First up: it’s not our projector, which means the usual Rules of Engagement do not apply.
A few small black plastic fragments fell out of the Epson S5 projector’s carry bag, the front foot wouldn’t remain extended, and, as one might expect, the two incidents were related. Mary needed it for the gardening class she was teaching the next evening, sooooo…
A pair of plastic snaps release the entire foot assembly from the front of the projector:
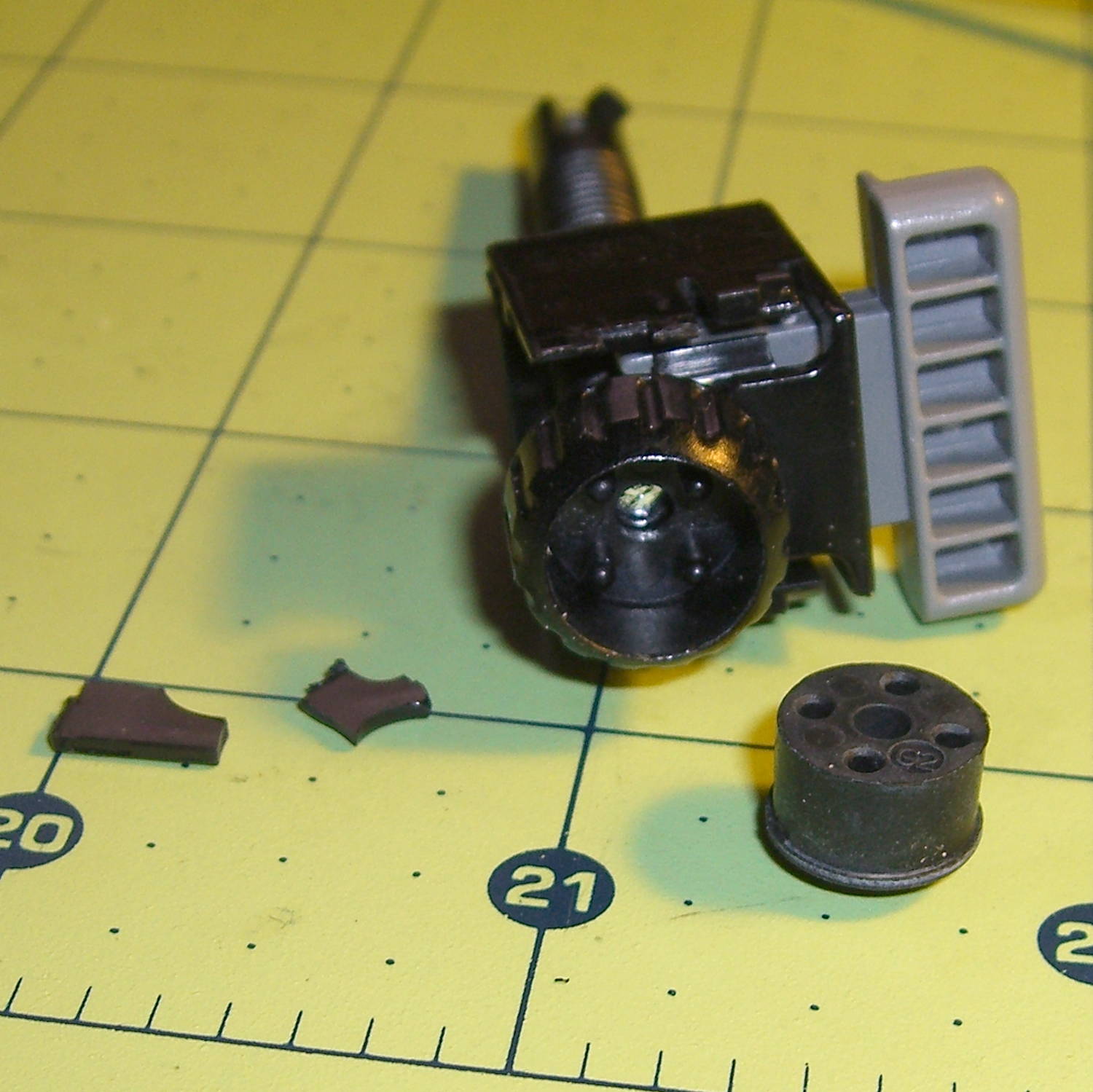
It became obvious that we didn’t have all the fragments, but it was also obvious that, even if we had the pieces, a glued assembly wouldn’t last very long.
The threaded plastic stem surrounds a steel pin that’s visible when you remove the rubber foot pad. That pin holds the latch on the end of the stem outward, so that the stem can’t fall out. Drive out the pin with a (wait for it) pin punch inserted from the foot pad end, which reveals the broken plastic doodad:
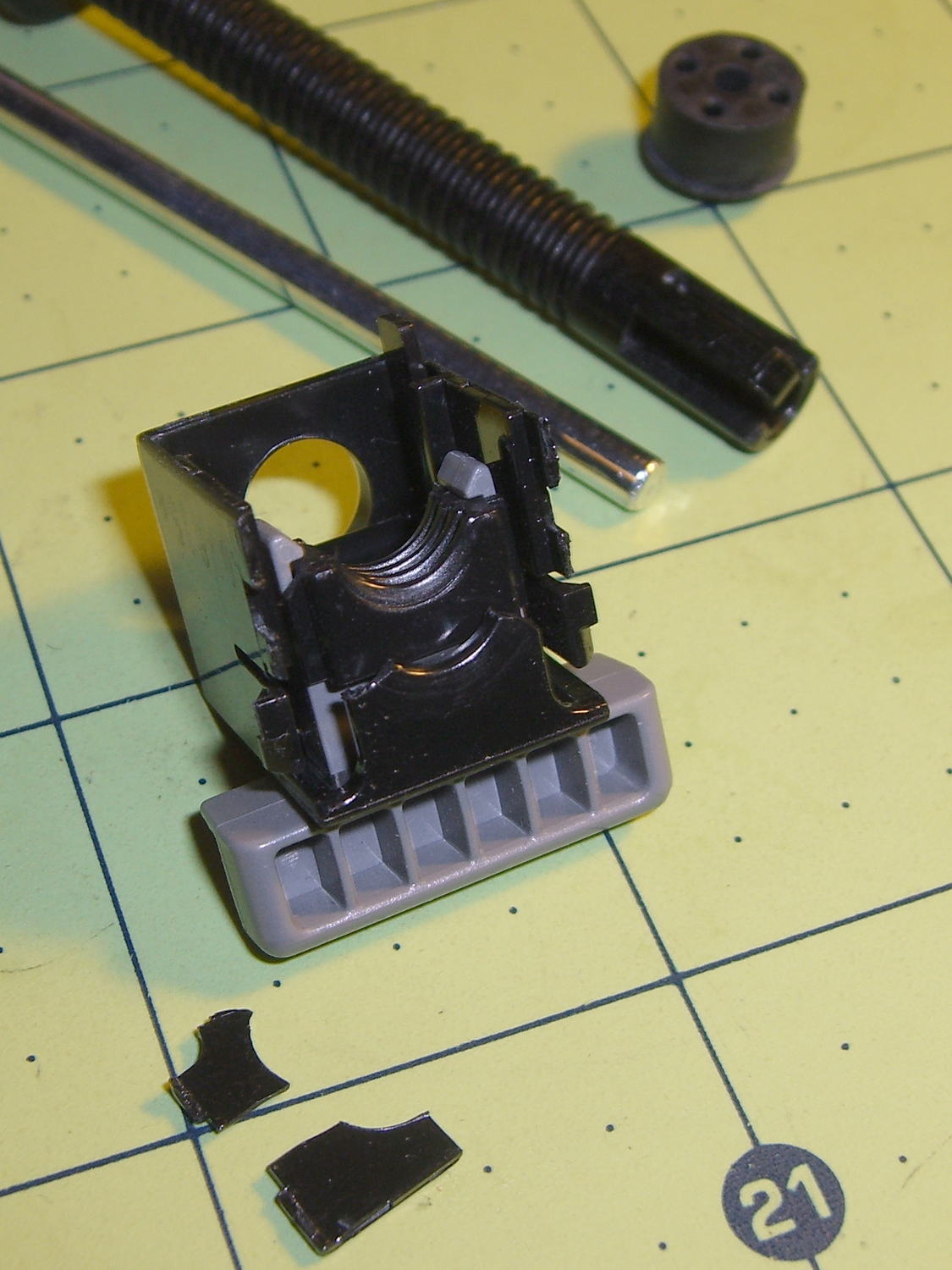
Release the latches on the gray handle and the intricate half-nut that engages the threaded stem slides out:
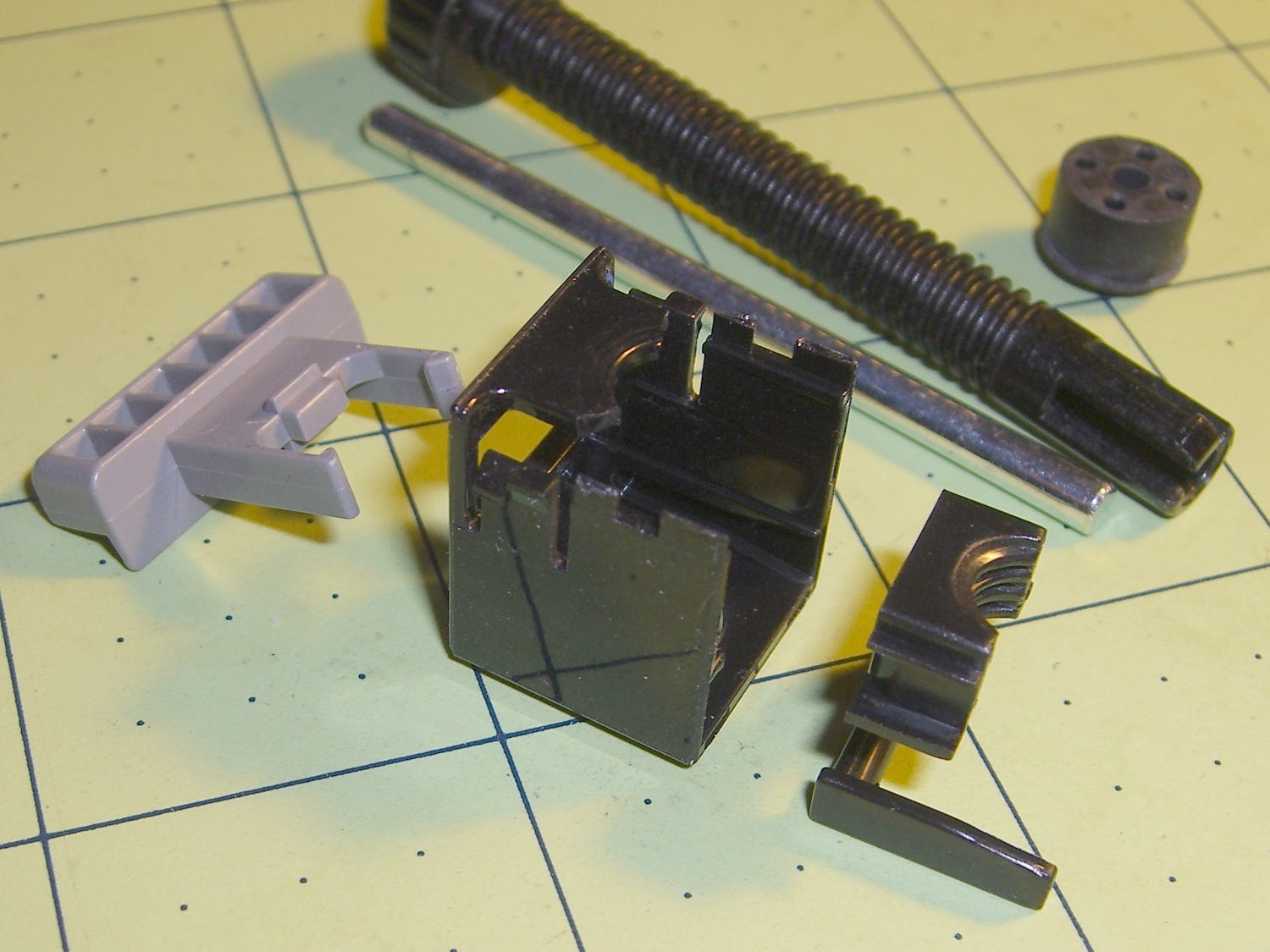
A plastic spring in the boxy shell pushes the gray handle and half-nut against the stem, holding the stem in place. Pushing the gray handle upward (on the projector, downward in the picture, yes, your fingertip can feel those ribs just fine) pulls the half-nut away from the stem and lets the stem slide freely. With the stem extended, the projector leans on the stem, pushes it against the half-nut, and you can fine-tune the angle by turning the stem; the splines around the rubber foot encourage that. You can pull the stem outward without activating the latch, which probably broke the fragile plastic plate.
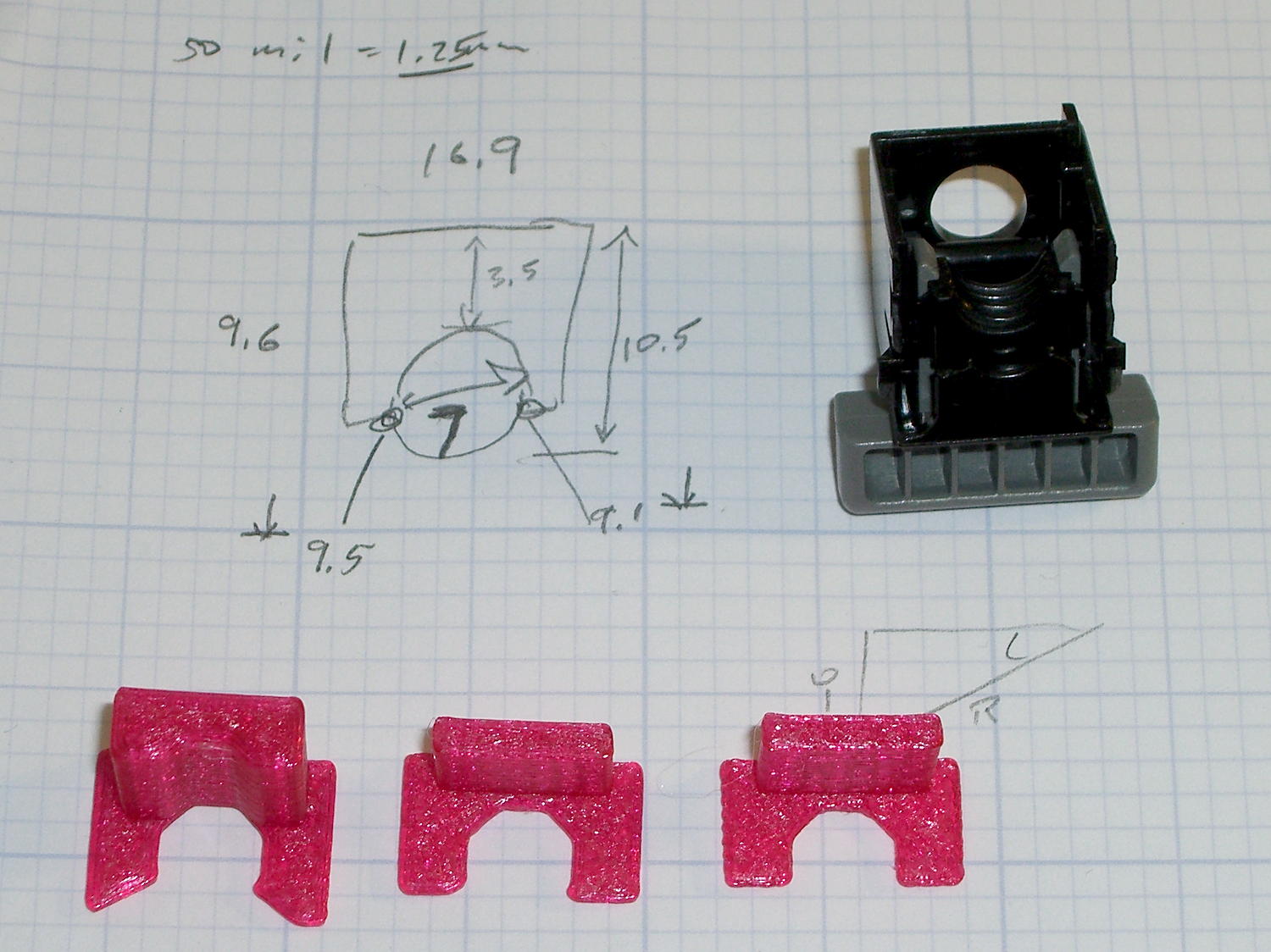
A doodle showing the estimated measurements, plus three 3D printed prototypes required to get a good fit:
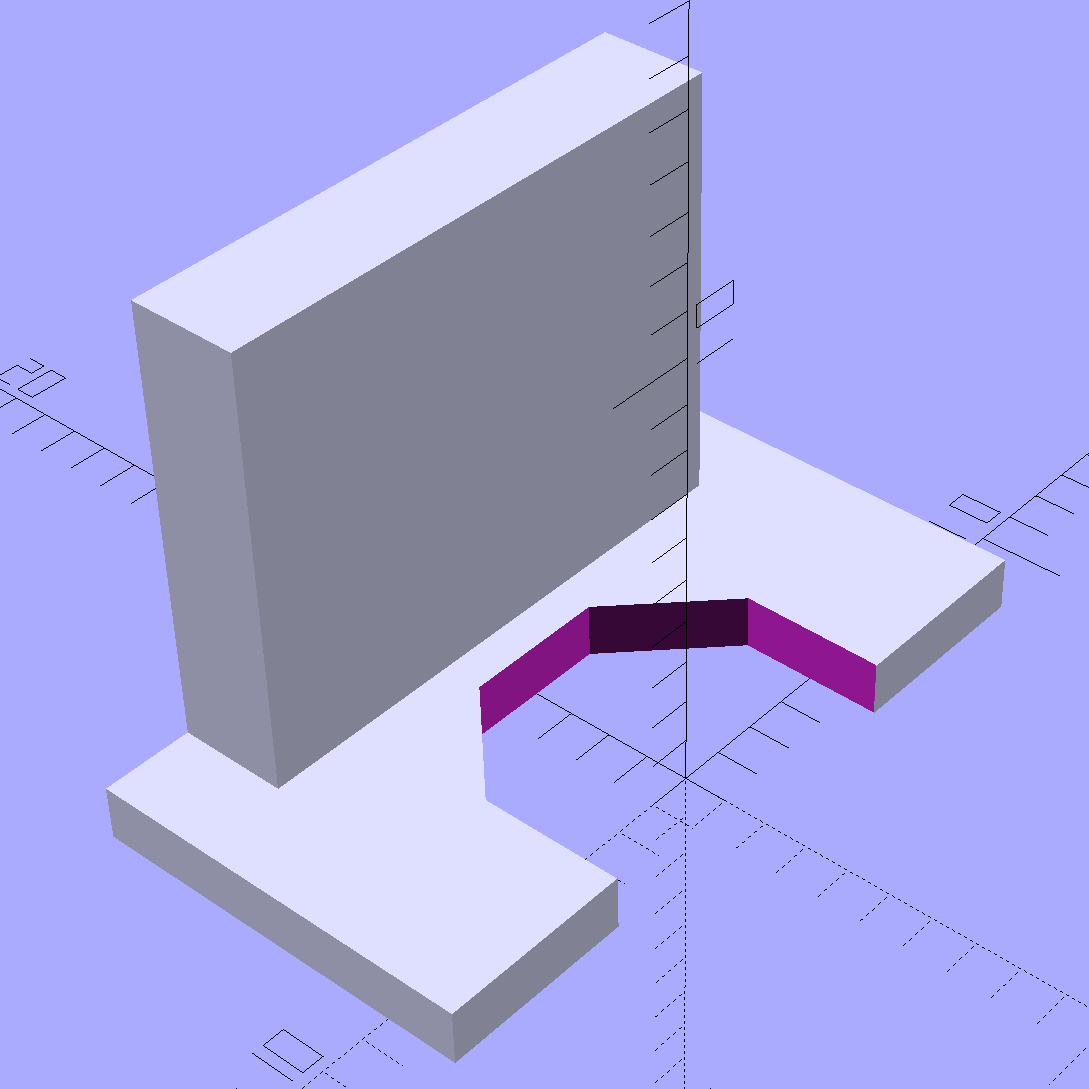
The solid model looks about like you’d expect:
The first version (leftmost of the three sitting on the doodle, above) had angled ends on the tabs that I intended to match up with the stubs remaining on the OEM latch. The part fit better with shorter tabs and the angles vanished on third version; the statements remain in the OpenSCAD source, but the short tabs render them moot.
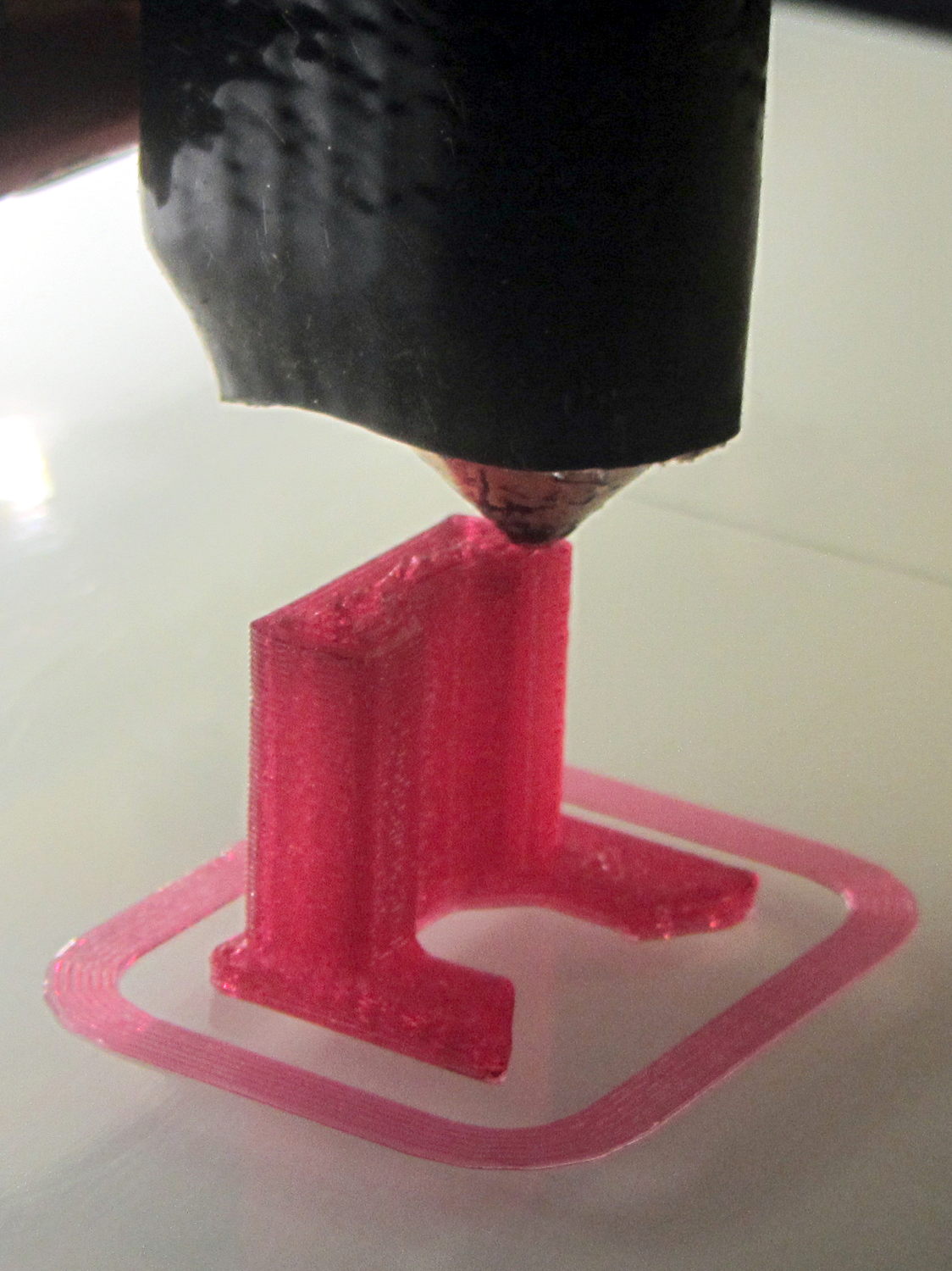
Apparently I got the cooling & fan & minimum layer time pretty close to right for PETG, as each of those three towers printed singly with no slumping:
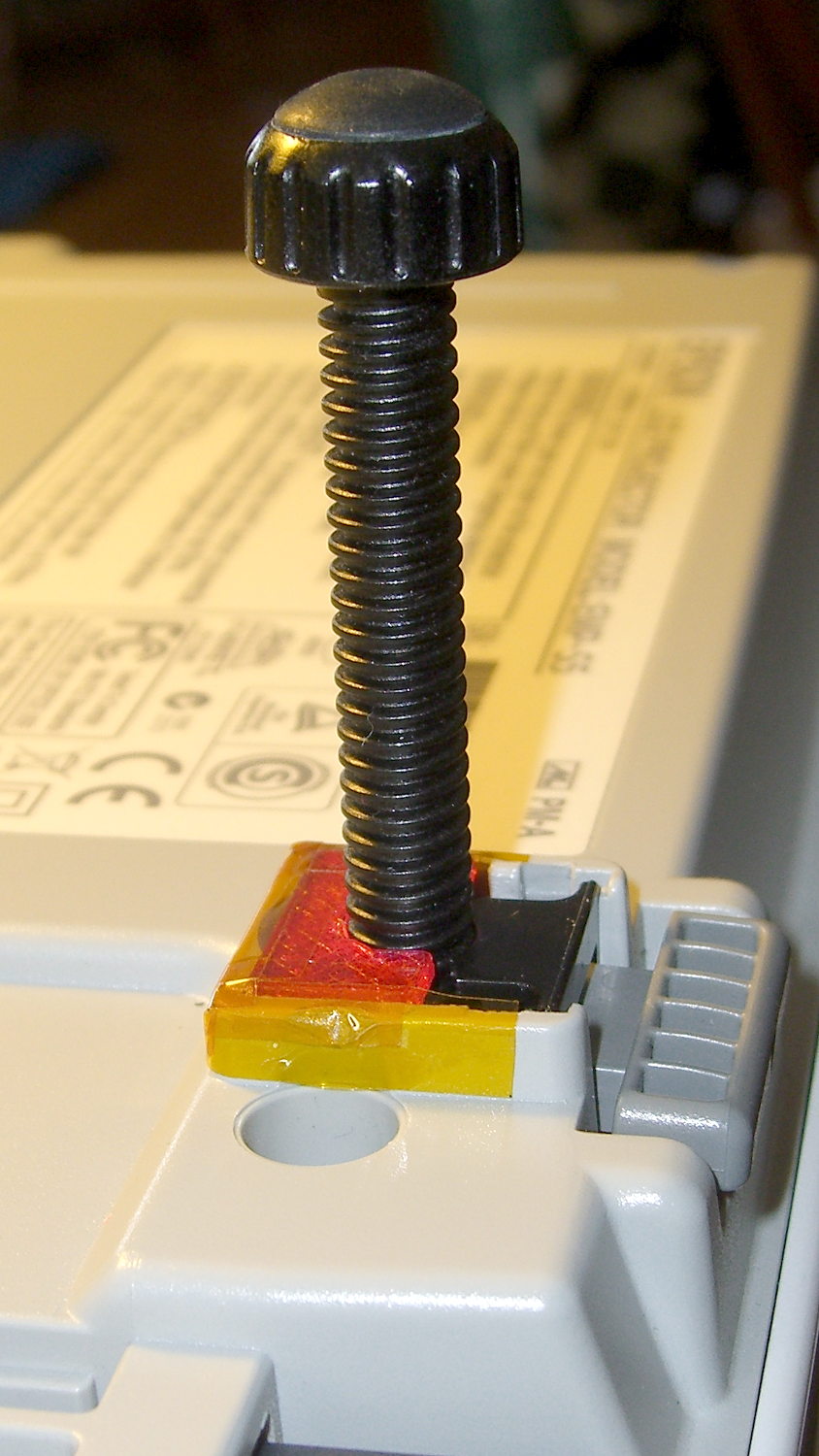
The third version snapped into place, with a square of tapeless sticky on the back to help keep it there. The obligatory Kapton tape helps retain it, but I have no illusions about the permanence of this repair:
Because I know the problem will happen again, I called for backup:
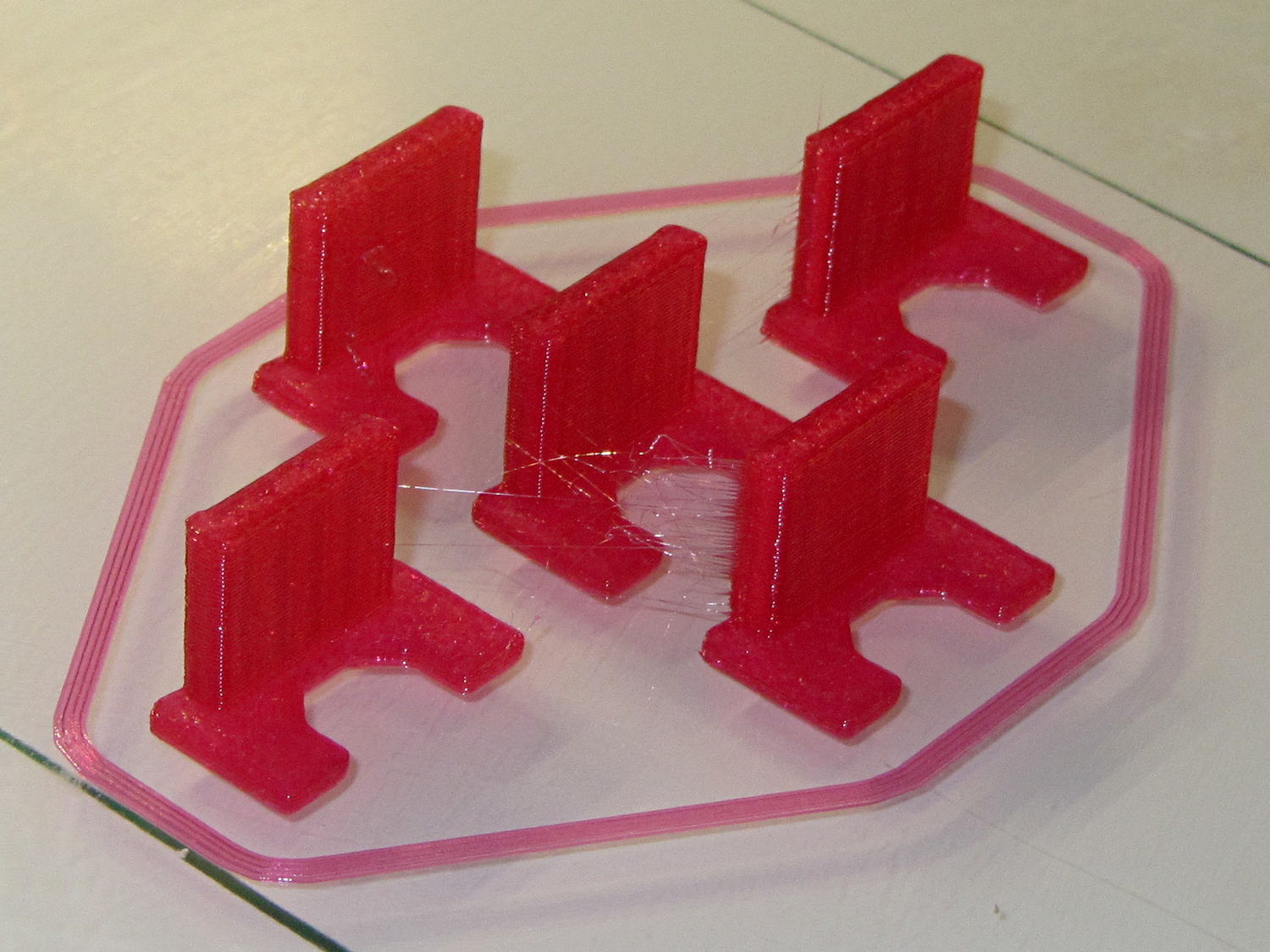
That’s with Hilbert Curve top / bottom fill, three top / bottom layers, 20% rectilinear infill, and two perimeters. Extruder at 250 °C, platform at 90 °C, hairspray for adhesion.
Note, however, the hair-fine strings connecting the towers. Retraction must be just about right, as shown by the overall quality of the objects, but PETG comes out really stringy. Choosing an infill pattern to minimize retraction seems like a big win; relatively sparse 3D Honeycomb works well on larger objects, but these were so small that straight line fill fit better. The flat plates on the bottom consist of five completely solid layers of PETG.
Reports from the field indicate complete success: whew!
One could, of course, just buy a replacement from the usual eBay supplier, if one were so inclined.
The OpenSCAD source code:
// Epson S5 projector foot latch repair
// Ed Nisley KE4ZNU - March 2015
Layout = "Build";
//- Extrusion parameters must match reality!
ThreadThick = 0.25;
ThreadWidth = 0.40;
HoleWindage = 0.2;
Protrusion = 0.1; // make holes end cleanly
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit);
//----------------------
// Dimensions
Plate = [16.7,9.0,1.25];
Block = [12.5,2.5,10.0];
HoleDia = 7.7;
HoleRadius = HoleDia/2;
HoleOffset = 3.5 + HoleDia/2; // +Y edge to hole center
HoleSides = 8;
StubLeft= 9.5;
StubLeftAngle = asin((StubLeft - HoleOffset) / (HoleRadius));
StubRight = 9.1;
StubRightAngle = asin((StubRight - HoleOffset) / (HoleRadius));
//----------------------
// Useful routines
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
module ShowPegGrid(Space = 10.0,Size = 1.0) {
Range = floor(50 / Space);
for (x=[-Range:Range])
for (y=[-Range:Range])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
module RodSupport() {
difference() {
union() {
translate([0,(HoleOffset-Plate[1]/2),Plate[2]/2])
cube(Plate,center=true);
translate([0,HoleOffset-Block[1]/2,-(Block[2] - Protrusion)/2])
cube(Block + [0,0,Protrusion],center=true);
}
translate([0,0,-2*Block[2]])
rotate(180/HoleSides)
PolyCyl(HoleDia,4*Block[2],HoleSides);
rotate(StubLeftAngle)
translate([-2*HoleDia,-HoleDia,-Protrusion])
cube([2*HoleDia,HoleDia,Plate[2] + 2*Protrusion],center=false);
rotate(-StubRightAngle)
translate([0,-HoleDia,-Protrusion])
cube([2*HoleDia,HoleDia,Plate[2] + 2*Protrusion],center=false);
}
}
//----------------------
// Build it
//ShowPegGrid();
if (Layout == "Show")
RodSupport();
if (Layout == "Build")
translate([0,0,Plate[2]])
rotate([0,180,0])
RodSupport();