This doesn’t happen very often, but, after a few road trips and some jostling around, the M2’s platform was definitely out of alignment: the first layer came out generally too thin, with the X-Y+ quadrant very much too thin.
I tried a quick and dirty adjustment that didn’t produce meaningful results, then broke out the Starrett Taper Gauge and did it right.
The relocated platform height switch is about 4.5 mm higher than the nozzle, so:
- Jog the nozzle off the platform to the right
- Home the Z axis
- Define that position as Z=-6:
G92 Z-6 - Move to Z=0:
G0 Z0 - Jog around measuring the height of the nozzle above the platform
- Adjust screws to reduce variation
- Change Z offset in startup G-Code
- Run off a few test patterns to get the platform heated
- Measure actual thickness
- Change Z offset to get the right answer
- Done!
This progression of cold measurements, read top-to-bottom, left column first, shows the observed nozzle height above the platform around the edges and at the center:
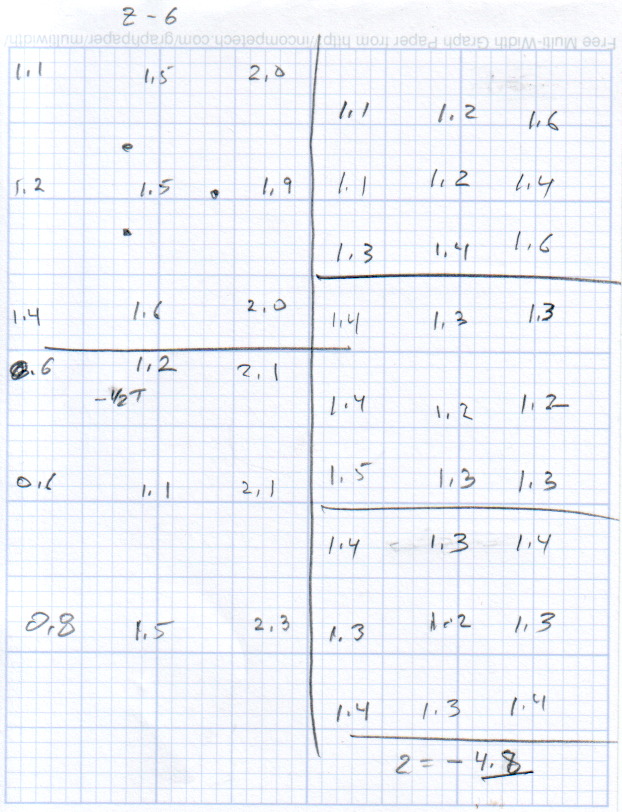
The final measurements seem to indicate the glass plate is 0.2 mm convex in the center, but I wouldn’t trust the measurements to that level of accuracy. It’s probably bowed upward, but it’s certainly close enough.
The cold measurements suggest that the Z offset should be -4.80 mm, but the measurements on the hot platform with actual extrusion threads showed that -4.50 mm produced the correct thicknesses.
It’s not clear automating the movements would produce better or faster results than just manually jogging the nozzle around the platform, particularly since it happens only every few months.
This would be easier with the Z offset stored in the EEPROM and some modified startup G-Code to retrieve it.
