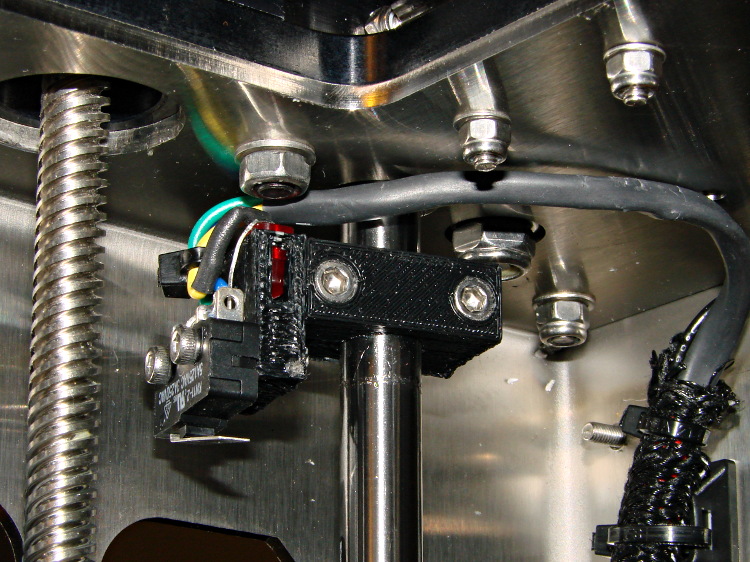
The best orientation for the Z-minimum switch seems to be slightly angled back:
I used an M4x0.7 socket head cap screw for the height adjustment, with a Nylock nut below the stage:
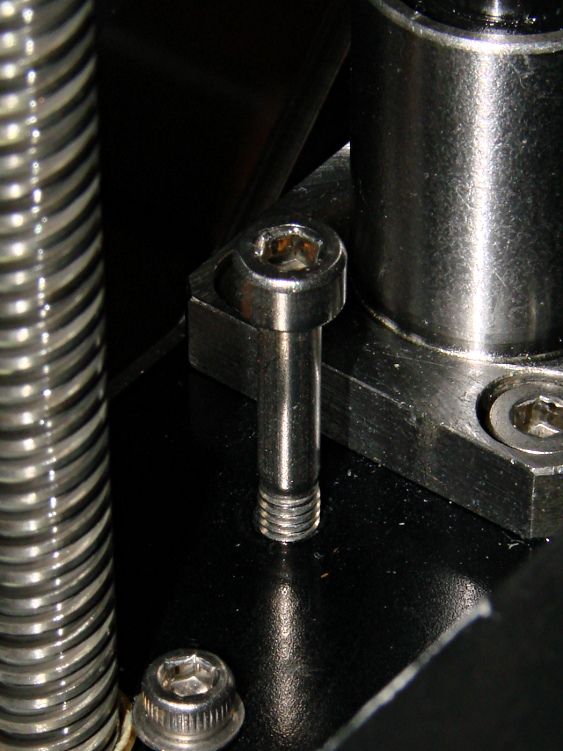
The assembly instructions show a hex head screw, but the item numbers don’t match the BOM listings. The SHCS lets me hold it firmly in position with the ball-end driver provided in the M2 tool kit while adjusting it:
- 1/4 turn (the handle is square-ish) = 0.7/4 = 0.175 mm
- 1/6 turn (the shaft is hex) = 0.12 mm
- 1/12 turn (you can do it!) = 0.06mm
- less than that is probably fooling yourself.
I printed a pair of tomlombardi’s 7 mm wrenches, which work well for adjusting the Nylock nut underneath the Z axis stage:
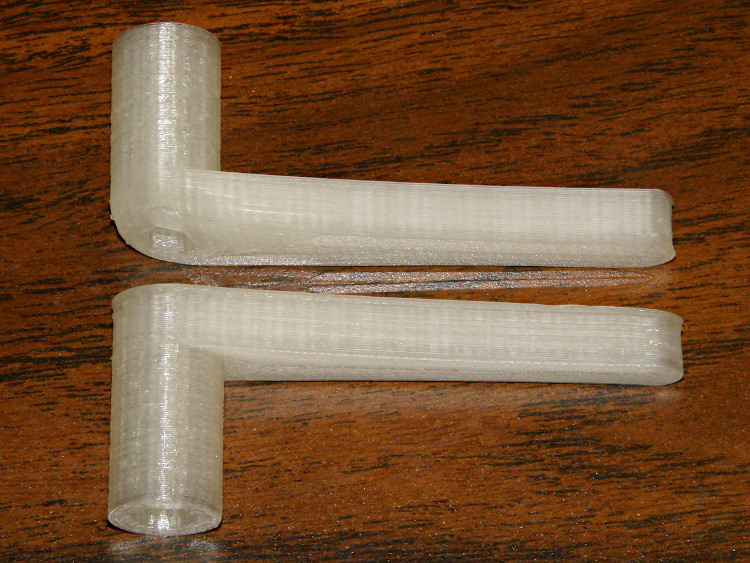
The left end of the top wrench didn’t adhere to the glass plate, but the business end of the wrench came out OK.
I adjusted the screw to trip the switch with the nozzle 1.0 mm above the platform, then feed that offset in using a G92 Z1.0 instruction in my customized Start G-Code.
However, the most accurate way to set the switch height involves measuring the as-printed thickness of the skirt extrusion around the object. The average value should be 0.25 mm (for my current slic3r settings, anyhow) and all sides should be equally thick: adjust the screw to change the average and adjust the platform screws to remove any tilt. You’ll quickly accumulate a pile of skirt threads, but they make good tchotchkes when you give a presentation on your new toy:

You could fiddle with the G92 value to make the average thickness come out right, but I favor making the machine as accurate as possible, so that the software begins from a known-good mechanical setting.

Comments
4 responses to “Makergear M2: Z-minimum Switch”
Your comments don’t really state which you like best. Right now, you rough adjust Z min height mechanically and then twiddle with software/firmware “adjustments” as a last resort.
I now prefer fixed Z max homing and always use a firmware offset and easily adjusted value. I guess the key advantage there is I have and LCD screen, menu systems and button panel with both fine and course adjustment modes.
Yes, homing Z MAX potentially could take more time. At the same time, it helps me not be an idiot and lay a tool down under the platform as “you’ll know” when you’ve made that mistake before the print ever happens in most cases.
I will say your bot has a “special” case that assists in the decision, a heavy Z stage that is prone to skip steps on the way up, but probably not back down, and, coupled with the lack of direct LCD panel and keypad makes the long way homing less reliable/ easy to use.
Again, I personally like a “soft” adjustment provided the machine and system are reliable enough to support it and has a highly usable interface. I feel you are stuck in the current method, not by user choice, but more a matter of what is reliable and what components the machine did (weak Z motor and heavy Z stage) or did not (LCD and control panel) come with.
Nope, it’s all mechanical: that’s why I listed those fractional turns. I monitor the skirt threads and tweak the bolt accordingly; the result is stable enough to need only occasional tweaks.
And a better motor just waiting for me to get a Round Tuit and solve that problem… something of a surprise just cropped up that I must resolve.
But keeping the Z axis speed & acceleration down to nose-pickin’ levels makes it utterly reliable.
The bendy nature of most 3D printers convinces people their printers must do the homing dance for every print, as witness my elaborate Start G-Code. Homing should not require any tweaking at all, which is what I have on the Sherline: it homes to fixed switches and it’s done.
In other words, the G-Code for an individual object shouldn’t have machine-dependent operations like homing. You home the axes once, at the start of the day, and away you go. That way, the objects don’t depend on a particular machine setting.
I think the M2 is rigid enough to pull that off, but it needs three or four Z-min touchoffs on the platform, rather than the Z stage, so it can also do bed leveling compensation.
BTW, minor typo in ‘1/6 turn (the shaft is hex) = 1.2 mm’. But what’s an order of magnitude between friends?
Good catch… thanks!