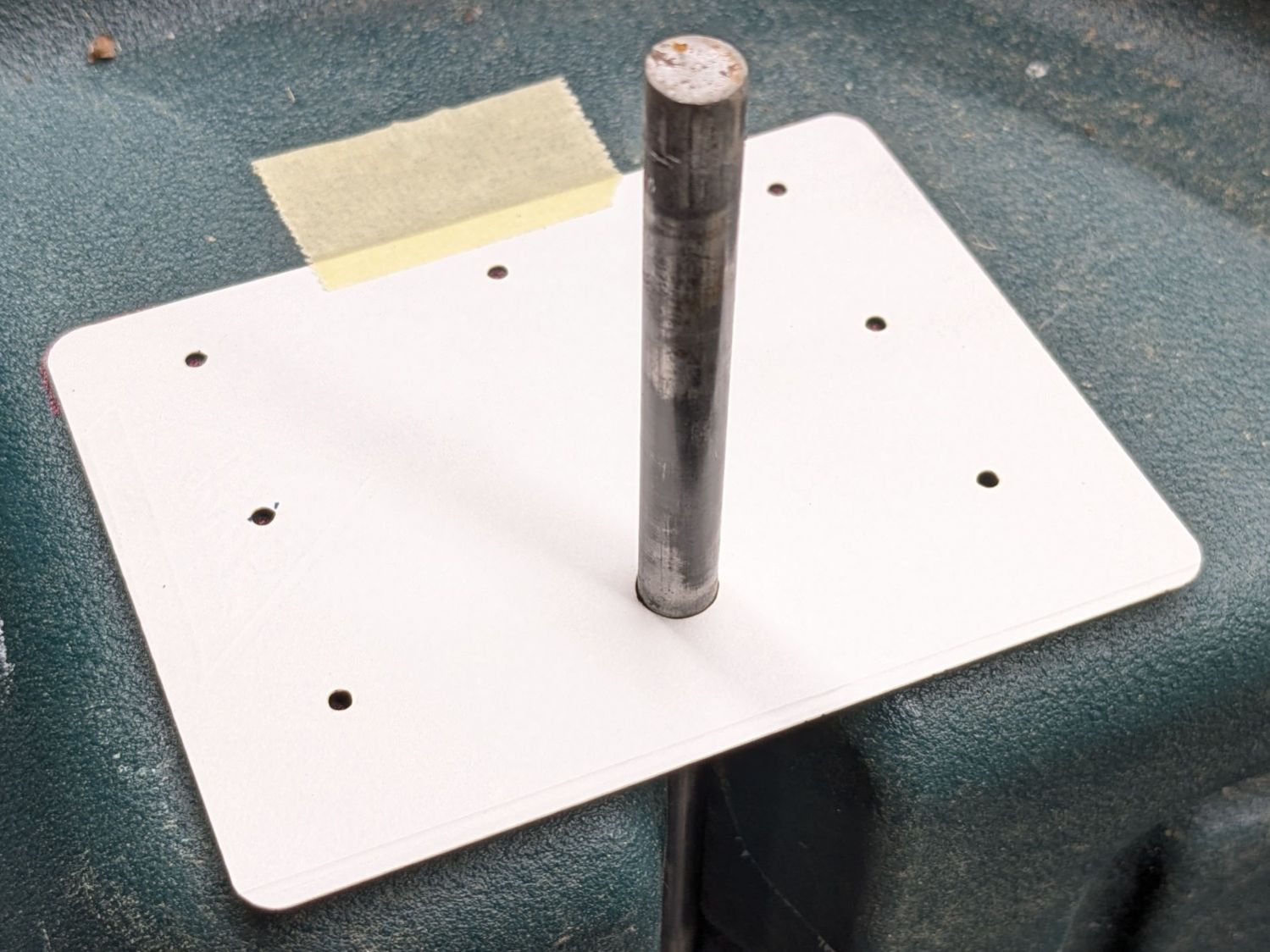
Some layout work in LightBurn produced a template to mark the body for hand-drilling the holes:
Garden Seat – drill marking template
In retrospect, that was a mistake. I should have:
Laser-cut an MDF sheet to make a drill jig
Drilled one hole and inserted a screw
Drilled the rest of the holes in exactly the right places
Instead, three of the holes in that nice Lexan sheet ended up slightly egg-shaped to adjust for mis-drilled holes in the body.
I squeezed 5 mm rivnuts into whatever fiber-reinforced plastic they used for the body, which worked better than I expected. They’re intended for sheet metal, so I set the tool for 5 mm compression and they seem secure. I hope using plenty of screws across a large plate will diffuse the stress on each screw.
In this situation, I regard JB KwikWeld epoxy as “removable with some effort”, as opposed to the destruction required with those star-lock washers. High-strength Locktite might also be suitable, but I do not anticipate ever having to remove these again for any reason and do not want the nuts to fall off in the garden.
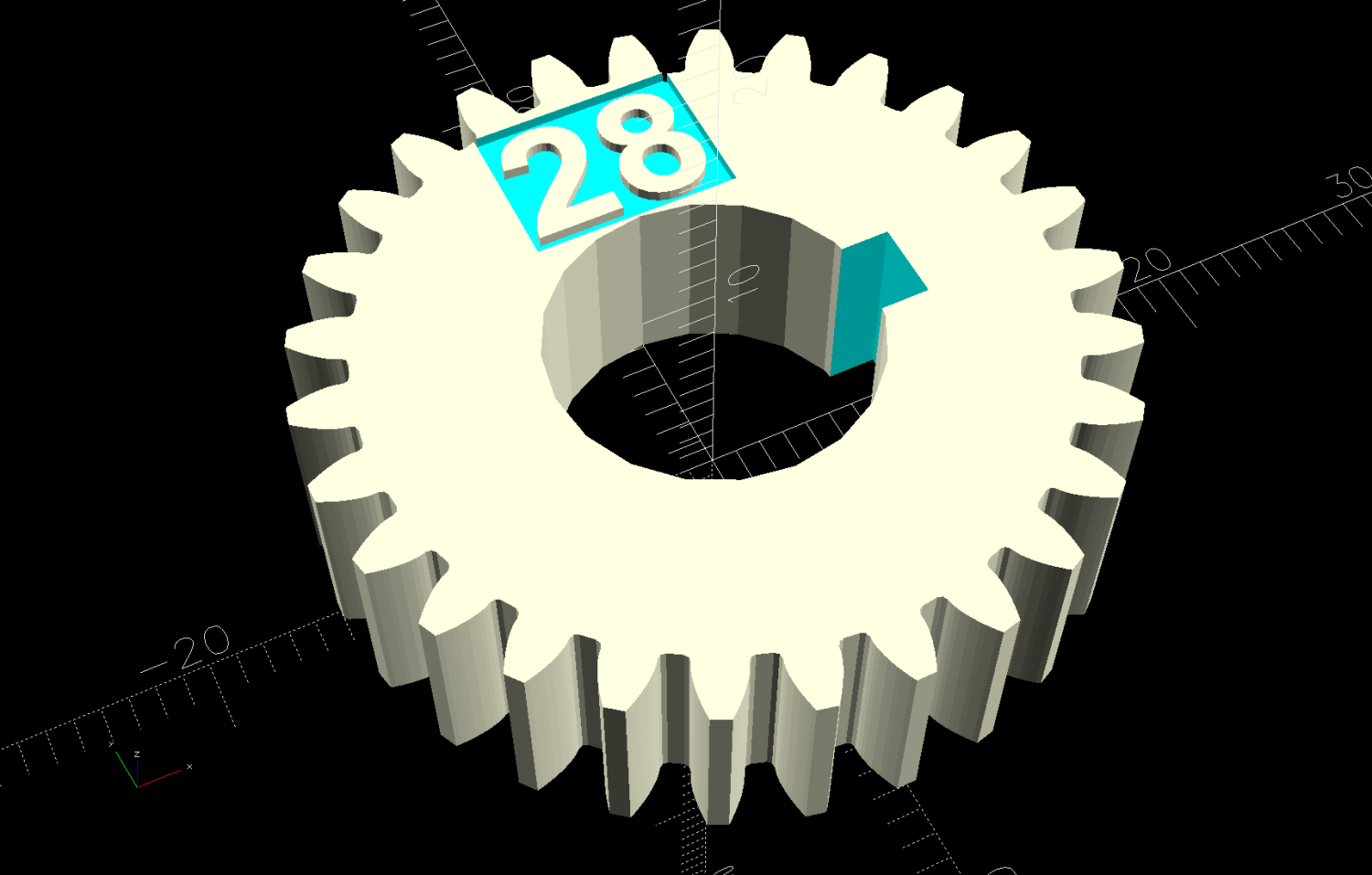
The labels now snuggle closer to the shaft and (barely) fit on smaller gears:
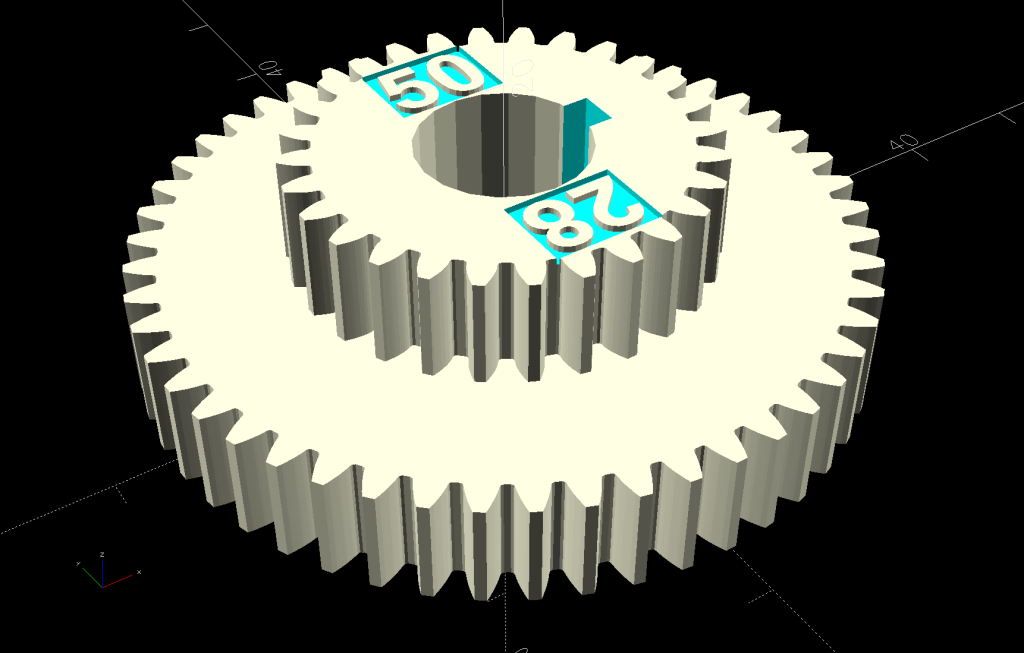
Mini-lathe stacked change gears – 28T – solid model
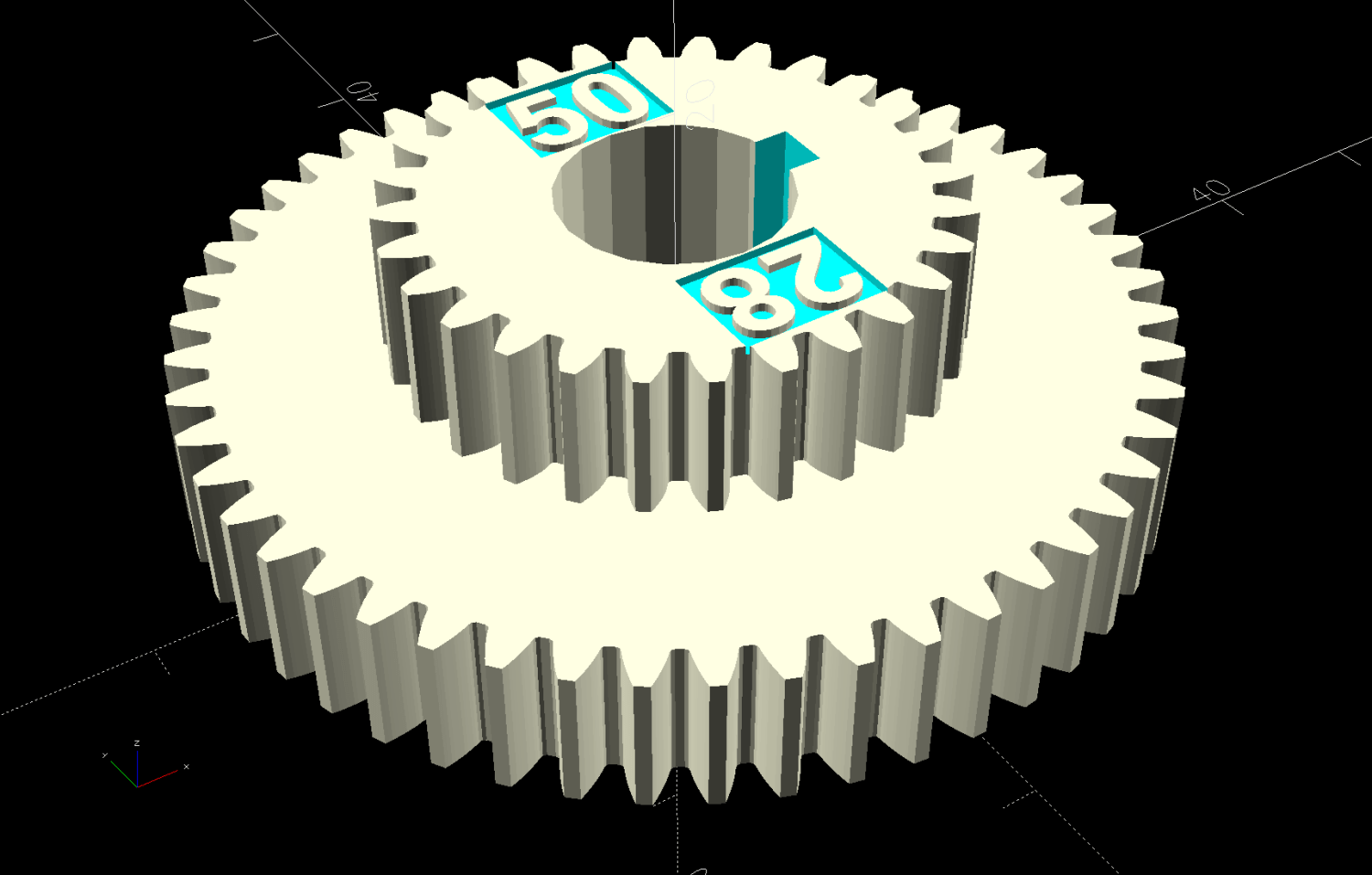
The stacked B-C gears for the jack shaft work as before, with both labels on the top gear:
Mini-lathe stacked change gears – 28-50T – solid model
The admittedly flimsy motivation for all this was to make a 28 tooth gear to cut a 0.9 mm pitch, thus filling an obvious hole in the gear table.
My collection of gears could do 21-60-81-50, but the 81 T gear collides with the screw holding the 21 T gear. Rearranging it to 21-50-81-60 showed the B-C gears exceeded the space available.
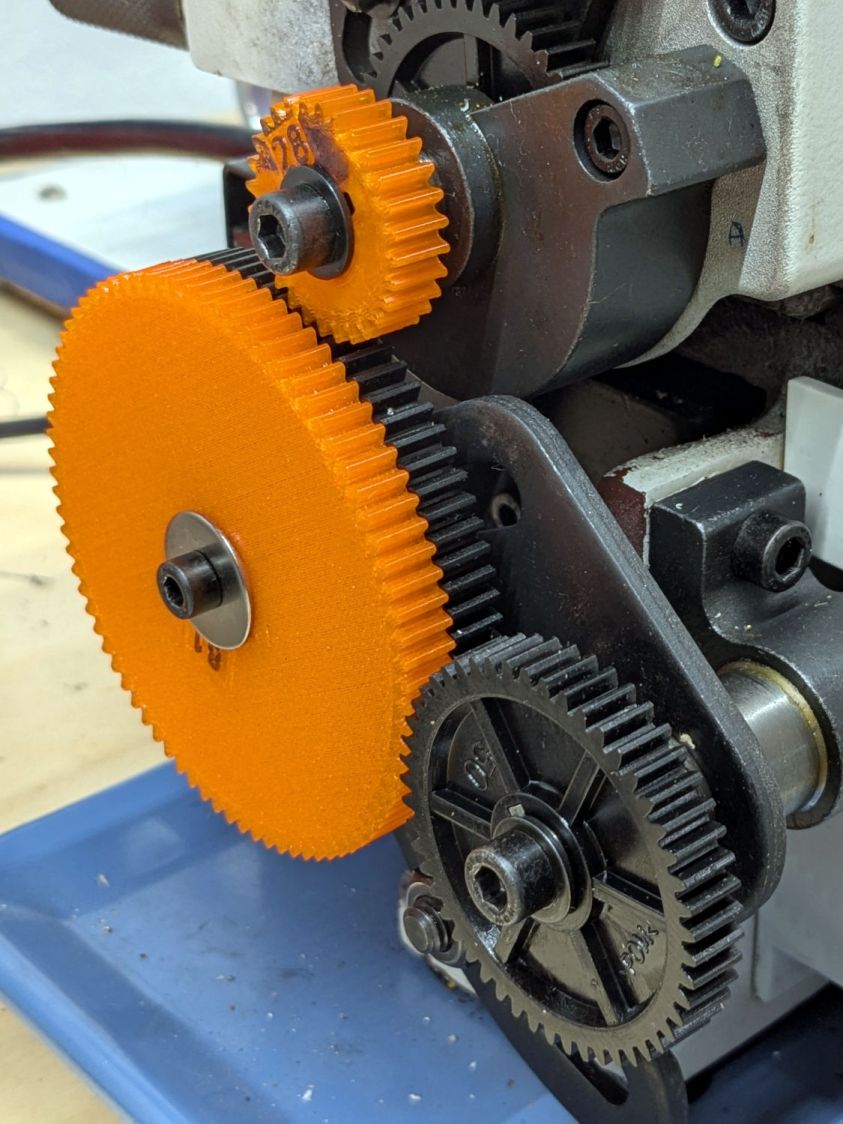
Because it’s all ratios and a 28 T gear is 4/3 bigger than 21 T, reducing the rest of the train by 3/4 should work. In fact, it produced a reasonable 28-80-81-50 chain:
Mini-lathe change gears – 28T installed
The fact that I do not anticipate ever needing to cut a 0.9 mm pitch has nothing whatsoever to do with it; that gear will surely come in handy for something.
While I was at it, I made a 27 T gear, because 27 = 21 × 9/7:
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
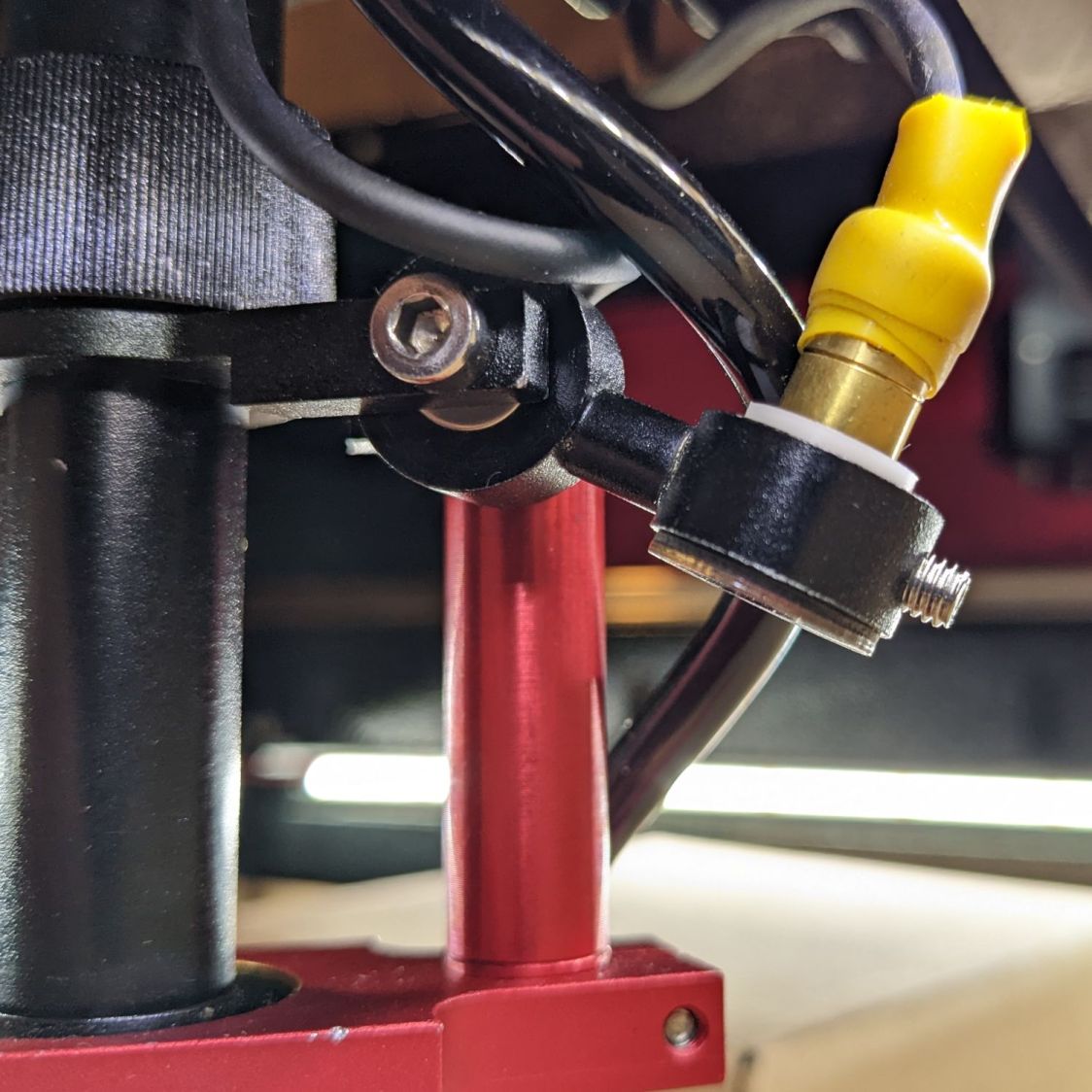
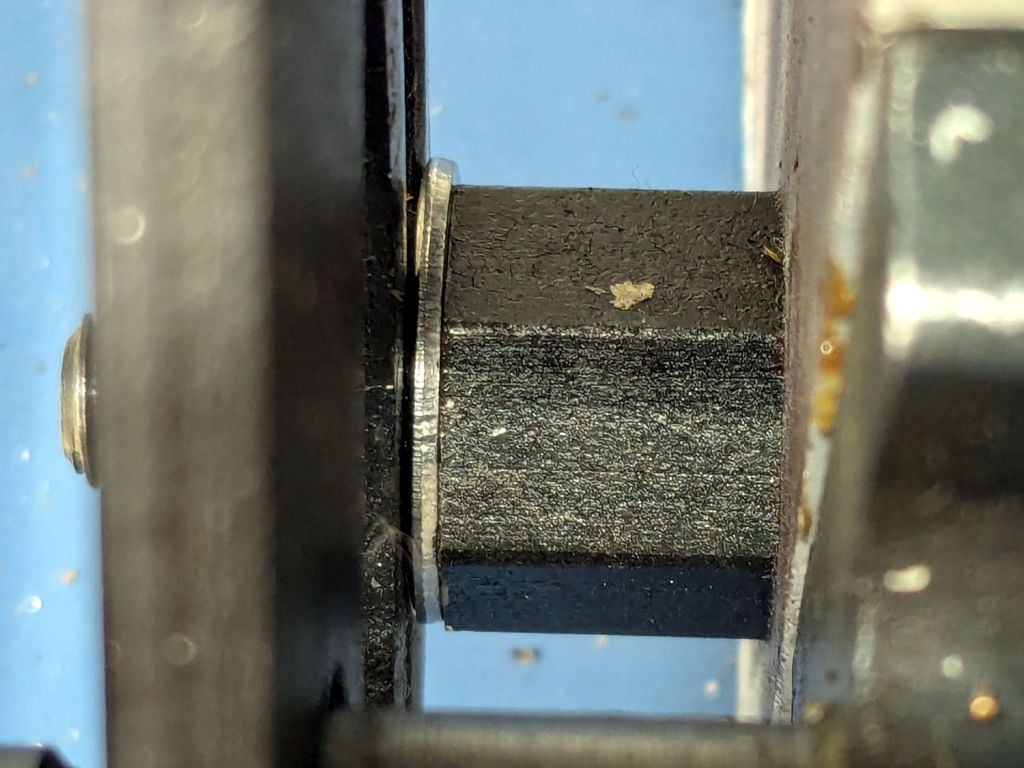
I intended to single-point a few turns on an 8 mm axle to ease running an M8-1.25 die over it, thus making a thread for a nut securing a wheel (about which, more later). This required selecting the change gears for a 1.25 mm thread pitch, the installation of which proved sufficiently awkward to give me the opportunity to discover a washer spacing the banjo just a little farther outward would improve the gear alignment:
Mini-lathe change gear banjo – shim detail
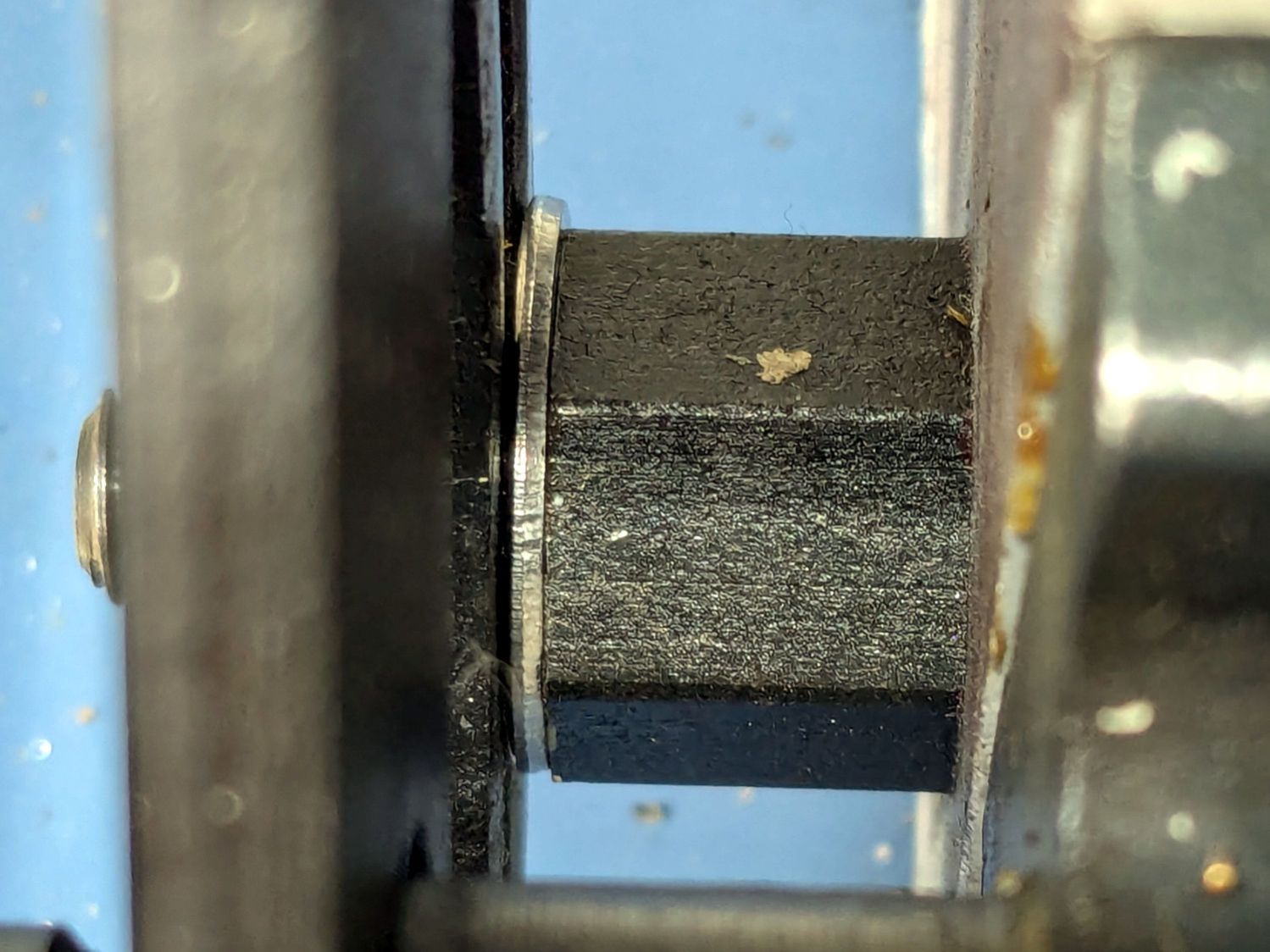
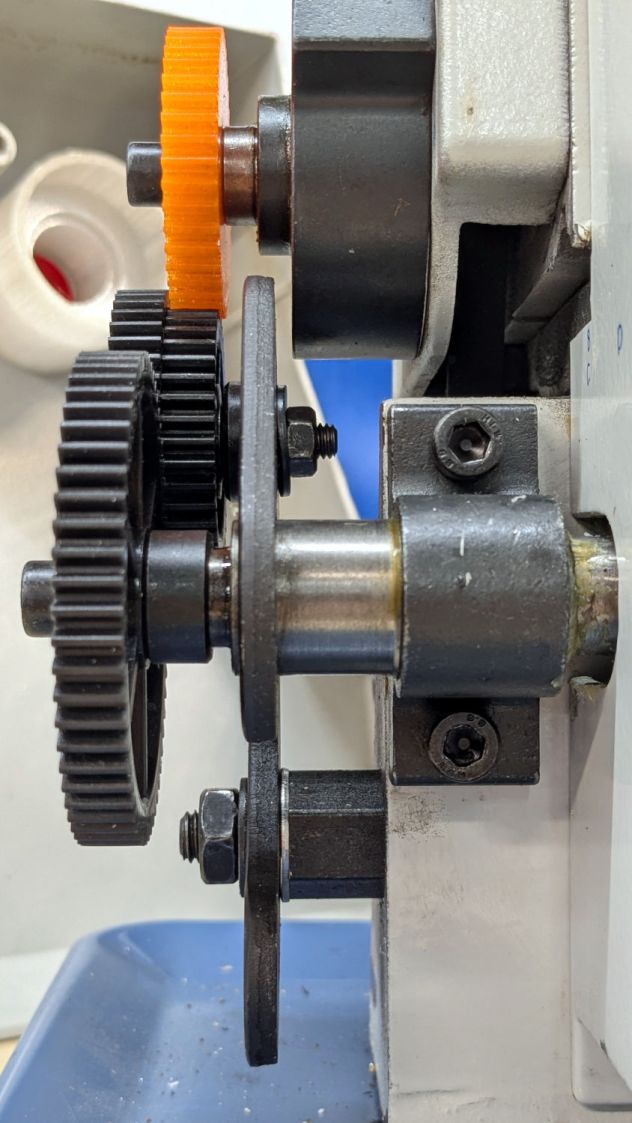
The overview shows how moving the whole banjo just a bit leftward better aligned black Gear B with respect to orange Gear A:
Mini-lathe change gear banjo – shim overview
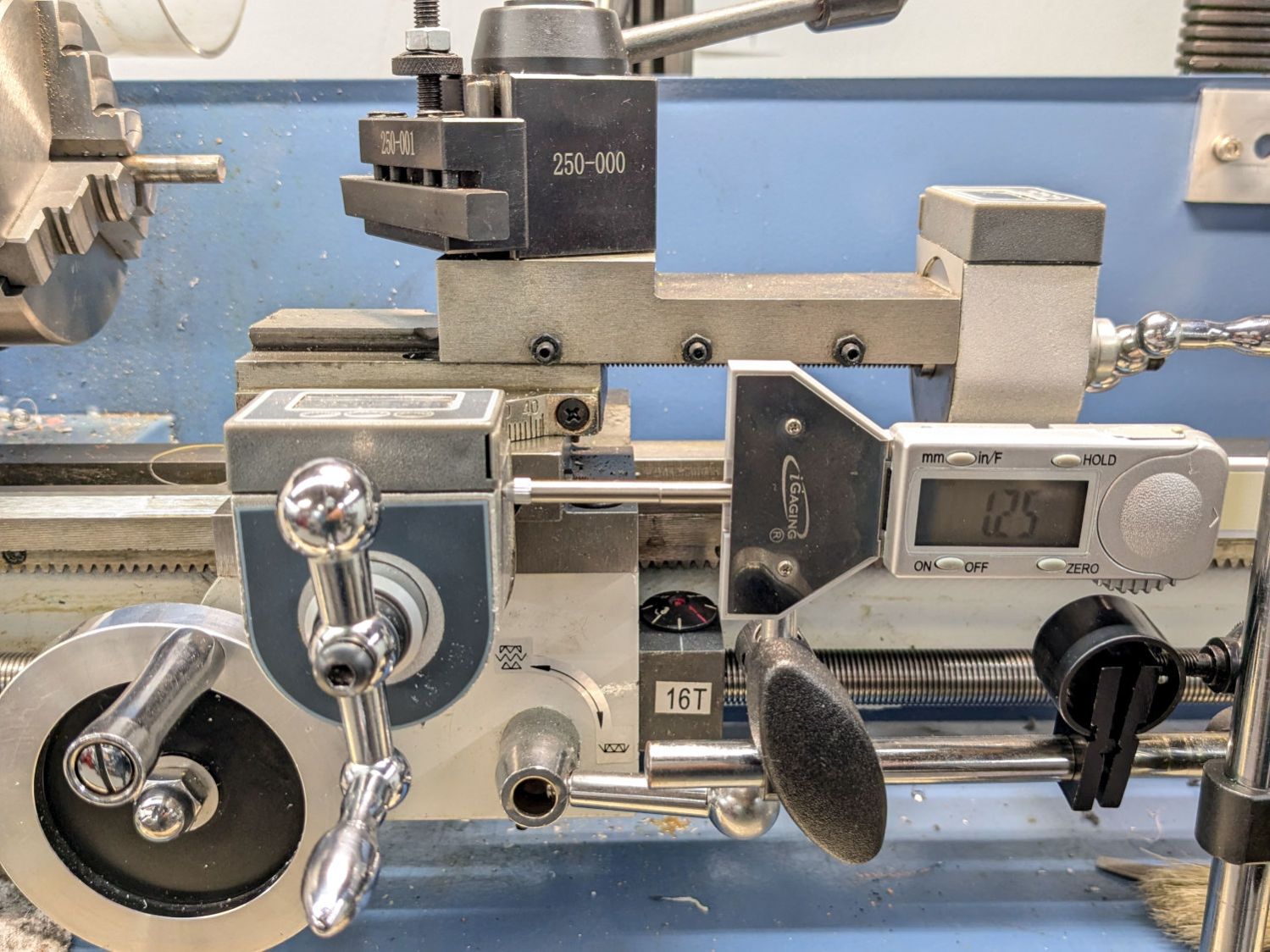
From A to D, a 1.25 mm pitch uses 42 40 45 60 tooth gears. The 42 tooth gear supplies the magic required to convince a hard-inch 16 TPI leadscrew to produce good-enough metric pitches.
In addition to the usual hassle, the main reason the process took so long is doing having to do it twice. After I swapped Gear C and Gear B on the jockey shaft in the middle, the leadscrew produced the correct 1.25 mm motion for one turn of the chuck: