The general idea is to reduce the capacity of a 13 round Browning Hi-Power magazine to 10 rounds, in compliance with the NY Safe Act, using a number of possibly invalid assumptions. The new Firearms tag will produce earlier posts.
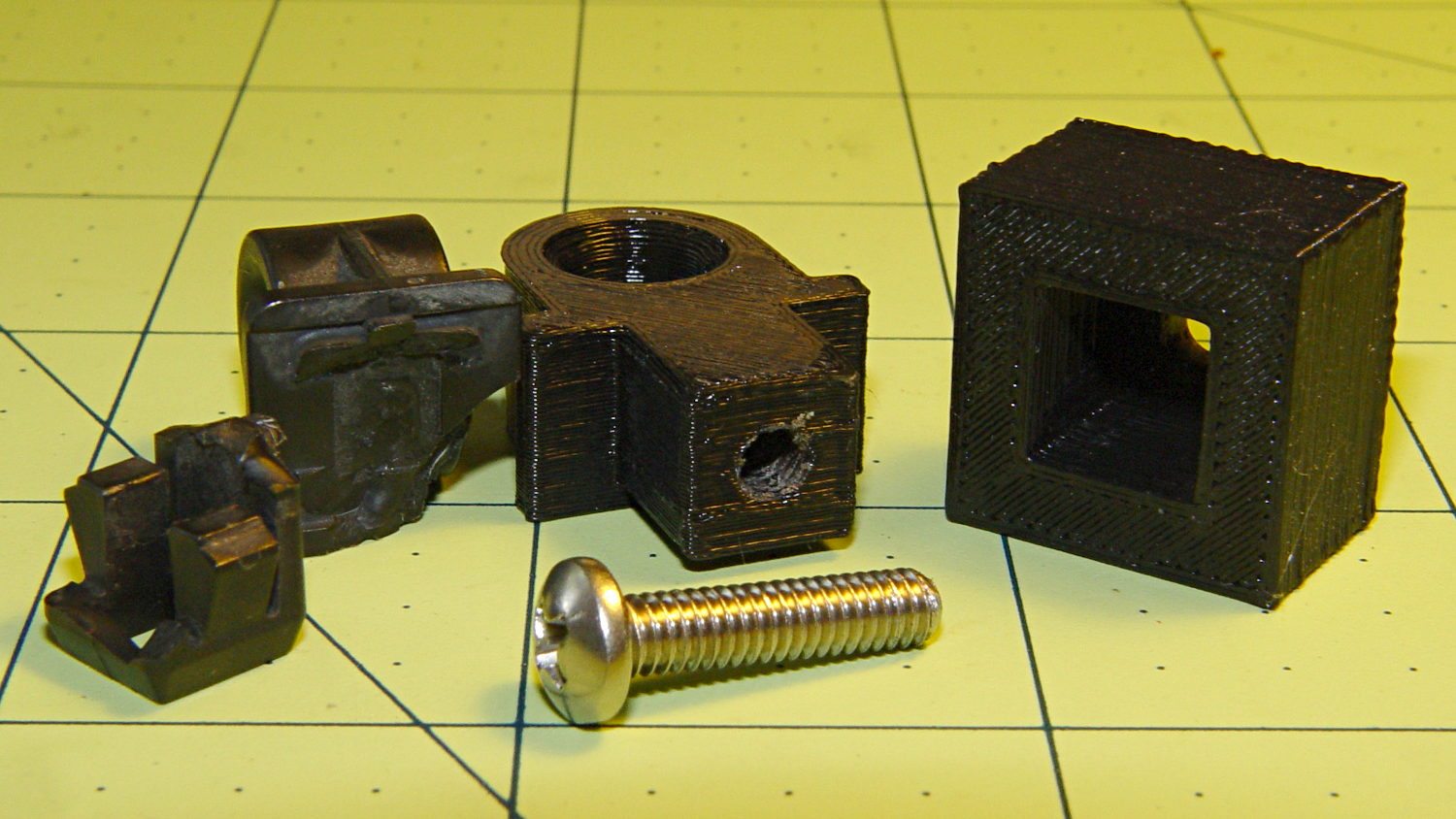
This early prototype tried out the sizes, shapes, and angles, using an M3x0.5 socket head cap screw:
The bottom nut trap locates the block on the inner floor plate by capturing the nut. It might need a bit more clearance or a chamfer to allow for brazing material around the nut flats; cleaning up the brazed nut with a file might also help.
The central trap holds a nut that anchors the block; the trap must be about 50% longer than the nut to allow for thread alignment, because the central hole is a loose tap fit.
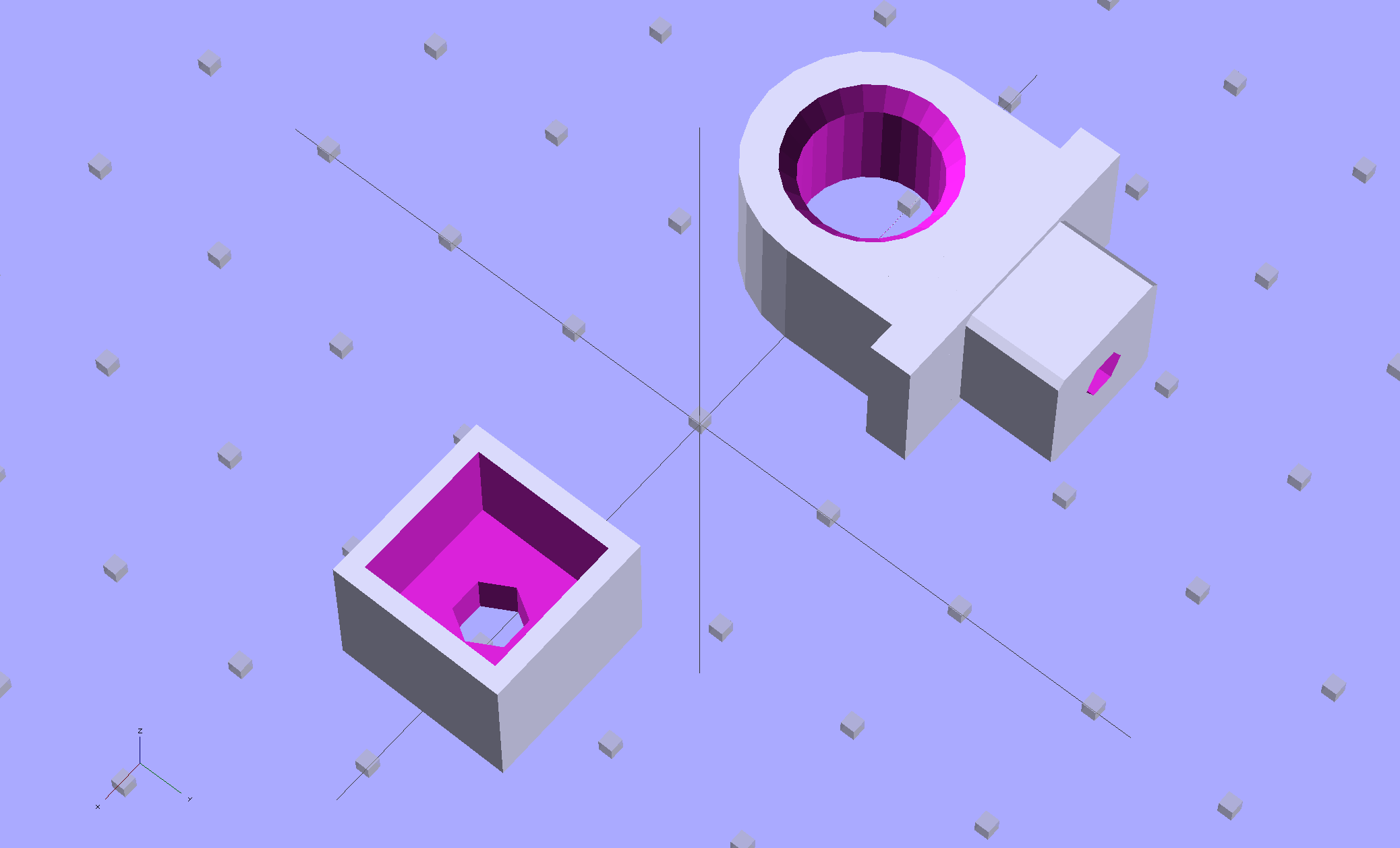
That central nut probably isn’t needed, because you’d fill the central shaft with metal-loaded epoxy, which would form a perfectly serviceable, exactly form-fitting, and utterly non-removable “nut”. The vent from the end of the screw shaft releases air trapped behind the epoxy by the screw; if you don’t have a vent, then air pressure will force the epoxy out of the cavity.
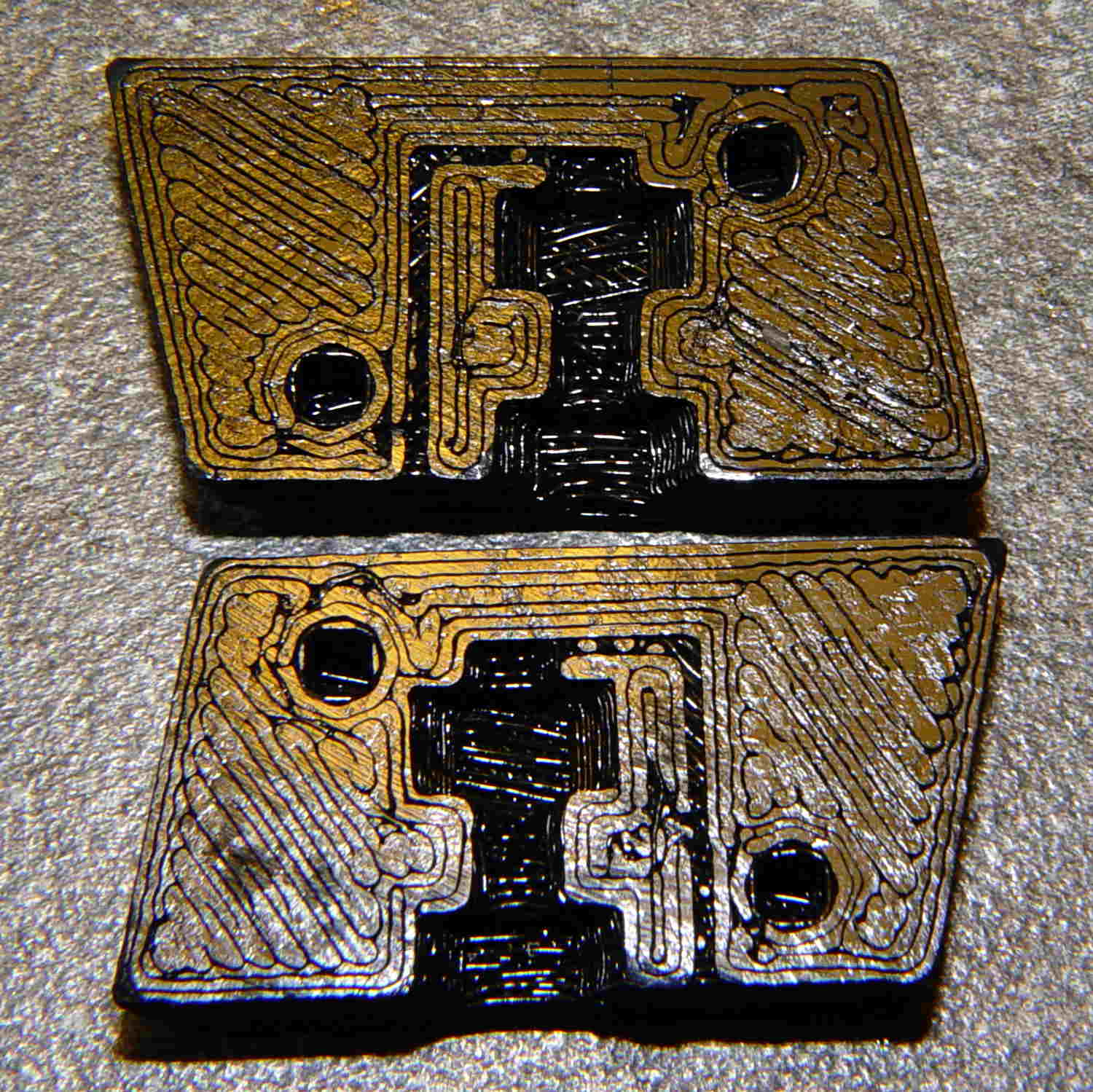
If the epoxy “nut” is workable, then you can build it in a single piece printed vertically on the platform. Having a split version makes it easier to show off and, in truth, the cemented joint is about as strong as the rest of the object.
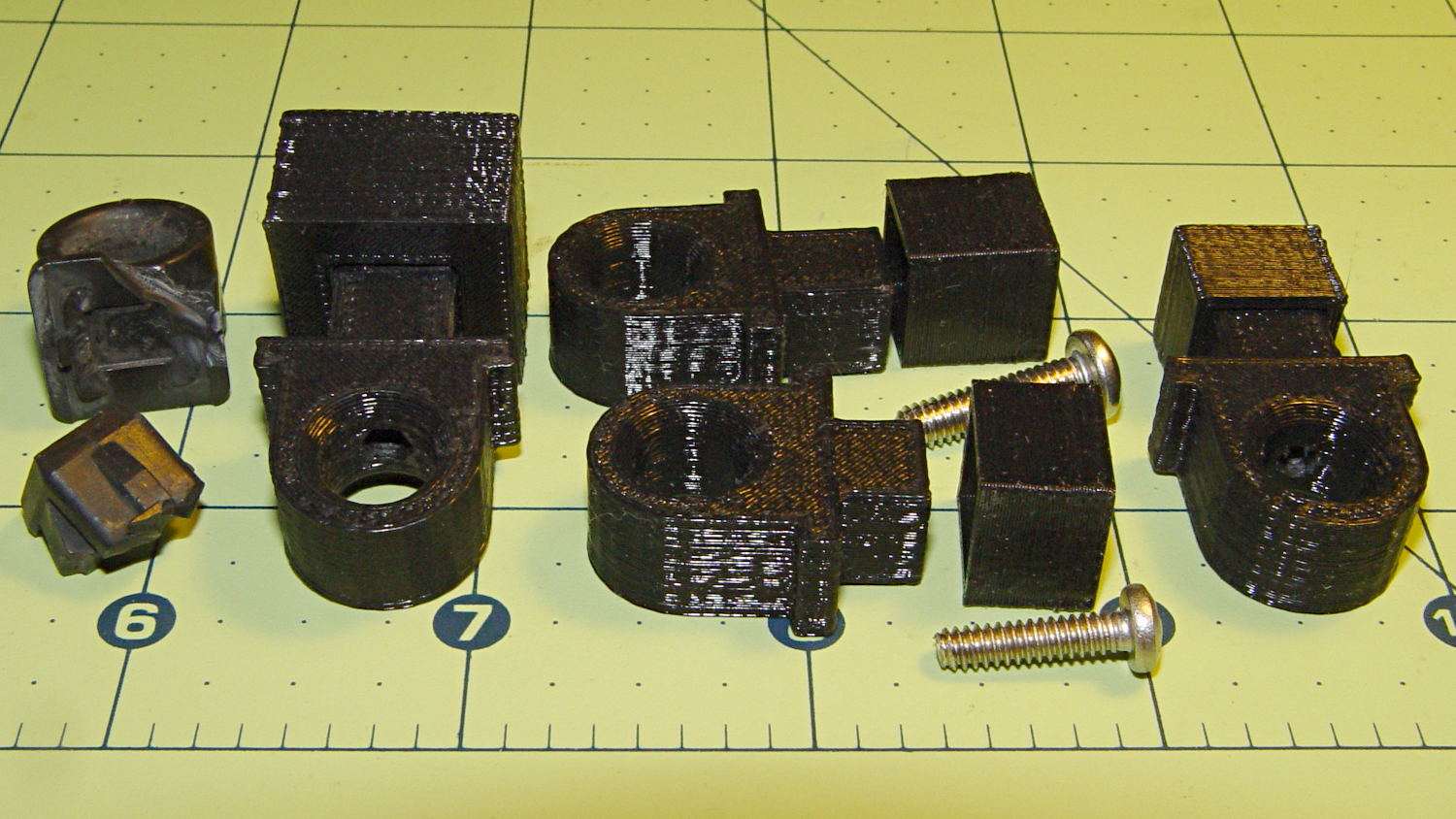
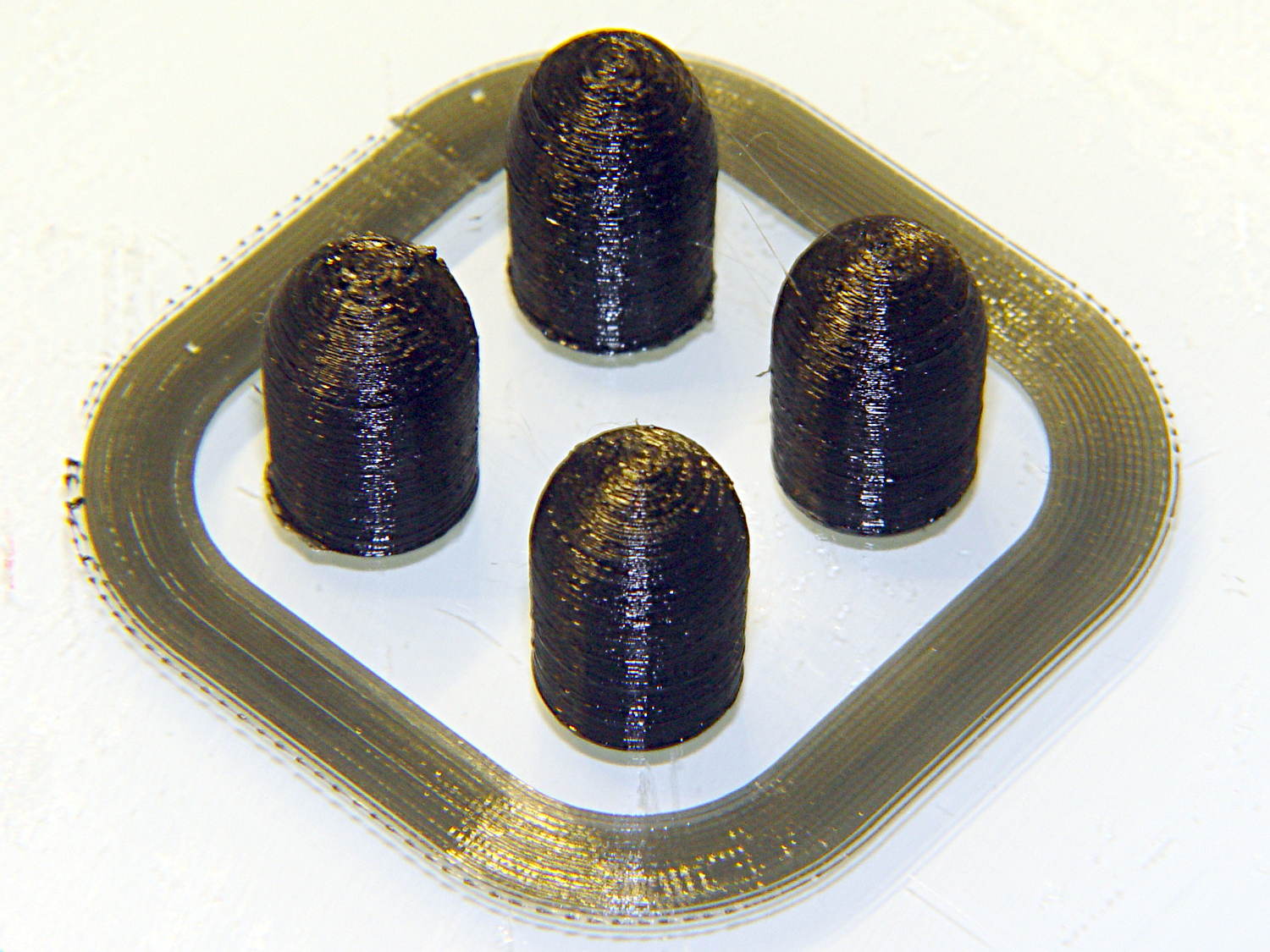
Hot off the M2 3D printer, it looks like this:
A few threads droop into the air vent, so that channel should be larger. The overall plastic block may be porous enough to release the air pressure even without a vent.
With locating pins glued in place and a nut in the central trap:

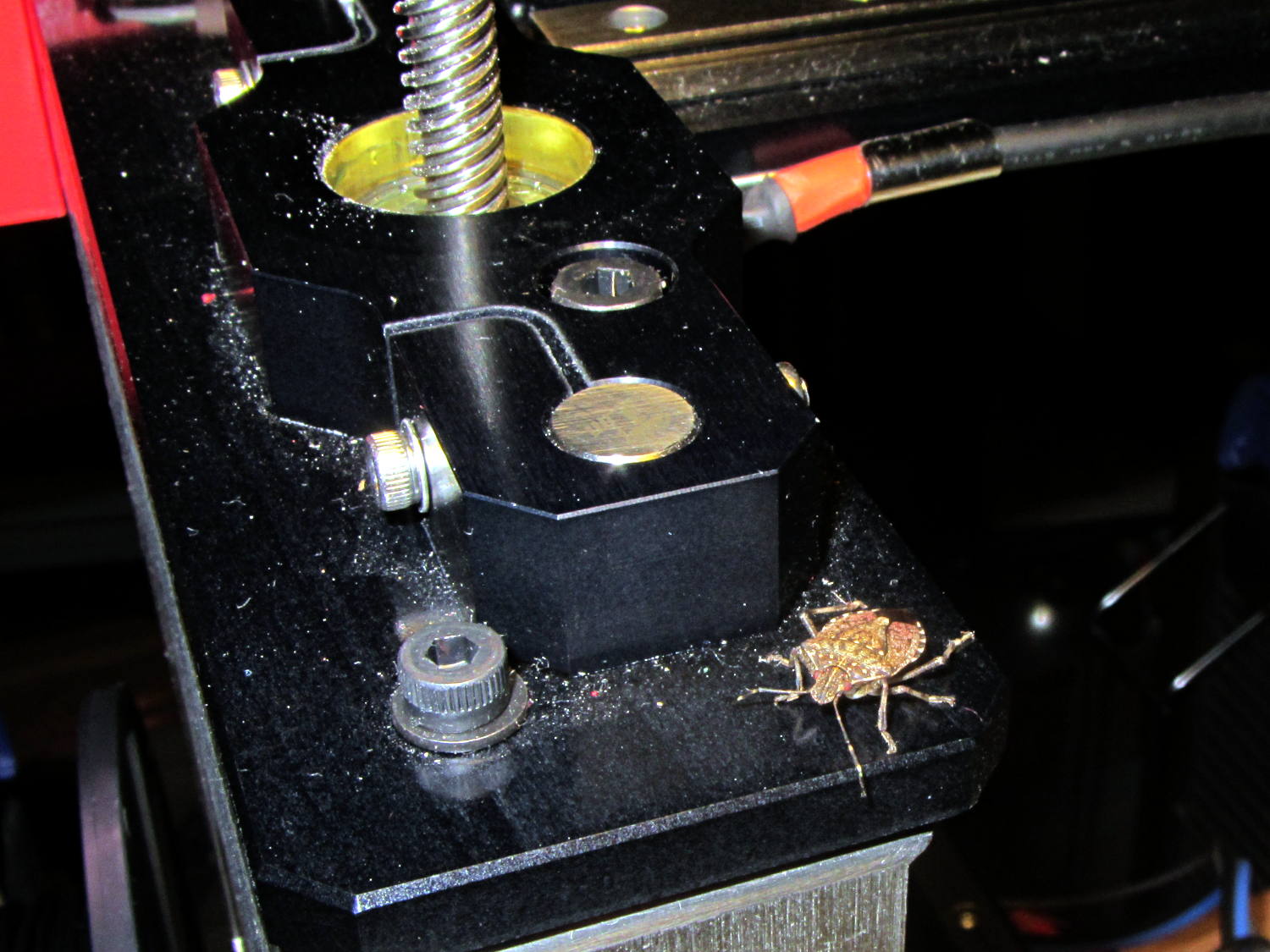
Pretty much as I expected, it doesn’t quite fit in the magazine, because it doesn’t have clearance for the little tab on the inner floor plate that captures the spring.
One might argue that a plastic block isn’t “permanent”, but it’s definitely not “readily” removed:
- PLA doesn’t dissolve in common solvents
- It doesn’t actually melt and flow away at high temperatures
- It’s protected by the spring and inner floor plate
- It’s certainly strong enough to resist simple mechanical attacks
This is a start…
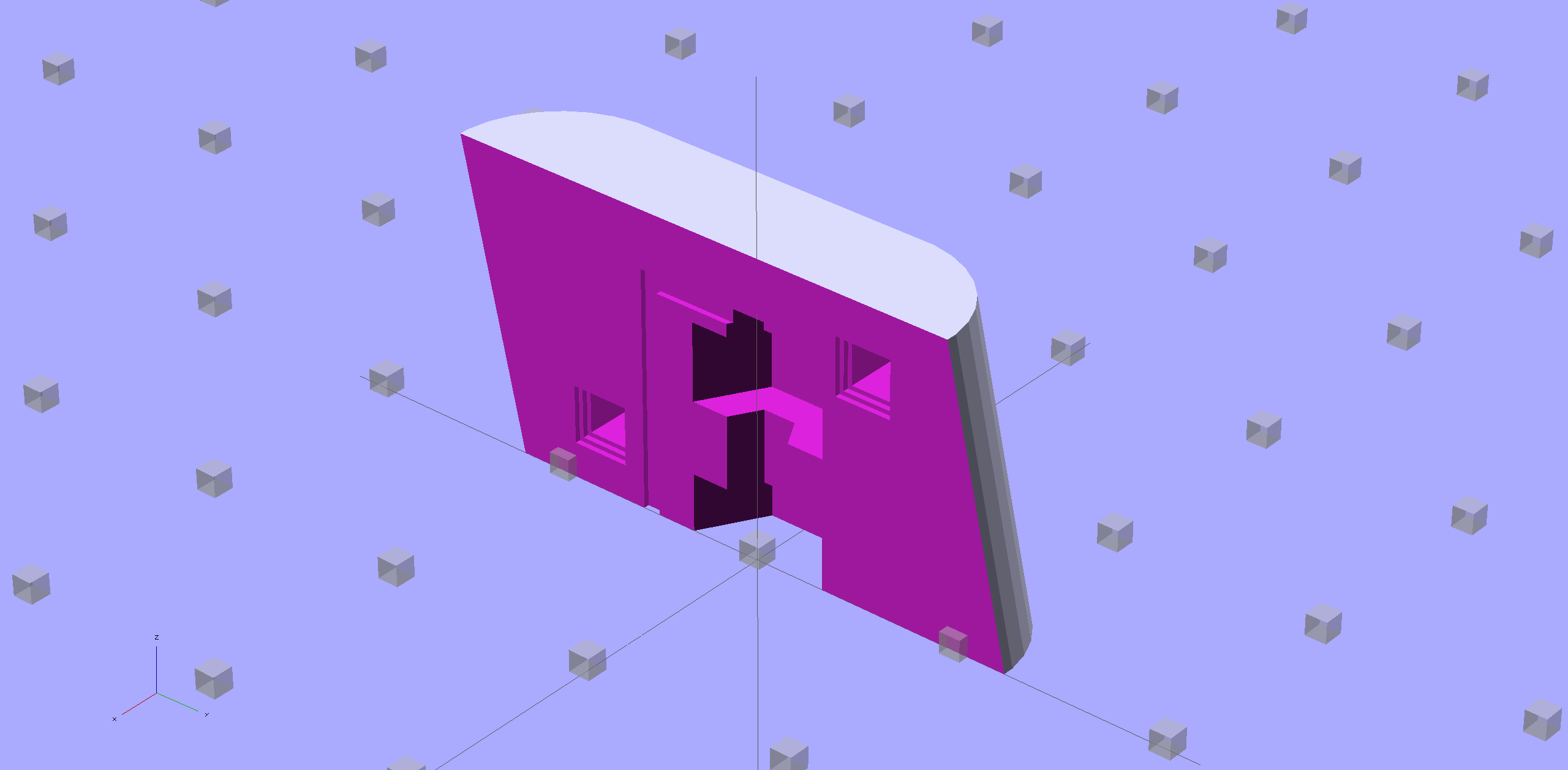
The OpenSCAD source code, replete with inadequacies:
// Browning Hi-Power Magazine Plug
// Ed Nisley KE4ZNU November 2013
Layout = "Show"; // Show Whole Pin Build
CrossSection = 1; // -1, 0, 1 to select section side or none
Section = (Layout == "Build") ? 1 : CrossSection; // for cross-section for build
//- Extrusion parameters must match reality!
// Print with 2 shells and 3 solid layers
ThreadThick = 0.25;
ThreadWidth = 0.40;
HoleWindage = 0.2;
Protrusion = 0.1; // make holes end cleanly
//----------------------
// Dimensions
Angle = 12.5; // from vertical
EndDia = 10.3; // an 11/32 inch drill fits
EndRadius = EndDia / 2;
Length = 24.0; // front-to-back perpendicular to magazine shaft
Height = 14.0; // bottom-to-top, parallel to magazine shaft
// 14 = 10 round capacity
// 28 = 7 round
RectLength = Length - EndDia; // block length between end radii
ScrewOD = 3.0 - 0.5; // bottom screw tapping diameter
ScrewLength = 11.0;
ScrewOffset = 0; // ... from centerline
NutOD = 5.5; // hex nut dia across flats
NutThick = 2.4; // ... then add 50% for thread engagement & epoxy
NutOffset = 6.0; // ... base height from floor
VentWidth = 2*ThreadWidth; // air vent from back of screw recess
VentDepth = 4*ThreadThick;
NumSides = 8*4; // default cylinder sides
PinOD = 1.72; // alignment pins
PinLength = 6.0;
PinInset = 0.9*EndRadius; // from outside edges
echo(str("Alignment pin length: ",PinLength));
Offset = 5.0/2; // from centerline for build layout
//----------------------
// Useful routines
// Locating pin hole with glue recess
// Default length is two pin diameters on each side of the split
module LocatingPin(Dia=PinOD,Len=0.0) {
PinLen = (Len != 0.0) ? Len : (4*Dia);
translate([0,0,-ThreadThick])
PolyCyl((Dia + 2*ThreadWidth),2*ThreadThick,4);
translate([0,0,-2*ThreadThick])
PolyCyl((Dia + 1*ThreadWidth),4*ThreadThick,4);
translate([0,0,-(Len/2 + ThreadThick)])
PolyCyl(Dia,(Len + 2*ThreadThick),4);
}
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
module ShowPegGrid(Space = 10.0,Size = 1.0) {
Range = floor(50 / Space);
for (x=[-Range:Range])
for (y=[-Range:Range])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
//----------------------
// Components
module Block(SectionSelect = 0) {
Delta = tan(Angle)*(Length/2); // incremental length due to angle
CropHeight = Height*cos(Angle); // block height perpendicular to base
echo(str("Perpendicular height: ",CropHeight));
difference() {
intersection() {
rotate([Angle,0,0])
difference() {
translate([0,0,-Height/2])
linear_extrude(height=2*Height,convexity=2) {
for (i=[-1,1])
translate([0,(i*RectLength/2),0])
rotate(180/NumSides)
circle(r=EndRadius/cos(180/NumSides),
$fn=NumSides);
square([EndDia,RectLength],center=true);
}
for (i=[-1,1])
translate([0,
(i*(Length/2 - PinInset)),
(CropHeight/2 + i*(CropHeight/2 - PinInset))])
rotate([0,90,0]) rotate(45-Angle)
LocatingPin(PinOD,PinLength);
}
translate([0,0,CropHeight/2])
cube([2*EndDia,3*Length,CropHeight],center=true);
}
translate([0,ScrewOffset,-Protrusion]) // screw
rotate(180/6)
PolyCyl(ScrewOD,(ScrewLength + Protrusion),6);
translate([0,ScrewOffset,NutOffset]) // nut trap in center
rotate(180/6)
PolyCyl(NutOD,1.5*NutThick,6);
translate([0,ScrewOffset,-Protrusion]) // nut clearance at base
rotate(180/6)
PolyCyl(NutOD,(1.1*NutThick + Protrusion),6);
translate([0,-(ScrewOffset + NutOD),(ScrewLength - Protrusion)/2]) // air vent
cube([VentDepth/2,VentWidth,(ScrewLength + Protrusion)],center=true);
translate([0,(ScrewOffset - NutOD/2),(ScrewLength - VentWidth/2)])
cube([VentDepth/2,NutOD,VentWidth],center=true);
if (SectionSelect == 1)
translate([EndDia,0,Height/2-Protrusion])
cube([2*EndDia,3*Length,Height+2*Protrusion],center=true);
else if (SectionSelect == -1)
translate([-EndDia,0,Height/2-Protrusion])
cube([2*EndDia,3*Length,Height+2*Protrusion],center=true);
}
}
//-------------------
// Build it...
ShowPegGrid();
if (Layout == "Pin")
LocatingPin(PinOD,PinLength);
if (Layout == "Show")
Block(CrossSection);
if (Layout == "Whole")
Block(0);
if (Layout == "Build") {
translate([(Offset + Length/2),Height/2,0])
rotate(90) rotate([0,-90,-Angle])
Block(-1);
translate([-(Offset + Length/2),Height/2,0])
rotate(-90) rotate([0,90,Angle])
Block(1);
}