Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
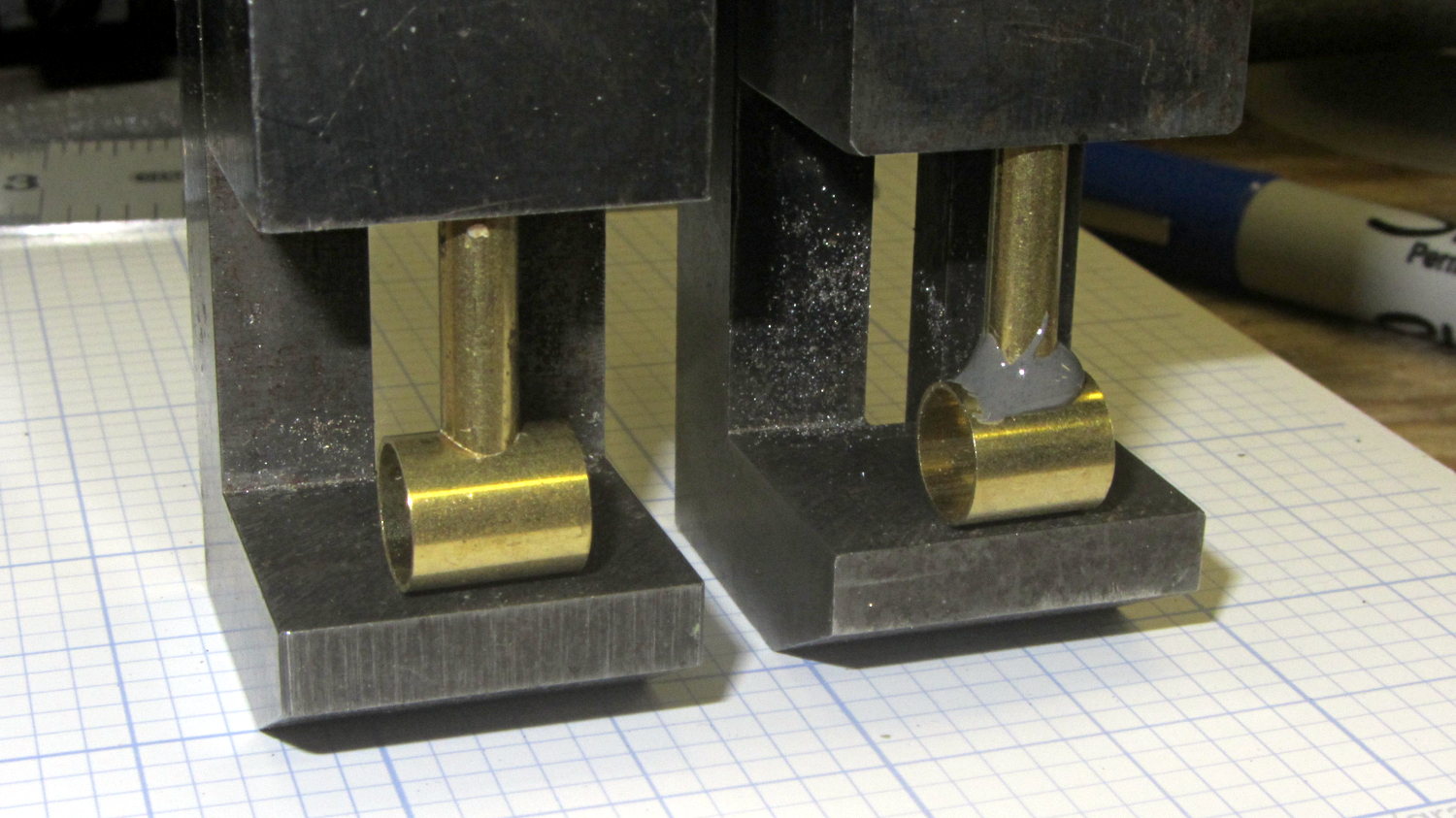
The last time around, this involved silver soldering the boom wire directly to the mic housing. This time, I filed a fishmouth in the smaller tube and epoxied it to the tube that’ll hold the mic capsule:
Bike Helmet Mic Boom – housing
The smaller tube is a loose slip fit for #10 copper wire, but that’s really too heavy for the boom. I’ll probably nestle #12 wire inside another tube and epoxy that whole affair in place.
The mic capsule tube needs a rounded notch filed in one end to accommodate the wire.
Even though it’s really hard to damage a trailer hitch made of 5/16 inch welded steel plate, that hitch made a mess out of the cardboard box:
Trailer hitch receiver – as received
It’s a Class III hitch with specs (3500 pound max, 525 pound tongue weight) that greatly exceed the Forester’s ratings (1500/150 pound), but it seems to be the only way to get a 2 inch receiver socket. I have no intention whatsoever of towing anything I can’t see over and around.
This is part of the “how to haul the recumbents” solution. Trailer hitch racks require a receiver with a tongue rating of twice the static load; a pair of Tour Easy ‘bents and most of the racks weigh in pretty close to the Subaru OEM 150 pound rating.
The sewing machine motor drives the handwheel through a double pulley on a jackshaft:
Kenmore 158 – handwheel – jackshaft pulley
I’ve been figuring a 10:1 speed reduction, based on counting revolutions and ignoring belt slip. The correct answer also depends on belt tension and whether you turn the motor or the handwheel.
Measuring the pulley diameters isn’t straightforward, because the belt runs deep in the handwheel pulley (the brown smudge is near the rim, above) and high on the motor pulley:
Kenmore 158 – NEMA 23 stepper – on adapter
Measuring across the tops of the belt ribs on the pulleys gives these diameters:
Motor: 18 (or 16.6 at the belt midline = pulley OD)
Jackshaft large: 48
Jackshaft small: 24
Handwheel: 75
The end-to-end ratio is either 8.3 or 9, depending on what you call the motor pulley. Either of those are close enough to 10:1 to allow for a turn or two of motor pulley slippage.
Flipping the jackshaft pulley doesn’t quite work, as the pulley ends aren’t symmetrical, but I think it can be forced to align with the handwheel if I add a lathe-turned hoodickie. If so, then the end-to-end speed ratio drops to a little over 2:1 and the original belts fit just fine:
Kenmore 158 – reversed jackshaft pulley
The maximum handwheel speed ran a bit under 1000 RPM, so the reduced ratio lets the motor turn at 2000 RPM. That’s well within range of a NEMA 23 brushless DC motor, but it must also satisfy the other non-obvious requirements:
Acoustic = no squeals, not even a little bit
Physical = a scant 100 mm from mounting plate to edge of the frame casting for a 57 mm diameter cylinder
Measuring the torque required to drive the sewing machine would go a long way toward finding the proper motor. The LeadshineBLM57050 would drop in, the BLM57090 might barely fit with some filing of a rib in the machine’s base, the and the BLM57130 isn’t in the running. The OEM motor dataplate says it’s 110 – 120 V @ 1 A = 110 – 120 W, but that surely doesn’t mean the same thing as the 130 W rating for the BLM57130.
I should just buy a motor and driver brick to see what it’s like … [sigh]
This doesn’t happen very often, but, after a few road trips and some jostling around, the M2’s platform was definitely out of alignment: the first layer came out generally too thin, with the X-Y+ quadrant very much too thin.
I tried a quick and dirty adjustment that didn’t produce meaningful results, then broke out the Starrett Taper Gauge and did it right.
Jog around measuring the height of the nozzle above the platform
Adjust screws to reduce variation
Change Z offset in startup G-Code
Run off a few test patterns to get the platform heated
Measure actual thickness
Change Z offset to get the right answer
Done!
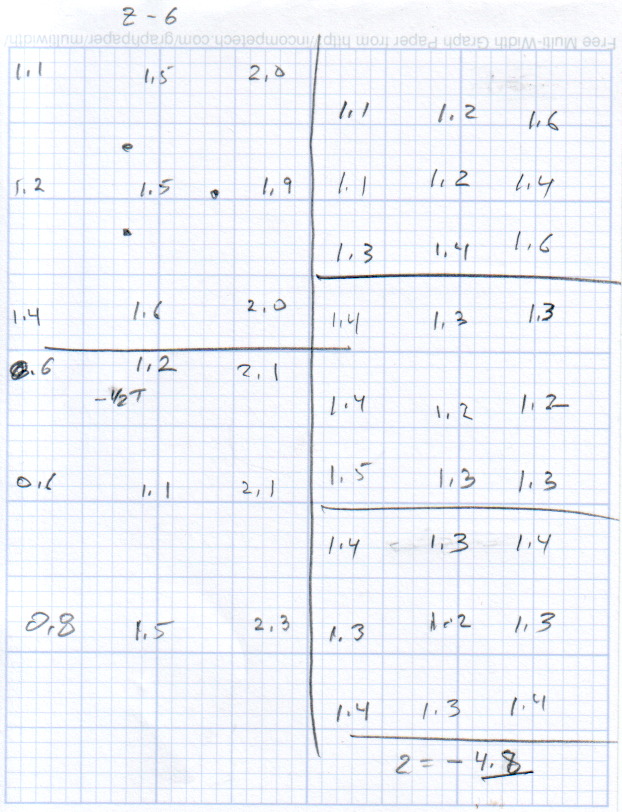
This progression of cold measurements, read top-to-bottom, left column first, shows the observed nozzle height above the platform around the edges and at the center:
M2 Platform Leveling Progression – 2014-06-30
The final measurements seem to indicate the glass plate is 0.2 mm convex in the center, but I wouldn’t trust the measurements to that level of accuracy. It’s probably bowed upward, but it’s certainly close enough.
The cold measurements suggest that the Z offset should be -4.80 mm, but the measurements on the hot platform with actual extrusion threads showed that -4.50 mm produced the correct thicknesses.
It’s not clear automating the movements would produce better or faster results than just manually jogging the nozzle around the platform, particularly since it happens only every few months.
This would be easier with the Z offset stored in the EEPROM and some modified startup G-Code to retrieve it.
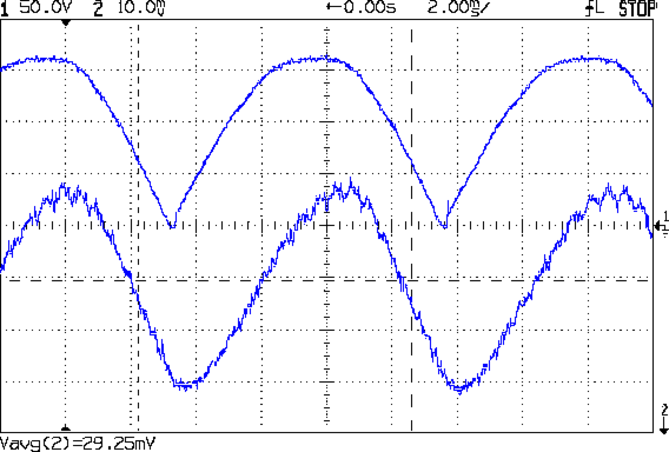
Because the universal-wound AC motorruns on DC, it will also run on full-wave rectified AC (top trace). The current waveform (bottom, 200 mA/div) never hits zero:
Rectified AC – 200 mA div – 875 RPM
Note that the current lags the voltage, as you’d expect from an inductive load.
The average current at 120 VAC rectified is about 600 mA, a bit over the current at 50 V that I measured from the DC supply while driving the sewing machine. The locked-rotor torque averages 1 A, although it’s pretty hard to hold the handwheel at full voltage.
The key advantage of rectified AC: an ordinary MOSFET can control the motor current.
Given the motor’s sensitivity to current limiting, there’s not much point in measuring the current; unlike LED brightness, the speed isn’t proportional to the current. The MOSFET must act more like the carbon pile rheostat, burning whatever voltage the motor doesn’t need to run at the selected speed, with the RPM setpoint determining the gate voltage in a closed loop.
You can detect a stall by watching the motor RPM: when that drops too far below the setpoint, it’s stalled.
The gotcha will be keeping the MOSFET within its the safe operating area at both ends of the voltage range, due to the nearly constant current at any applied voltage:
High voltage + high current hits the maximum pulsed power limit of IDSVDS
Low voltage + high current hits the minimum possible voltage of IDSRDS
I think the relatively low current and power levels will simplify that mess; offering up a sacrificial MOSFET for measurement may be in order.
On the whole, it’s looking more do-able than I thought.
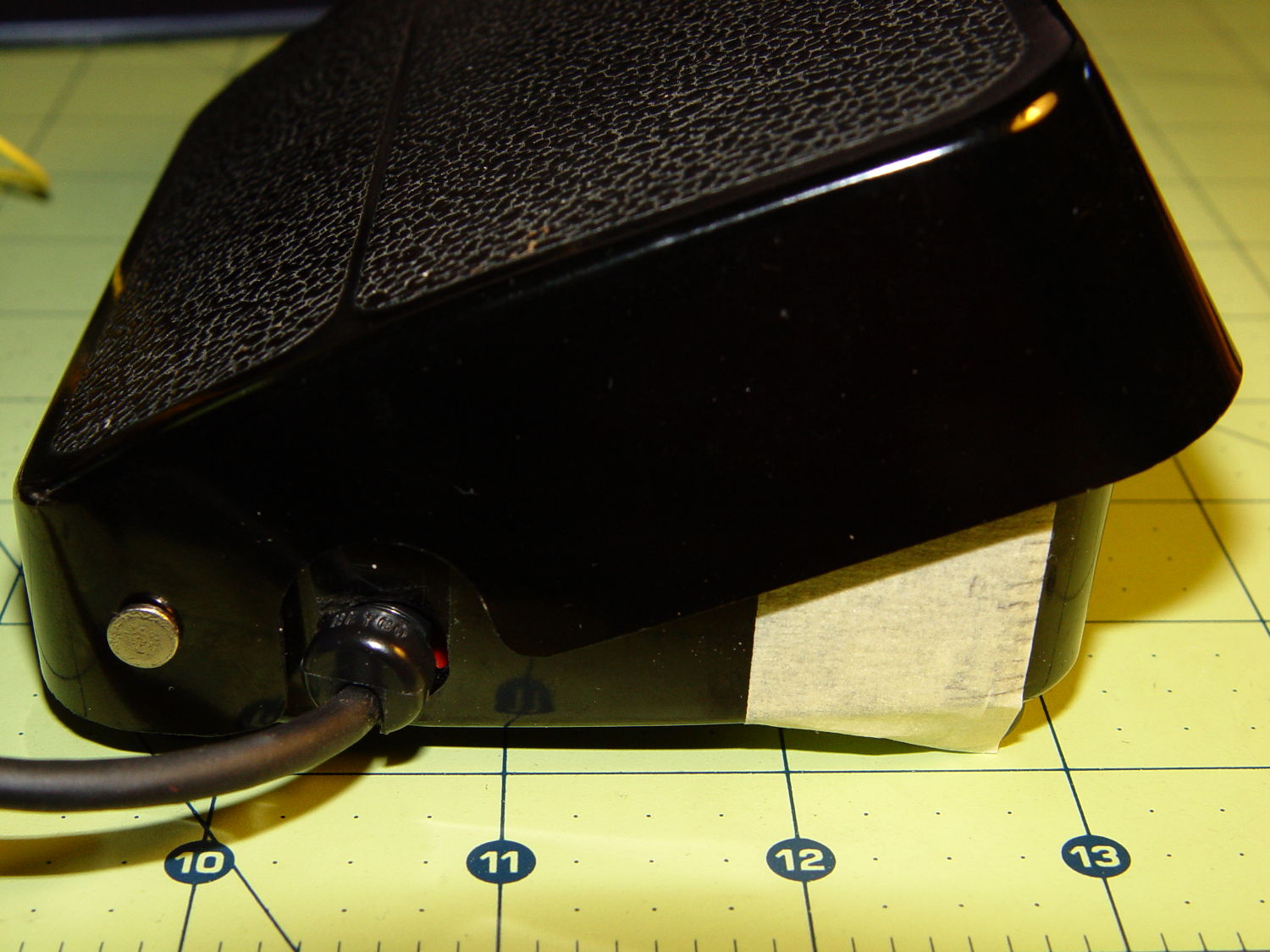
For lack of anything smarter, I marked the Kenmore 158 pedal’s range of motion in 2 mm increments, starting at the top:
Kenmore 158 foot pedal – motion calibration
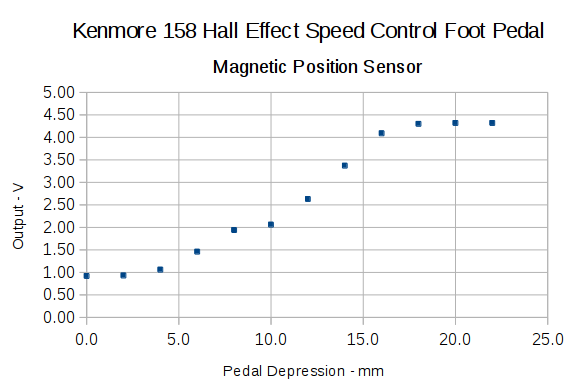
With the Hall effect sensor connected to a +5 V supply, the output looks like this:
Hall sensor output vs pedal depression
The point at 10 mm looks a bit out of place; other than that, the curve is about what you’d expect. The sensor saturates at about 0.84 V and 4.4 V, more or less, so you’re seeing the bias magnet on the low end and the main magnet on the high end.
Obviously, you shouldn’t take these measurements too seriously, but they’re in the right ballpark.
The pivot pin is 75 mm from the base of that line, so the subtended angle is more-or-less 16° = arctan(22/75), which is small enough that plotting the results as a function of the pedal angle doesn’t look any different.
Although you could linearize that, I think the curve has the right shape for a foot pedal speed control: it starts slowly and tapers off smoothly at the high end.
I think I could add a few more millimeters of magnet travel, but this will certainly suffice to get the crash test dummy running.