Laser-cutting alignment pin holes in the most recent smashed-glass coaster raised the question of whether it’s feasible to engrave a deep recess around a hole with Good Enough accuracy for things like recessed screw heads.
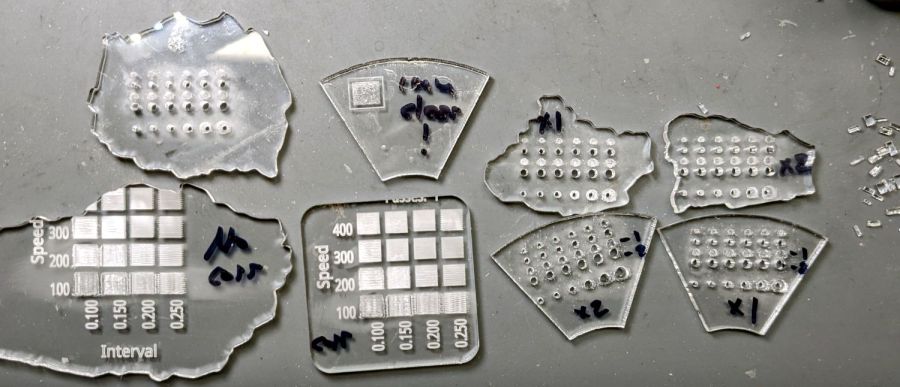
The test image:
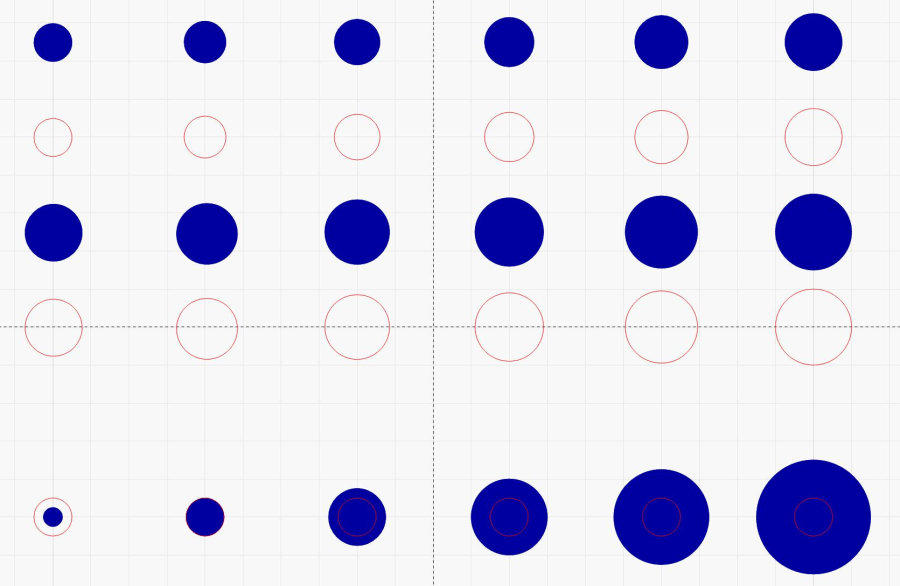
The top two rows create engraved recesses and cut holes from 1.0 to 1.5 mm and the next two rows run from 1.5 to 2.0 mm. The bottom row has 1.0 mm holes centered in engraved pits from 0.5 mm to 3.0 mm; obviously, the first hole will subsume its pit.
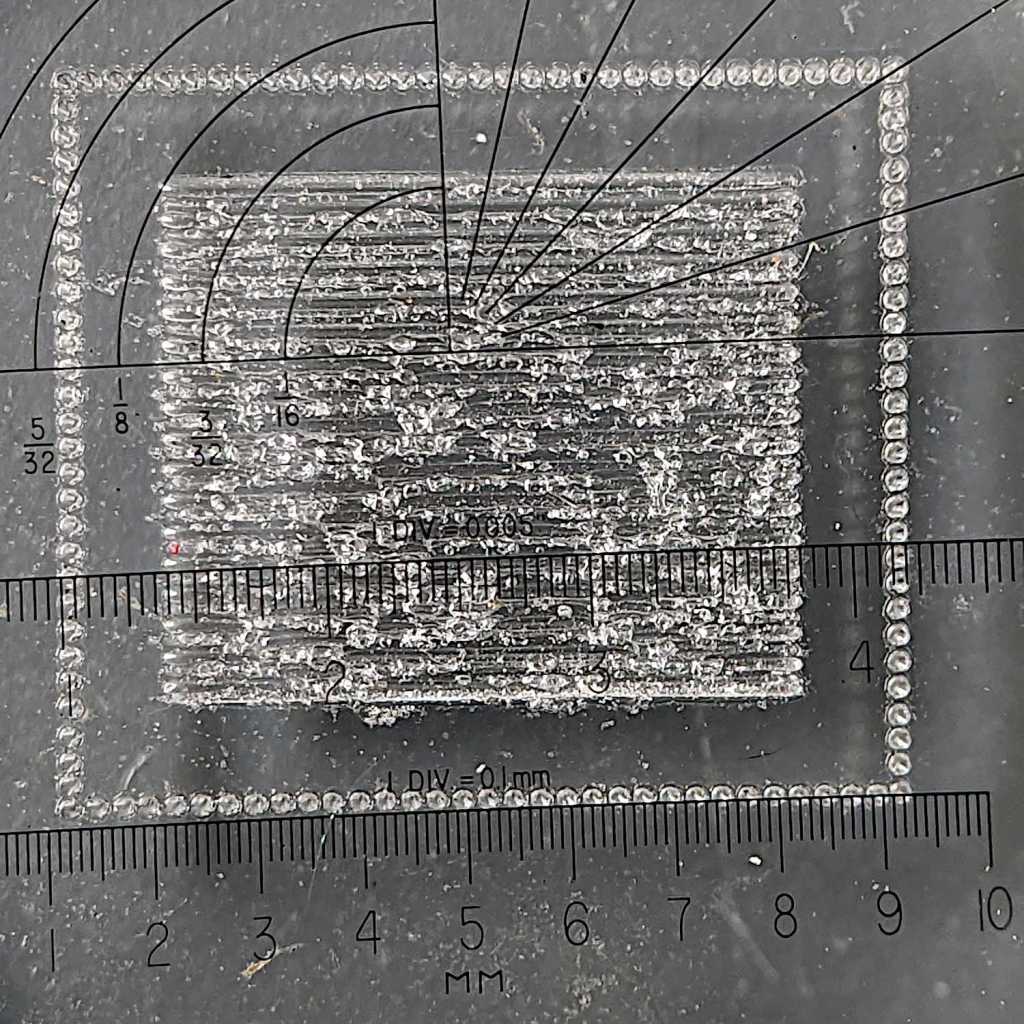
The first pass looked promising, although the edges of the engraved pits seemed ragged:

Perhaps the replacement power supply has different timing than the original one?
I’m still surprised that the core of a laser-cut hole falls right out of the sheet, right down to a sliver from a 1 mm hole:

Recalibrating the scan offset got the errors down to 0.1 mm in either direction:
The lines in the middle column are spaced 0.15 mm apart at scan speeds of 300 mm/s (top) and 200 mm/s (bottom).
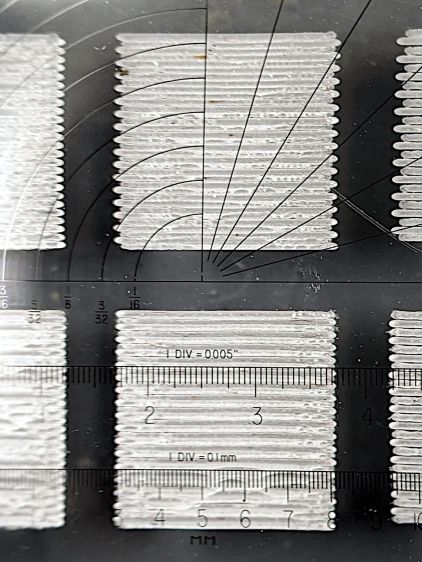
Another test pattern puts an engraved rectangle inside a dot-mode cut line with 1 mm spacing on all sides:
That’s wonderfully accurate!
A few more test pieces later:
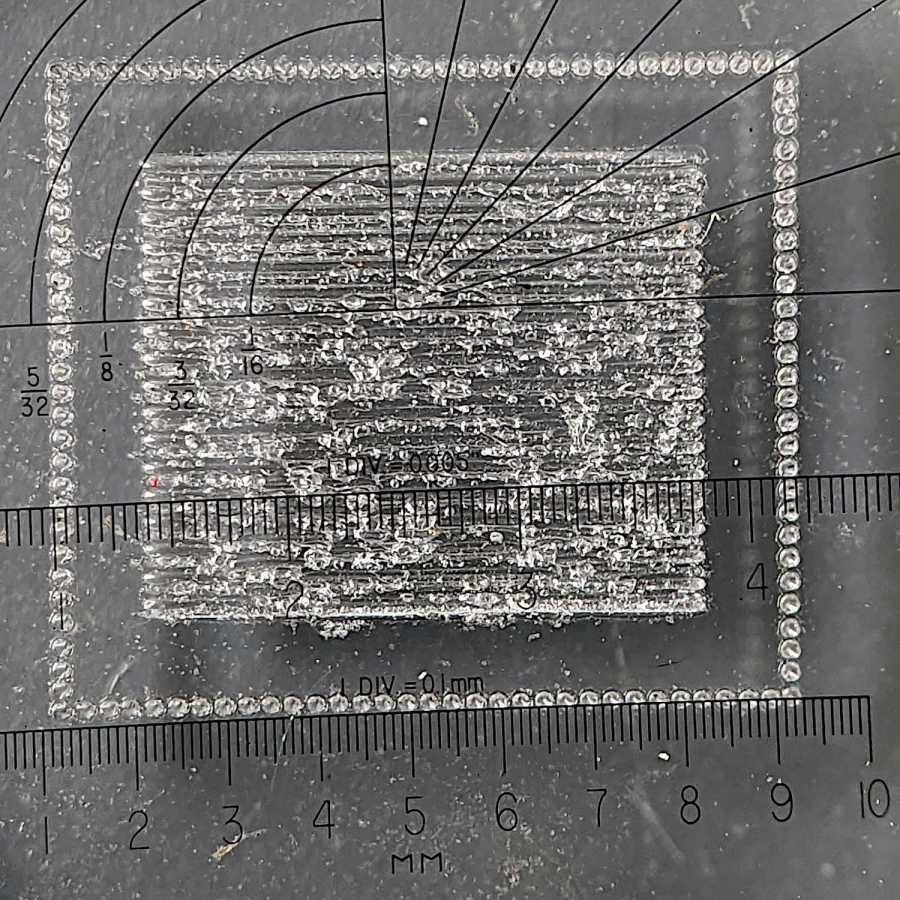
Returning to the pits-and-holes test, with one engraving pass:

That’s lined up to be looking directly down the 3 mm pit in the lower right, which looks fine.
Two engraving passes makes the pits deeper (nearly through the 2.5 mm arylic) and somewhat messier, but still nicely aligned with the holes:

Engraving the recess before cutting the hole seems to produce a better result, perhaps because both the engraving and the cutting encounter uniform surfaces.
All in all, this worked out better than I expected.