The Nyloc nut atop that modified quilting foot requires more grip than fingers can provide:
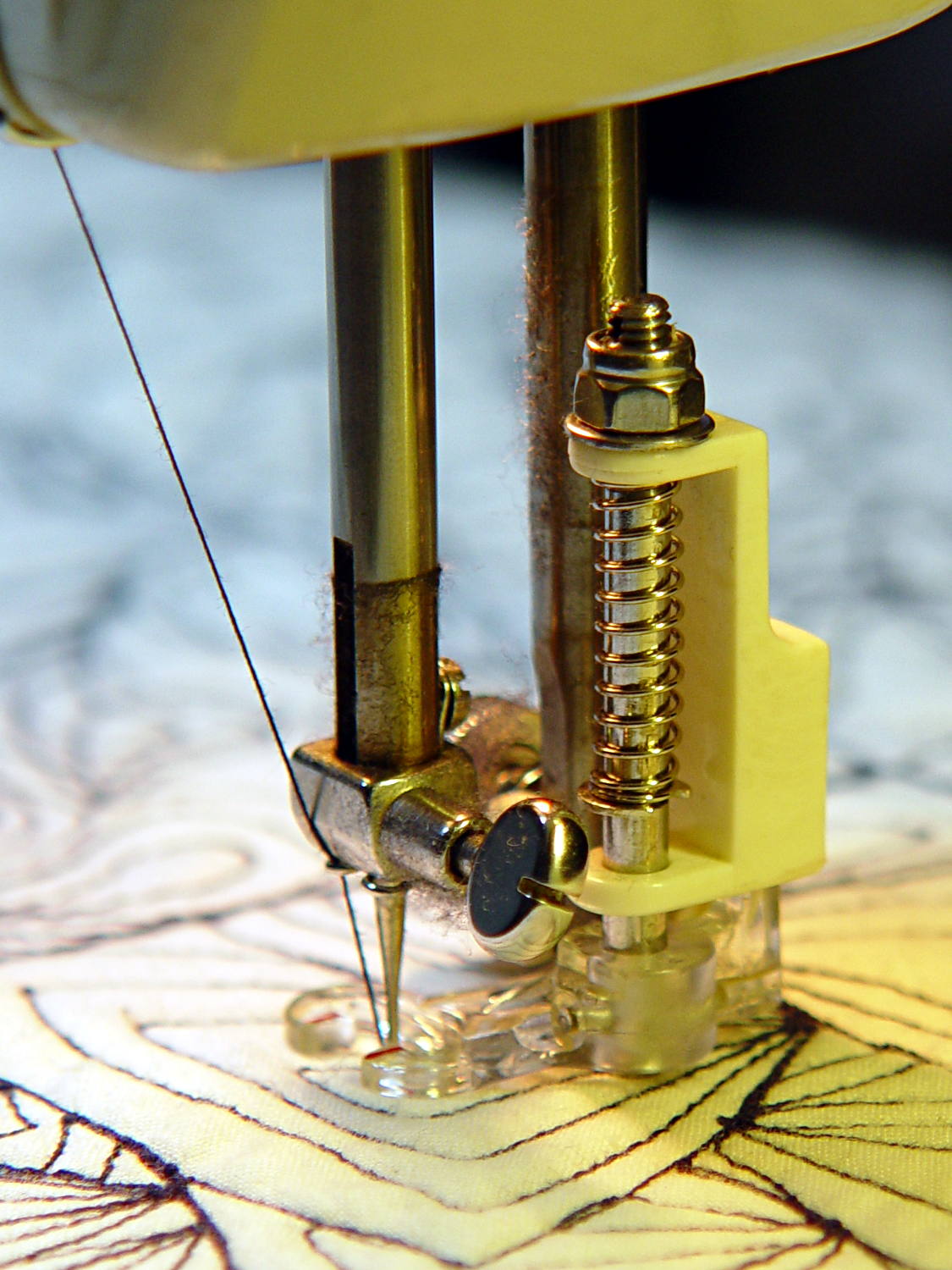
The “precision” wrench I adapted to that nut works for small adjustments, but for larger ones it’s easier to take the foot off and spin this knob:
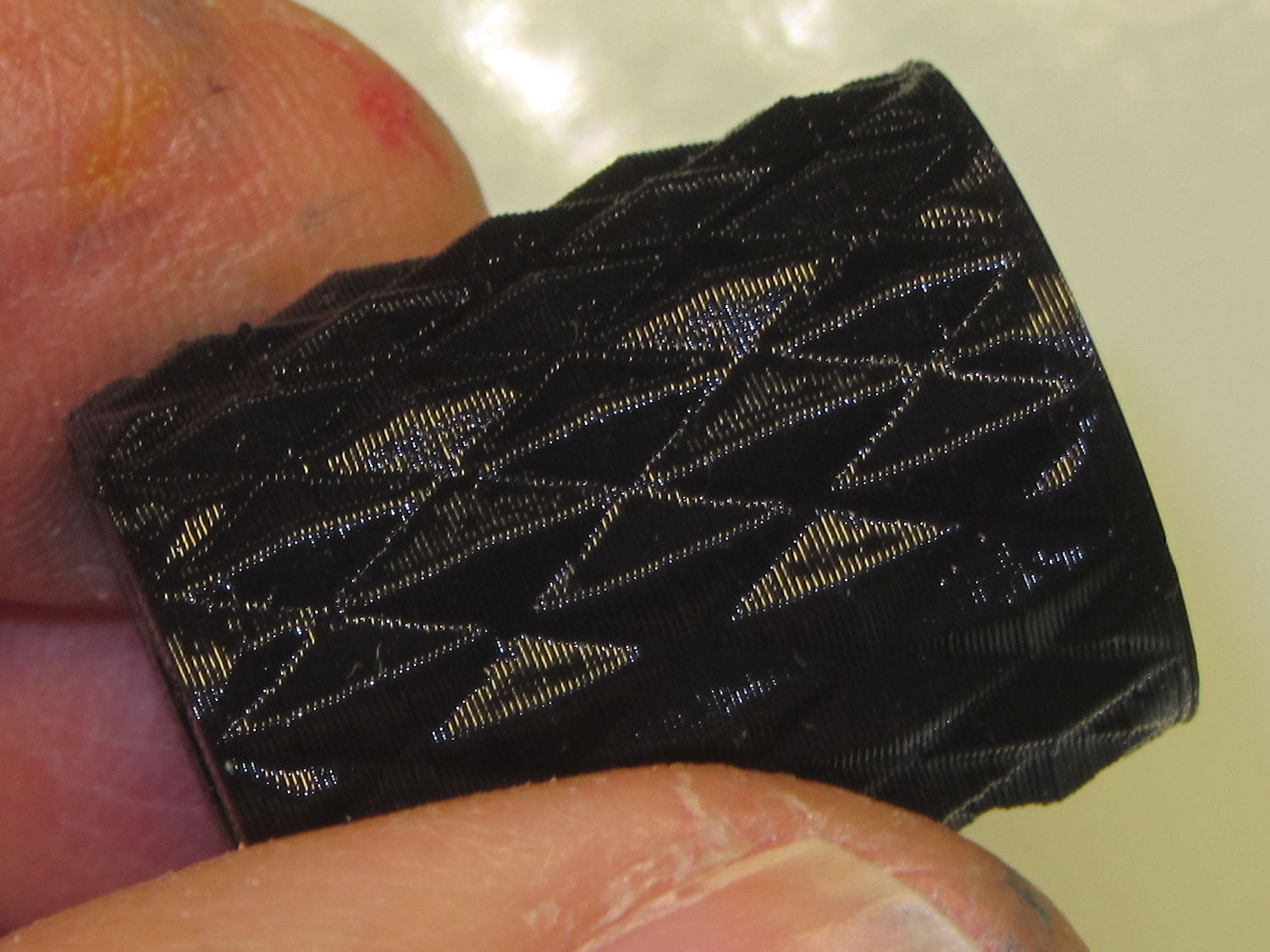
It has a hex opening in each end that fits the nut, with a through hole for the bolt. The top looks exactly like you’d expect:

The bottom needs a bit of support:

The solid model shows off the support in color:
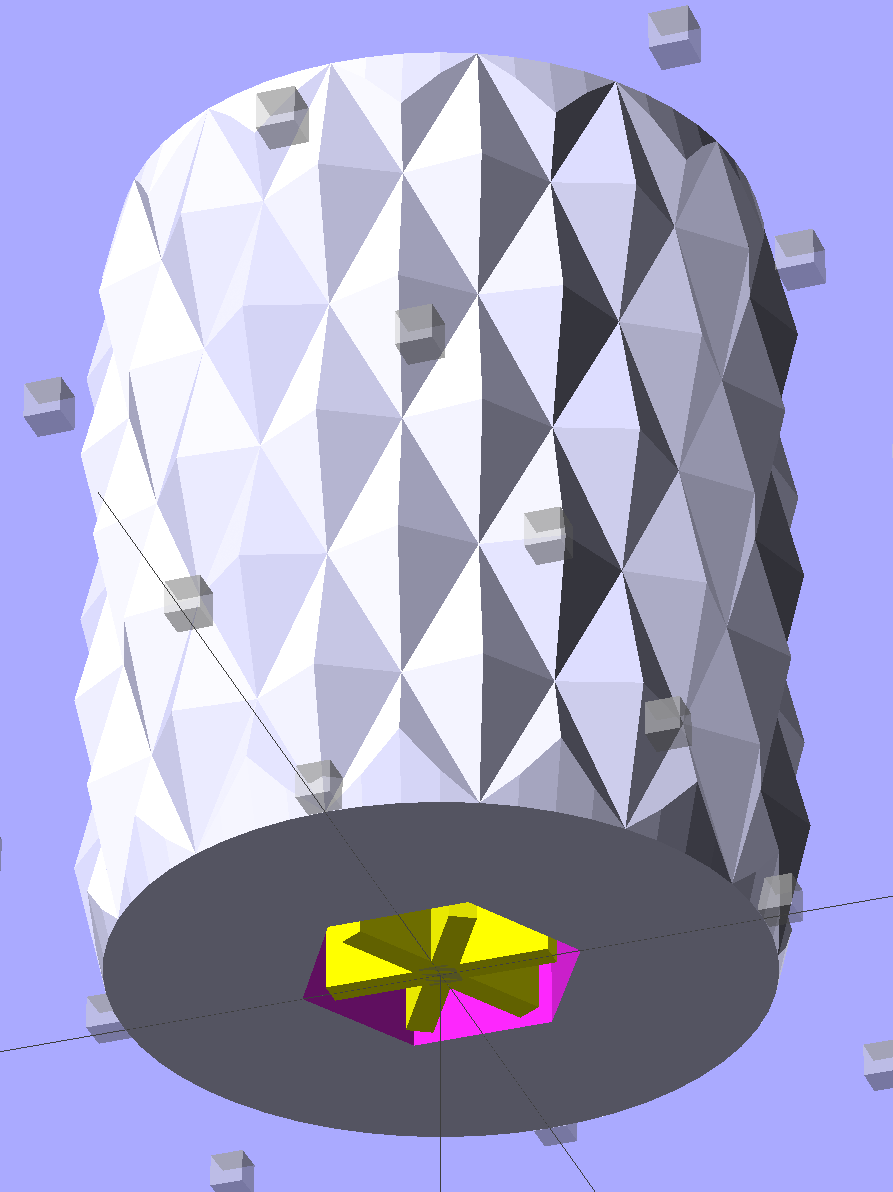
The OpenSCAD source code doesn’t have many surprises:
// Quilting foot knob
// Ed Nisley KE4ZNU January 2013
use <knurledFinishLib_v2.scad>
//- Extrusion parameters must match reality!
// Print with +1 shells and 3 solid layers
ThreadThick = 0.20;
ThreadWidth = 0.40;
HoleWindage = 0.2;
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit);
Protrusion = 0.1; // make holes end cleanly
//----------------------
// Dimensions
KnobOD = 20.0;
KnobLength = 25.0;
KnobSides = 12;
DiamondLength = KnobLength/3;
DiamondWidth = DiamondLength/2;
DiamondDepth = 1.0;
NutOD = 7.0; // across flats!
NutLength = 6.0;
ScrewOD = 4.0;
DoSupport = true;
//----------------------
// Useful routines
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
module ShowPegGrid(Space = 10.0,Size = 1.0) {
RangeX = floor(100 / Space);
RangeY = floor(125 / Space);
for (x=[-RangeX:RangeX])
for (y=[-RangeY:RangeY])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
module Knob() {
rotate(180/Sides) {
difference() {
// cylinder(r=KnobOD/2,h=KnobLength,$fn=KnobSides);
render(convexity=10)
knurl(k_cyl_hg=KnobLength,
k_cyl_od=KnobOD,
knurl_wd=DiamondWidth,
knurl_hg=DiamondLength,
knurl_dp=DiamondDepth,
e_smooth=DiamondLength/2);
translate([0,0,-Protrusion])
PolyCyl(ScrewOD,(KnobLength + 2*Protrusion),6);
translate([0,0,(KnobLength - NutLength)])
PolyCyl(NutOD,(NutLength + Protrusion),6);
translate([0,0,-Protrusion])
PolyCyl(NutOD,(NutLength + Protrusion),6);
}
}
}
module Support() {
color("Yellow")
for (Seg=[0:5]) {
rotate(360*Seg/6)
translate([0,0,(NutLength - ThreadThick)/2])
cube([(NutOD - 1*ThreadWidth),
2*ThreadWidth,
(NutLength - ThreadThick)],
center=true);
}
}
//----------------------
// Build them!
ShowPegGrid();
Knob();
if (DoSupport)
Support();
Mary likes it… and thinks I’m being silly. She’s right, of course.










