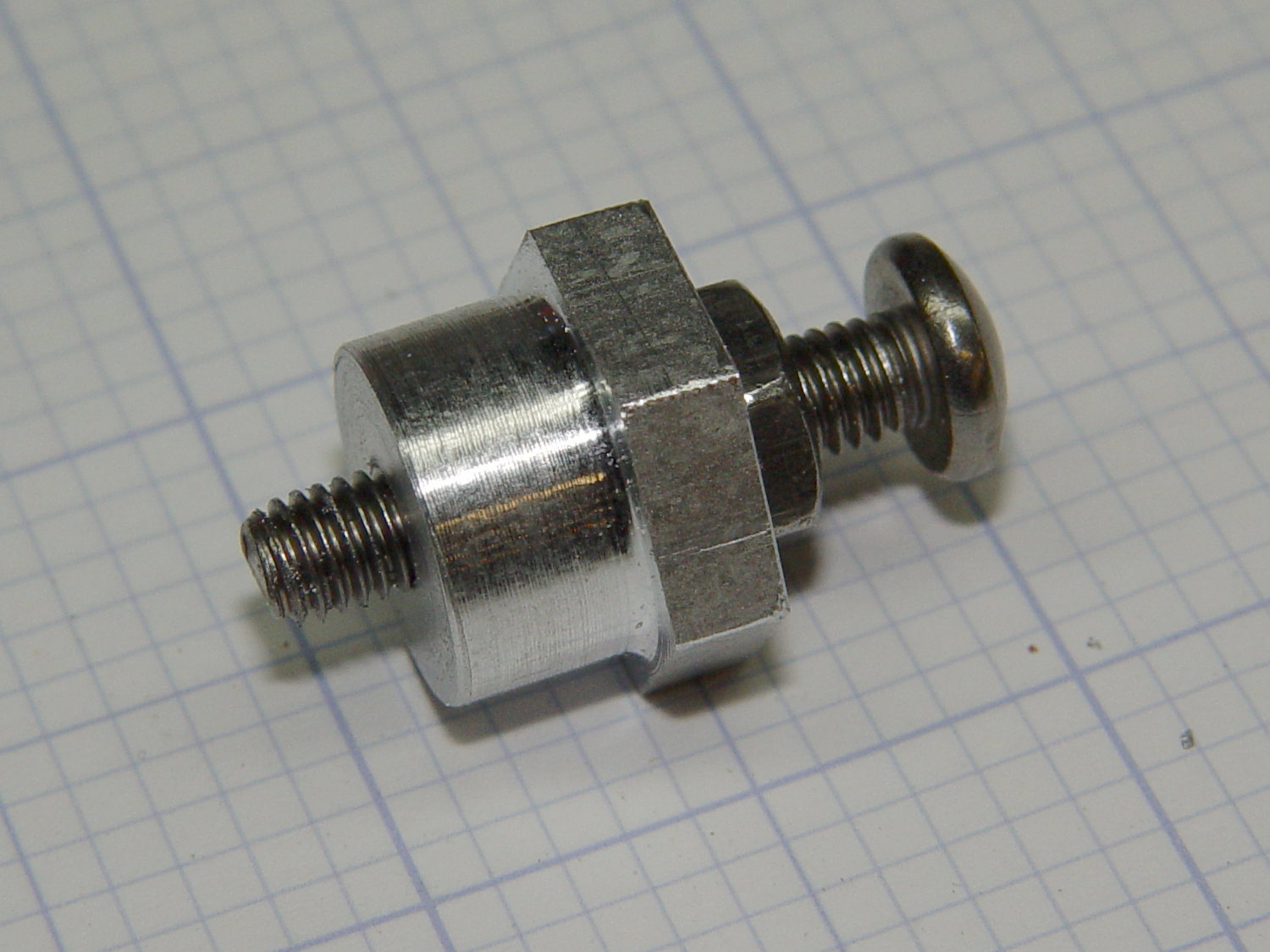
A length of aluminum hex bar became a nice 10-32 screw trimmer:
The hex neatly fits a 5/8 inch wrench, so I can tighten the jam nuts enough to run the lathe forward, part off the screw, and clean up the end just fine.
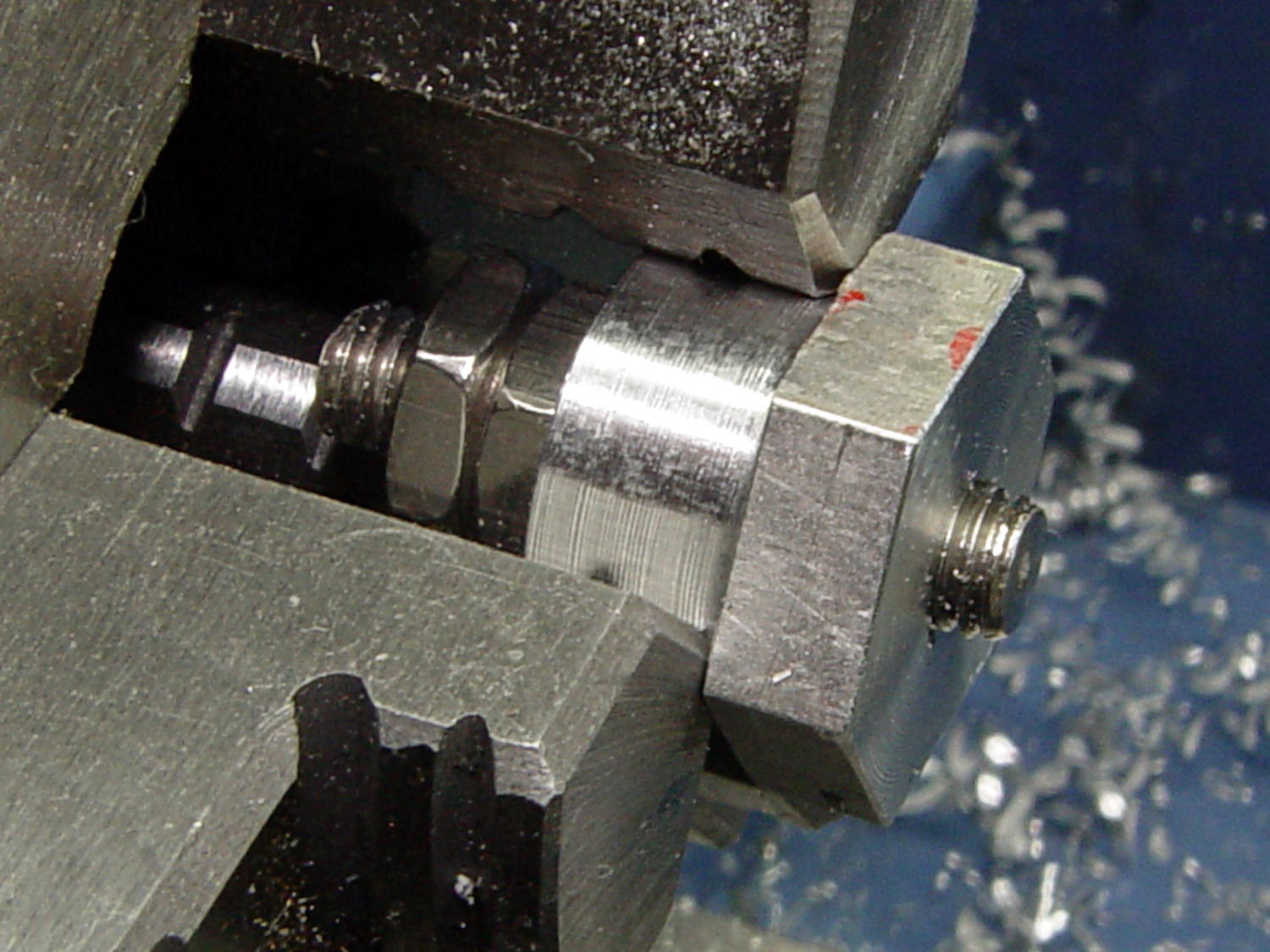
Unfortunately, the second test cut didn’t work nearly so well:

With the cross-slide gib adjusted to the snug side of easy, the cut put enough pressure on the parting tool to lift the way on the tailstock side about 4 mil = 0.1 mm. The parting tool submarined under the cut, dislodged the fixture, and didn’t quite stall the motor while the chuck jaws ate into the aluminum.
Well, that was a learning experience.
After tightening the cross-slide gib to the far side of hard-to-turn:
- Put a longer screw in the fixture
- Grab it in the tailstock drill chuck
- Crunch the hex end of the fixture in the spindle chuck
- Remove the screw through the spindle (*)
- Put a slight taper on the end of the fixture threads with a center drill
- Deploy the live center to support the fixture
Like this:

Turns out that angling the bit by 10° dramatically reduces chatter. If I had BR and BL turning tools, I’d be using them with the QCTP set to 0°, but they weren’t included in the set that came with the lathe.
It’s a good thing I’m not fussy about the diameter of that cylindrical section:
I knew the craptastic lathe ways needed, mmmm, improvement and it’s about time to do something.
(*) By concatenating all my ¼ inch socket extension bars into an absurd noodle capped with square-to-hex adapter holding a Philips bit.

Comments
4 responses to “Screw Cutting Fixture vs. Lathe Ways”
…why not just leave it hex the whole length? Chucks just fine in a 3-jaw, and no slippage.
I have a few feet of 1″ brass hex stock that fills that role. I’ll mark one facet so I don’t have to worry about runout with the 3 jaw chuck. (The only reason I can see to turn it down would be if you had a serious thrust load–maybe for a fixture for 1/2″ or bigger bolts…)
Now that the mini-lathe columns are done, I wonder if Village Press has a book in the works.
[Ed: light editing]
The shoulder butts against the jaws to set the fixture position, so you can cut a bunch of screws to the same length by eyeballing the thread count. For sure, any runout won’t make the least bit of difference!
[…] the faceplant caused by the crappy compound way finishing, I decided to try repairing the tailstock ways as a means of gaining experience before tackling the […]