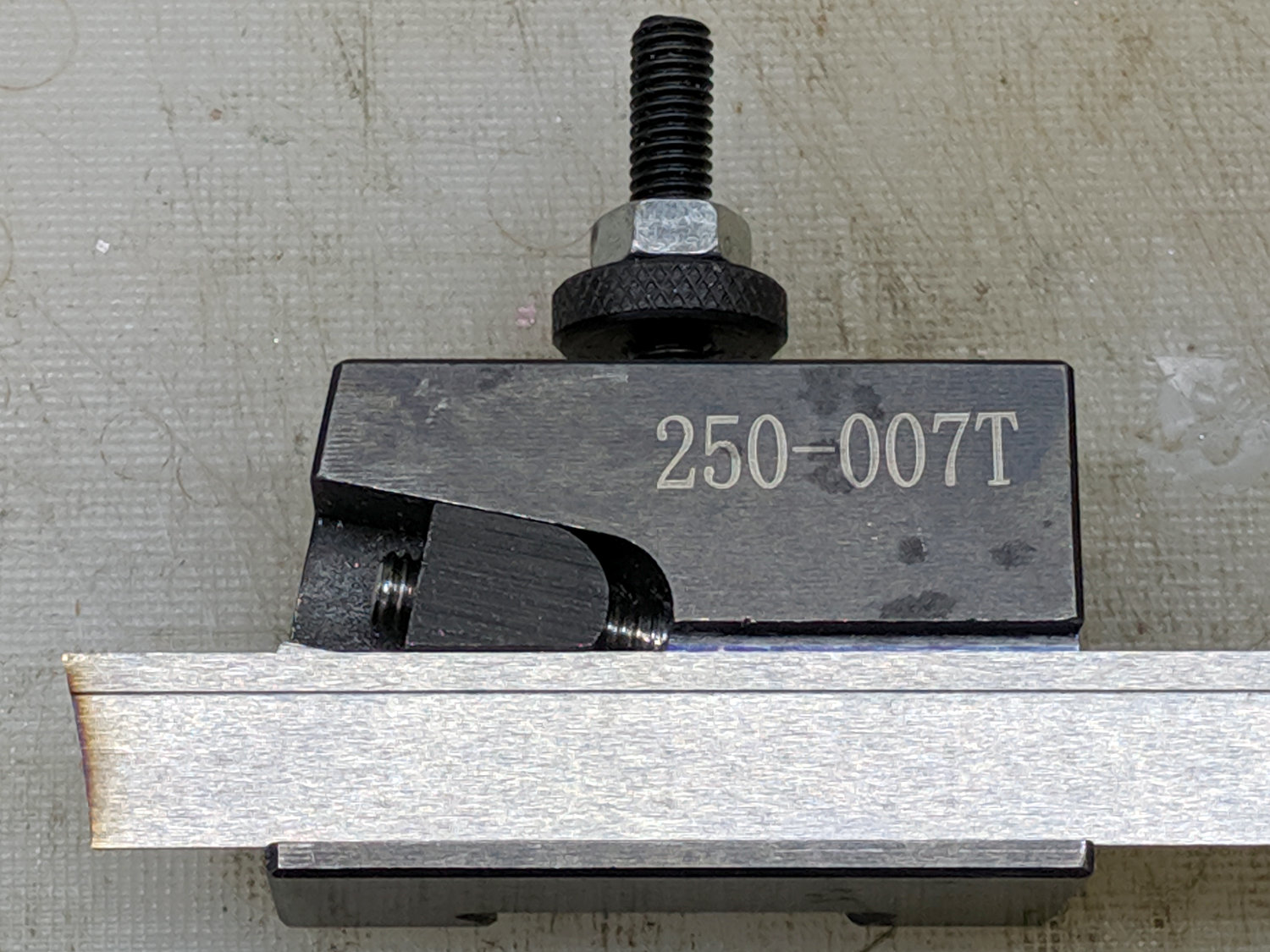
Apparently all mini-lathe cut–off tool holders suffer from the same problem:
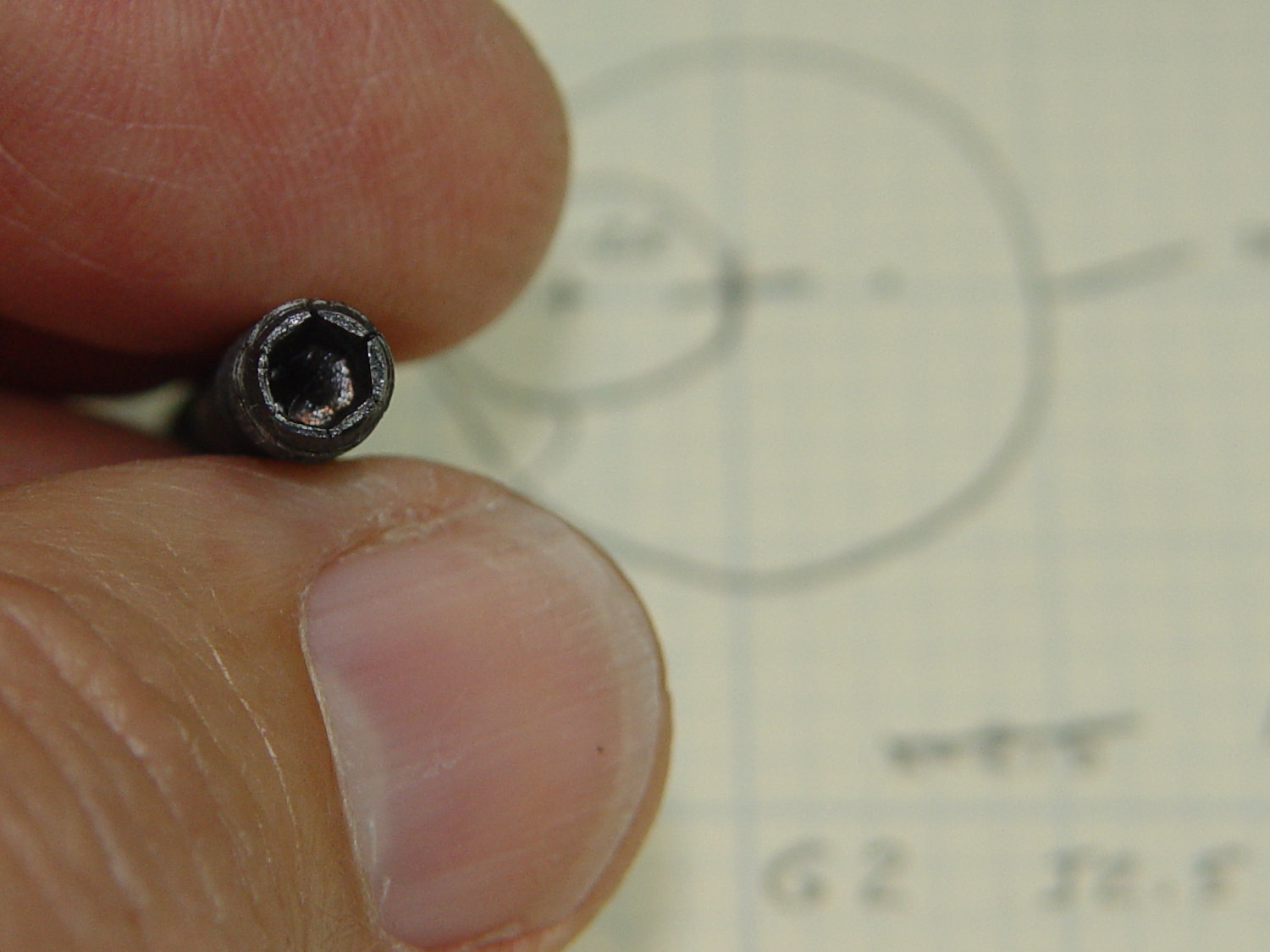
The clamp tightening screw is made from butter-soft Chinese steel with a swaged hex socket. As you’d expect, the hex wrench eventually (as in, after a few dozen adjustments, tops) rips the guts right out of the socket.
The screw has a M6×1.0 mm threads, but the thread around the hex recess is left-handed. While I could, in principle, print a 127 tooth change gear, rebuild the lathe’s banjo to accommodate it, then single-point a backassward M6 thread, it’s easier to just use a standard socket head cap screw:

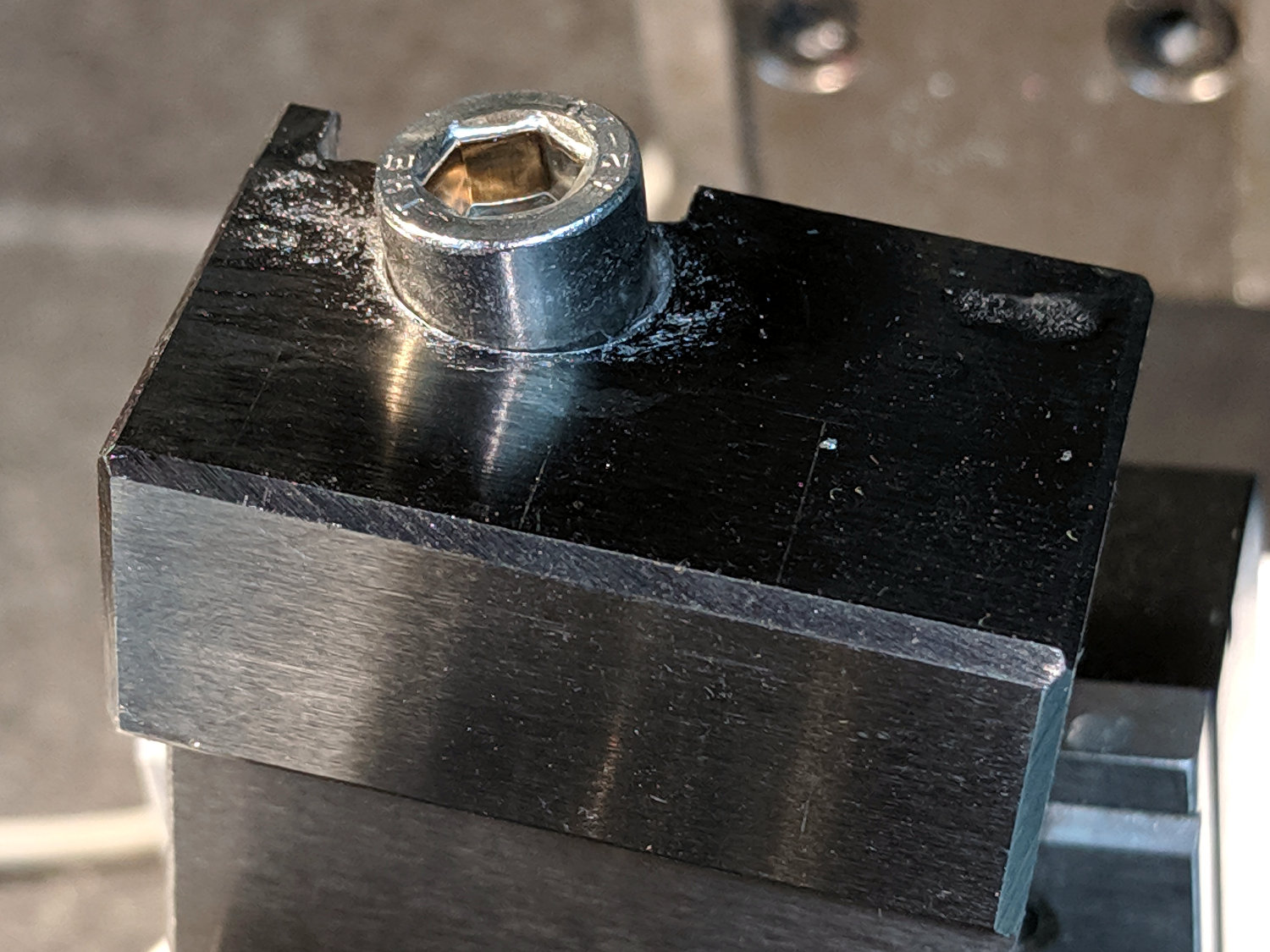
The clamp screw passes through the block at an angle:
Fortunately, the screw is perpendicular to the angled side over on the left, making it easy to clamp in the Sherline’s vise:

Using the laser aligner seemed like a good idea at the time, but the top of the screw wasn’t particularly well-centered on the hole’s axis. I couldn’t screw the left-hand part (with the socket) in from the bottom and center the block near its surface, because then I couldn’t extract the screw before proceeding.
I used a diamond burr to grind out a flat for the screw head:

The flat came from about twenty manual G2 I-2.5 full-circle passes, stepping down through the hard steel block 0.1 mm per pass, at a too-slow 4000 RPM and a too-fast 30 mm/min feed, with plenty of water squirted from one side into a shop vac snout on the other. The doodle in the background of the first picture shows a first pass at the layout, with the burr centered at X=-2.5; I actually did the grinding from X=+2.5 so most of the passes started in thin air.
The screw head started just shy of 10 mm OD and the burr just over 5.2 mm, so the ensuing 5 mm circles created a flat barely large enough. If the flat were perfectly centered on the screw axis, I wouldn’t have had to grind out another millimeter on the left side (toward the bottom of the tool holder body), but it worked out OK:
The trial fitting also showed the head stuck out ever so slightly beyond the far side of the block, where it would interfere with the blade, so I turned off 0.4 mm off its OD.
If I had a 50 mm SHCS in hand, I’d have used it. Instead, I extended the threads of a 75 mm screw, then lopped off the end to the proper length. I’ll spare you the ordeal, including the moment when I reached for the cutoff tool to shorten the screw. A bag of such screws will arrive shortly, in preparation for future need.
Now the [deleted] cut-off holder works the way it should have from the beginning.

Comments
2 responses to “Mini-Lathe Cut-Off Tool Holder: Improved Clamp Screw”
Not all cutoff tool holders. Here’s a nice design for a rear-mounted cutoff tool holder (http://www.machinistblog.com/rear-mounted-parting-tool-holder-for-sherline-lathe/). It’s for Sherline, but that doesn’t matter. It’s also not QC, but that probably isn’t important for a cutoff tool. The rear mount is widely acclaimed to produce better results on small lathes and among the other advantages is that it can be kept mounted at the same time as a regular tool.
It would be a little project and probably not that appealing since you now have a working one, but, there it is.
I saw some rear-mount tool plans, but figured I should fix the craptastic dovetails first … and I still haven’t found a Round Tuit for that project. [heavy sigh]