Configuring the knockoff RAMPS 1.4 board went reasonably smoothly:
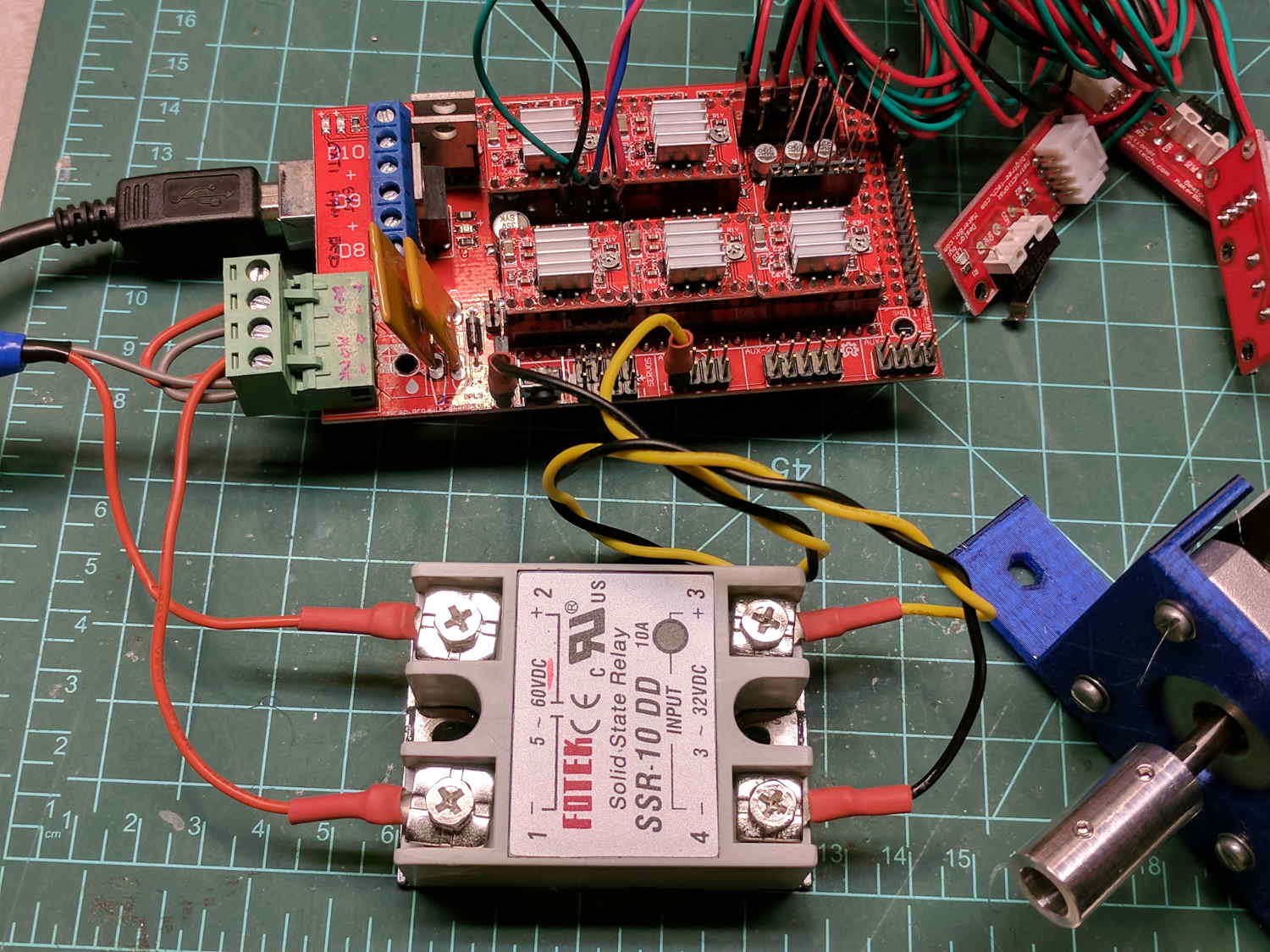
The DC (n.b., not an AC) solid state relay in the foreground switches the 20 V laptop supply brick to the RAMPS shield atop the knockoff Arduino Mega 2560, controlled by the PS_ON pin (black wire), with +5 V from a pin in the AUX header (yellow wire). The SSR includes a ballast resistor limiting the current to 12 mA, with an inconspicuous red LED behind the black dot showing when the output is turned on.
Because it’s a DC SSR, polarity matters: the supply goes to the + terminal, the RAMPS power inputs to the – terminal.
I haven’t applied much of a load to to the SSR, but it works as expected. Define POWER_SUPPLY 1 and PS_DEFAULT_OFF so the boards starts up with the SSR turned off, then use M80 / M81 to turn it on / off as needed.
Remove D1 on the RAMPS board to isolate the Mega power from the +20 V supply. Stuffed as shown, the Mega draws 70 mA from the USB port, although an external 8 V (-ish) supply is always a good idea.
The stepper is a random NEMA 17 from the heap in a mount intended for a DIY plotter. I adjusted the tiny trimpots on all the boards for 400 mA peak = 250 mA RMS into the windings, after finding 250 mApk didn’t produce nearly enough mojo, even for a demonstration:

Just to get it running, I used DEFAULT_AXIS_STEPS_PER_UNIT = 100 step/mm, MAX_FEEDRATE 100 mm/s, and (for lack of anything better)
DEFAULT_*_ACCELERATION 1000. Those all depend the torque produced by the motor current, which is still way too low.
The endstops require X_???_ENDSTOP_INVERTING true.
I set the ?_BED_SIZE parameters to a generous 2000, with ?_MIN_POS equal to -SIZE/2 to put the origin in the middle where I prefer it, with a similar setting for the Z axis. Obviously, those numbers don’t correspond to any physical reality.
Three little 100 kΩ thermistors sprout from their header and produce reasonable temperatures, although (being cheap eBay parts) they may not match the Type 4 curve. I don’t have any heaters connected. All the over / under temperature lockouts are disabled, because I don’t care right now.
The G-Code parser wants uppercase command letters, which means I get to press the Caps Lock key for the first time in nearly forever!
The header along the right edge of the board connects to the LCD control board, which is another story.
The diffs for the Configuration.h and Configuration_adv.h files as a GitHub Gist:
| 77c77 | |
| < #define STRING_CONFIG_H_AUTHOR "(none, default config)" // Who made the changes. | |
| — | |
| > #define STRING_CONFIG_H_AUTHOR "(Ed Nisley – KE4ZNU)" // Who made the changes. | |
| 113c113 | |
| < #define BAUDRATE 250000 | |
| — | |
| > #define BAUDRATE 115200 | |
| 126c126 | |
| < //#define CUSTOM_MACHINE_NAME "3D Printer" | |
| — | |
| > #define CUSTOM_MACHINE_NAME "Not a 3D Printer" | |
| 130c130 | |
| < //#define MACHINE_UUID "00000000-0000-0000-0000-000000000000" | |
| — | |
| > #define MACHINE_UUID "89647f7b-2575-4809-bc90-5396f4376e02" | |
| 225c225 | |
| < #define POWER_SUPPLY 0 | |
| — | |
| > #define POWER_SUPPLY 1 | |
| 230c230 | |
| < //#define PS_DEFAULT_OFF | |
| — | |
| > #define PS_DEFAULT_OFF | |
| 285c285 | |
| < #define TEMP_SENSOR_0 1 | |
| — | |
| > #define TEMP_SENSOR_0 4 | |
| 290c290 | |
| < #define TEMP_SENSOR_BED 0 | |
| — | |
| > #define TEMP_SENSOR_BED 4 | |
| 304c304 | |
| < #define TEMP_WINDOW 1 // (degC) Window around target to start the residency timer x degC early. | |
| — | |
| > #define TEMP_WINDOW 2 // (degC) Window around target to start the residency timer x degC early. | |
| 309c309 | |
| < #define TEMP_BED_WINDOW 1 // (degC) Window around target to start the residency timer x degC early. | |
| — | |
| > #define TEMP_BED_WINDOW 2 // (degC) Window around target to start the residency timer x degC early. | |
| 324,325c324,325 | |
| < #define HEATER_0_MAXTEMP 275 | |
| < #define HEATER_1_MAXTEMP 275 | |
| — | |
| > #define HEATER_0_MAXTEMP 75 | |
| > #define HEATER_1_MAXTEMP 75 | |
| 329c329 | |
| < #define BED_MAXTEMP 150 | |
| — | |
| > #define BED_MAXTEMP 75 | |
| 417,418c417,418 | |
| < #define PREVENT_COLD_EXTRUSION | |
| < #define EXTRUDE_MINTEMP 170 | |
| — | |
| > //#define PREVENT_COLD_EXTRUSION | |
| > #define EXTRUDE_MINTEMP 50 | |
| 422c422 | |
| < #define PREVENT_LENGTHY_EXTRUDE | |
| — | |
| > //#define PREVENT_LENGTHY_EXTRUDE | |
| 441,442c441,442 | |
| < #define THERMAL_PROTECTION_HOTENDS // Enable thermal protection for all extruders | |
| < #define THERMAL_PROTECTION_BED // Enable thermal protection for the heated bed | |
| — | |
| > //#define THERMAL_PROTECTION_HOTENDS // Enable thermal protection for all extruders | |
| > //#define THERMAL_PROTECTION_BED // Enable thermal protection for the heated bed | |
| 476c476 | |
| < #define ENDSTOPPULLUPS // Comment this out (using // at the start of the line) to disable the endstop pullup resistors | |
| — | |
| > //#define ENDSTOPPULLUPS // Comment this out (using // at the start of the line) to disable the endstop pullup resistors | |
| 490,495c490,495 | |
| < #define X_MIN_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. | |
| < #define Y_MIN_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. | |
| < #define Z_MIN_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. | |
| < #define X_MAX_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. | |
| < #define Y_MAX_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. | |
| < #define Z_MAX_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. | |
| — | |
| > #define X_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. | |
| > #define Y_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. | |
| > #define Z_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. | |
| > #define X_MAX_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. | |
| > #define Y_MAX_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. | |
| > #define Z_MAX_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. | |
| 527c527 | |
| < #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 4000, 500 } | |
| — | |
| > #define DEFAULT_AXIS_STEPS_PER_UNIT { 100, 100, 100, 100 } | |
| 534c534 | |
| < #define DEFAULT_MAX_FEEDRATE { 300, 300, 5, 25 } | |
| — | |
| > #define DEFAULT_MAX_FEEDRATE { 100, 100, 100, 100 } | |
| 542c542 | |
| < #define DEFAULT_MAX_ACCELERATION { 3000, 3000, 100, 10000 } | |
| — | |
| > #define DEFAULT_MAX_ACCELERATION { 1000, 1000, 1000, 1000 } | |
| 552,554c552,554 | |
| < #define DEFAULT_ACCELERATION 3000 // X, Y, Z and E acceleration for printing moves | |
| < #define DEFAULT_RETRACT_ACCELERATION 3000 // E acceleration for retracts | |
| < #define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration for travel (non printing) moves | |
| — | |
| > #define DEFAULT_ACCELERATION 1000 // X, Y, Z and E acceleration for printing moves | |
| > #define DEFAULT_RETRACT_ACCELERATION 1000 // E acceleration for retracts | |
| > #define DEFAULT_TRAVEL_ACCELERATION 1000 // X, Y, Z acceleration for travel (non printing) moves | |
| 566,567c566,567 | |
| < #define DEFAULT_ZJERK 0.4 | |
| < #define DEFAULT_EJERK 5.0 | |
| — | |
| > #define DEFAULT_ZJERK 20.0 | |
| > #define DEFAULT_EJERK 20.0 | |
| 744c744 | |
| < #define INVERT_X_DIR false | |
| — | |
| > #define INVERT_X_DIR true | |
| 746c746 | |
| < #define INVERT_Z_DIR false | |
| — | |
| > #define INVERT_Z_DIR true | |
| 774,775c774,775 | |
| < #define X_BED_SIZE 200 | |
| < #define Y_BED_SIZE 200 | |
| — | |
| > #define X_BED_SIZE 2000 | |
| > #define Y_BED_SIZE 2000 | |
| 778,783c778,783 | |
| < #define X_MIN_POS 0 | |
| < #define Y_MIN_POS 0 | |
| < #define Z_MIN_POS 0 | |
| < #define X_MAX_POS X_BED_SIZE | |
| < #define Y_MAX_POS Y_BED_SIZE | |
| < #define Z_MAX_POS 200 | |
| — | |
| > #define X_MIN_POS -X_BED_SIZE/2 | |
| > #define Y_MIN_POS -Y_BED_SIZE/2 | |
| > #define Z_MIN_POS -1000 | |
| > #define X_MAX_POS X_BED_SIZE/2 | |
| > #define Y_MAX_POS Y_BED_SIZE/2 | |
| > #define Z_MAX_POS 1000 | |
| 1013c1013 | |
| < //#define EEPROM_SETTINGS // Enable for M500 and M501 commands | |
| — | |
| > #define EEPROM_SETTINGS // Enable for M500 and M501 commands | |
| 1023c1023 | |
| < #define HOST_KEEPALIVE_FEATURE // Disable this if your host doesn't like keepalive messages | |
| — | |
| > //#define HOST_KEEPALIVE_FEATURE // Disable this if your host doesn't like keepalive messages | |
| 1046,1047c1046,1047 | |
| < #define PREHEAT_1_TEMP_BED 70 | |
| < #define PREHEAT_1_FAN_SPEED 0 // Value from 0 to 255 | |
| — | |
| > #define PREHEAT_1_TEMP_BED 60 | |
| > #define PREHEAT_1_FAN_SPEED 255 // Value from 0 to 255 | |
| 1050,1051c1050,1051 | |
| < #define PREHEAT_2_TEMP_BED 110 | |
| < #define PREHEAT_2_FAN_SPEED 0 // Value from 0 to 255 | |
| — | |
| > #define PREHEAT_2_TEMP_BED 90 | |
| > #define PREHEAT_2_FAN_SPEED 255 // Value from 0 to 255 | |
| 1275c1275 | |
| < //#define REVERSE_ENCODER_DIRECTION | |
| — | |
| > #define REVERSE_ENCODER_DIRECTION | |
| 1290c1290 | |
| < //#define INDIVIDUAL_AXIS_HOMING_MENU | |
| — | |
| > #define INDIVIDUAL_AXIS_HOMING_MENU | |
| 1307,1308c1307,1308 | |
| < //#define LCD_FEEDBACK_FREQUENCY_DURATION_MS 100 | |
| < //#define LCD_FEEDBACK_FREQUENCY_HZ 1000 | |
| — | |
| > #define LCD_FEEDBACK_FREQUENCY_DURATION_MS 50 | |
| > #define LCD_FEEDBACK_FREQUENCY_HZ 700 | |
| 1379c1379 | |
| < //#define REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER | |
| — | |
| > #define REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER |
| 65,66c65,66 | |
| < #define THERMAL_PROTECTION_PERIOD 40 // Seconds | |
| < #define THERMAL_PROTECTION_HYSTERESIS 4 // Degrees Celsius | |
| — | |
| > #define THERMAL_PROTECTION_PERIOD 100 // Seconds | |
| > #define THERMAL_PROTECTION_HYSTERESIS 5 // Degrees Celsius | |
| 77c77 | |
| < #define WATCH_TEMP_PERIOD 20 // Seconds | |
| — | |
| > #define WATCH_TEMP_PERIOD 60 // Seconds | |
| 85c85 | |
| < #define THERMAL_PROTECTION_BED_PERIOD 20 // Seconds | |
| — | |
| > #define THERMAL_PROTECTION_BED_PERIOD 120 // Seconds | |
| 97c97 | |
| < #define WATCH_BED_TEMP_PERIOD 60 // Seconds | |
| — | |
| > #define WATCH_BED_TEMP_PERIOD 120 // Seconds | |
| 225c225 | |
| < * | |
| — | |
| > * | |
| 352c352 | |
| < #define HOMING_BUMP_DIVISOR {2, 2, 4} // Re-Bump Speed Divisor (Divides the Homing Feedrate) | |
| — | |
| > #define HOMING_BUMP_DIVISOR {4, 4, 4} // Re-Bump Speed Divisor (Divides the Homing Feedrate) | |
| 374c374 | |
| < #define DEFAULT_STEPPER_DEACTIVE_TIME 120 | |
| — | |
| > #define DEFAULT_STEPPER_DEACTIVE_TIME 0 | |
| 458c458 | |
| < //#define LCD_INFO_MENU | |
| — | |
| > #define LCD_INFO_MENU | |
| 461c461 | |
| < //#define STATUS_MESSAGE_SCROLLING | |
| — | |
| > #define STATUS_MESSAGE_SCROLLING | |
| 464c464 | |
| < //#define LCD_DECIMAL_SMALL_XY | |
| — | |
| > #define LCD_DECIMAL_SMALL_XY | |
| 467c467 | |
| < //#define LCD_TIMEOUT_TO_STATUS 15000 | |
| — | |
| > #define LCD_TIMEOUT_TO_STATUS 10000 | |
| 562c562 | |
| < #define XYZ_HOLLOW_FRAME | |
| — | |
| > //#define XYZ_HOLLOW_FRAME | |
| 565c565 | |
| < #define MENU_HOLLOW_FRAME | |
| — | |
| > //#define MENU_HOLLOW_FRAME | |
| 573c573 | |
| < //#define USE_SMALL_INFOFONT | |
| — | |
| > #define USE_SMALL_INFOFONT | |
| 752c752 | |
| < #define TX_BUFFER_SIZE 0 | |
| — | |
| > #define TX_BUFFER_SIZE 128 |