The need to gnaw a V groove into the side of two 60 mm aluminum bars led to this Sherline CNC mill setup:
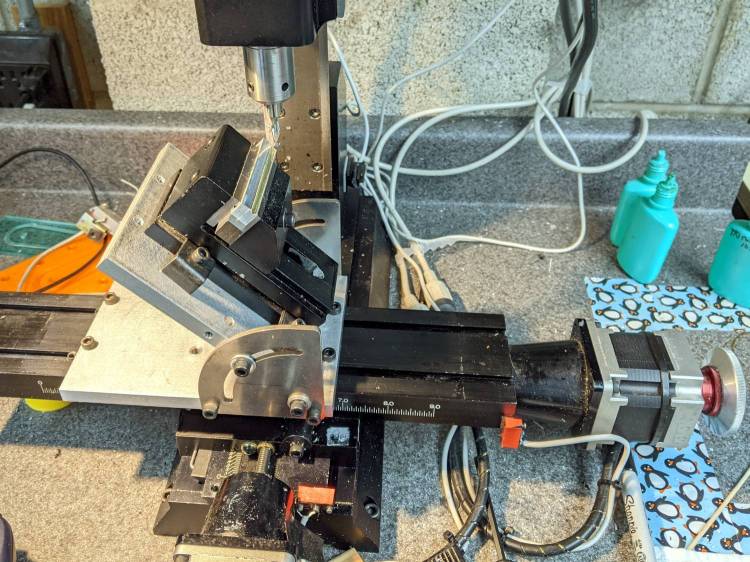
Milling the near end of the bars put the angle plate’s rear lock screw within a millimeter of the column; the vise fits in exactly one spot on the angle plate and that’s where the jaws must be.
While controlling the mill with the Joggy Thing and some manual command entry, because it’s easier than real CNC programming, I overshot the near end and rammed the column with enough enthusiasm to dislodge the Y-axis leadscrew nut. An interlude of utter confusion ended with the backlash preload nut firmly jammed against the leadscrew coupler on the other end of travel:
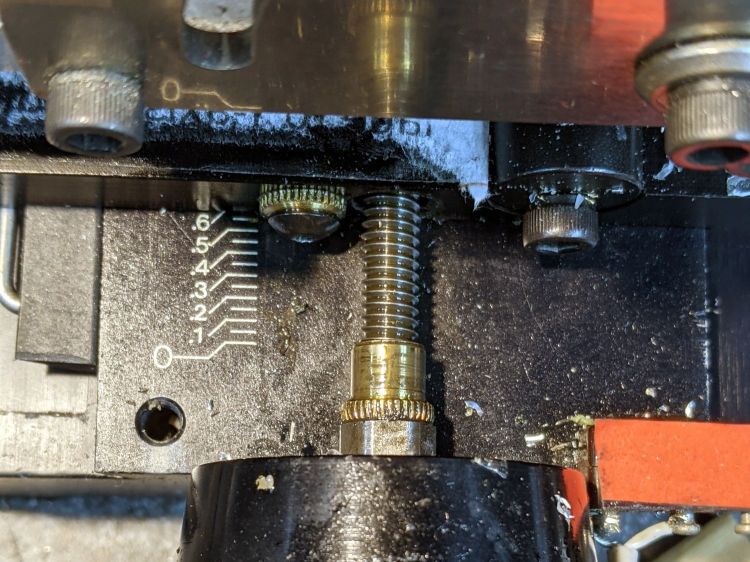
The paper shreds show where the bellows formerly stuck on the Y axis stage.
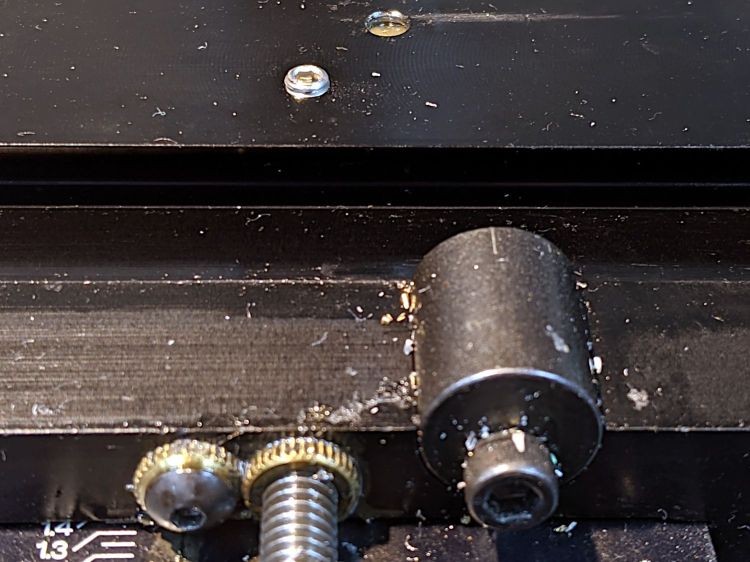
The backlash nut chewed off a few star lock gear teeth on its way out, as seen here just above where they mesh:

It’s been quite a few years since I took the thing apart to replace the nuts, so I used the opportunity to lube the otherwise inacessible X axis leadscrew inside its table upside down on the bench.
The setscrew locking the Y axis leadscrew nut in place heaves into view with the X axis table off:

I thought about jamming it in place with a second 10-32 setscrew, but the ones on hand were just an itsy too long and collided with the X-axis table:
The thought of having the additional setscrew work loose, grind into the underside of the table, and require major surgery for recovery persuaded me to drop it back in the drawer.
With everything in place, I adjusted the backlash (on both axes) down to a few mils:
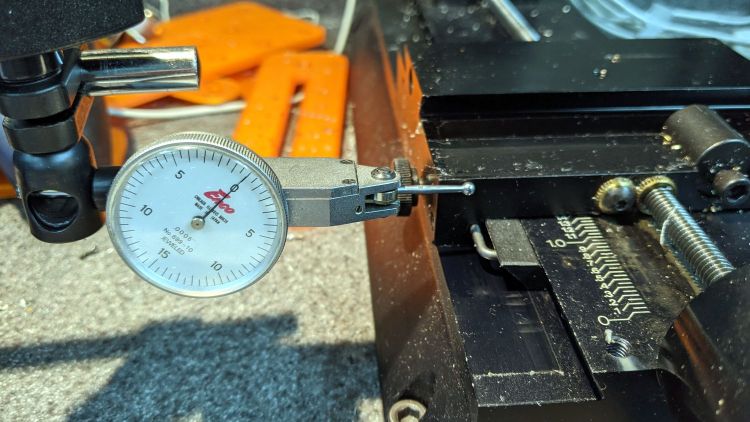
Tweaking the X axis preload nut under the table is not my idea of a good time, but it’s been quite a while since I had to do that.
Folding the new paper bellows and installing them took about as long as repairing the mill.
Milling the second V groove worked fine; all is right with the Sherline again.

Comments
One response to “Sherline CNC Mill: Y-Axis Nut Mishap”
[…] The other long edges got the V groove that killed the Sherline’s Y axis nut: […]