Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
What with all the snow this winter, I noticed that the muffler on the snowblower was rattling around something awful; eventually, the blue fire jetting directly from the engine block got to be distracting. Come to find out the bracket attached to the top of the block had ripped free from the muffler:
The two long bolts on the right explain why this particular anomaly didn’t get an immediate repair: they were firmly jammed, deep in the block, and resisted my gentle attempts to free them. For obvious reasons, you (well, I) don’t want to break off the end of a bolt in its tapped hole…
Snowblower muffler – failed bracket
So, over the course of a few weeks, I applied a dose of PB B’laster to the bolts, down deep behind the muffler where they entered the block, and gingerly wiggled the bolts back-and-forth to their ever-increasing limits of travel. Doing that every time I went into the garage guaranteed plenty of excess oil to smoke off the engine during the first few minutes, but ya gotta do what ya gotta do. Two days before the next big storm, the block finally released the bolts. Whew!
Evidently, having the bracket tear loose wasn’t a rare failure and, perhaps, the situation attracted the attention of someone in accounting who pointed out the warranty repair costs (no, our blower wasn’t in warranty), because the new muffler has a different bracket:
Snowblower muffler – new bracket design
Look at all those spot welds across that huge contact patch!
Yes, I used new bolts with a generous dollop of Never-Seez on each one…
A reversible belt lets me look perfectly natty, regardless of whether I’m wearing my brown pants or my khaki pants. The post joining the buckle and the base worked loose, so the spring wasn’t holding the two parts together; obviously, something must be done.
Loosen the four screws that hold the leather belt in place to reveal what’s inside:
Reversible belt buckle – spring post
Then push the two parts together and give the post a few shots with a sharp punch:
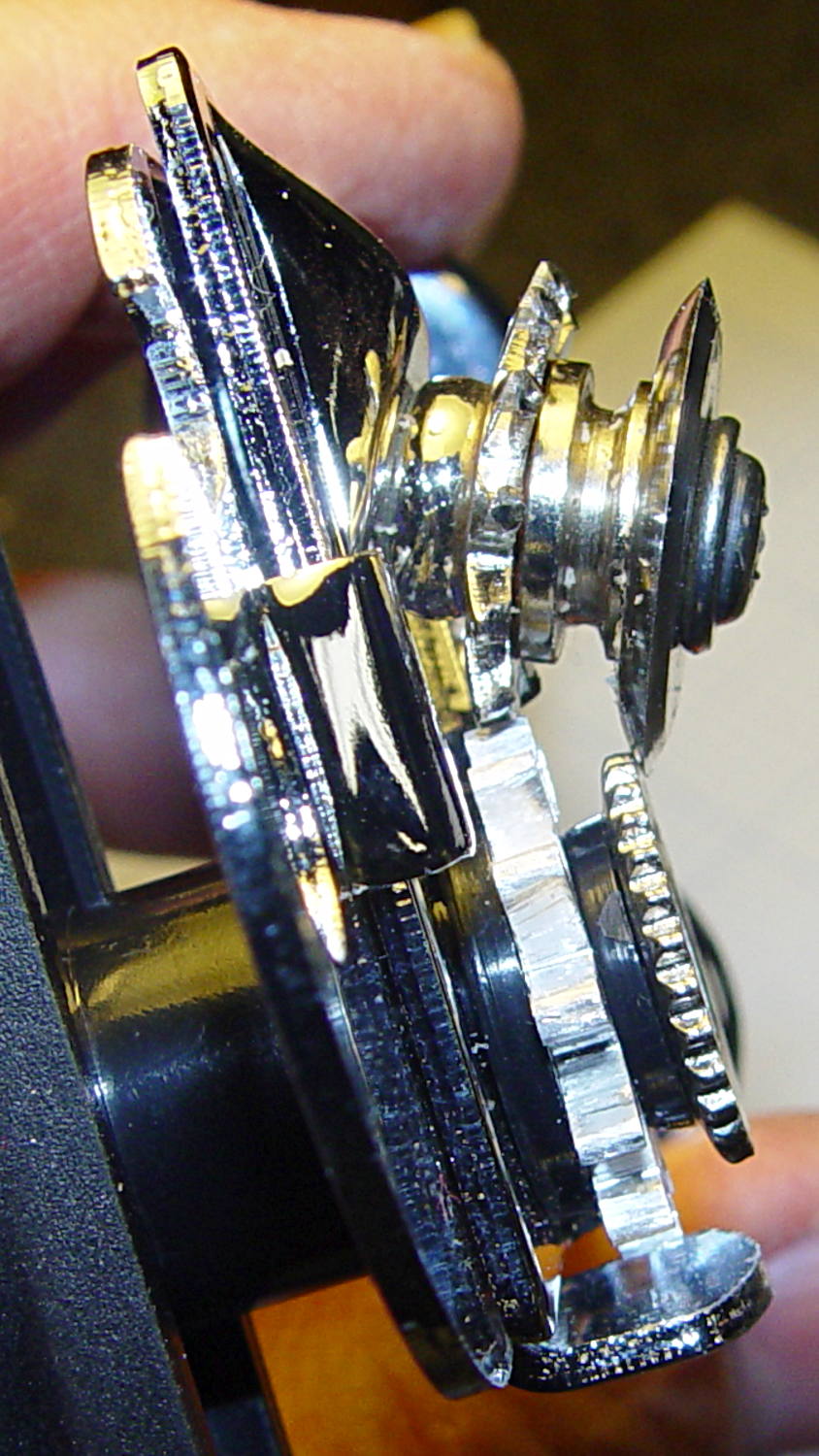
Cleaning up the wrecked gears on the can opener made it painfully obvious that I had to conjure at least one gear to get the poor thing working again:
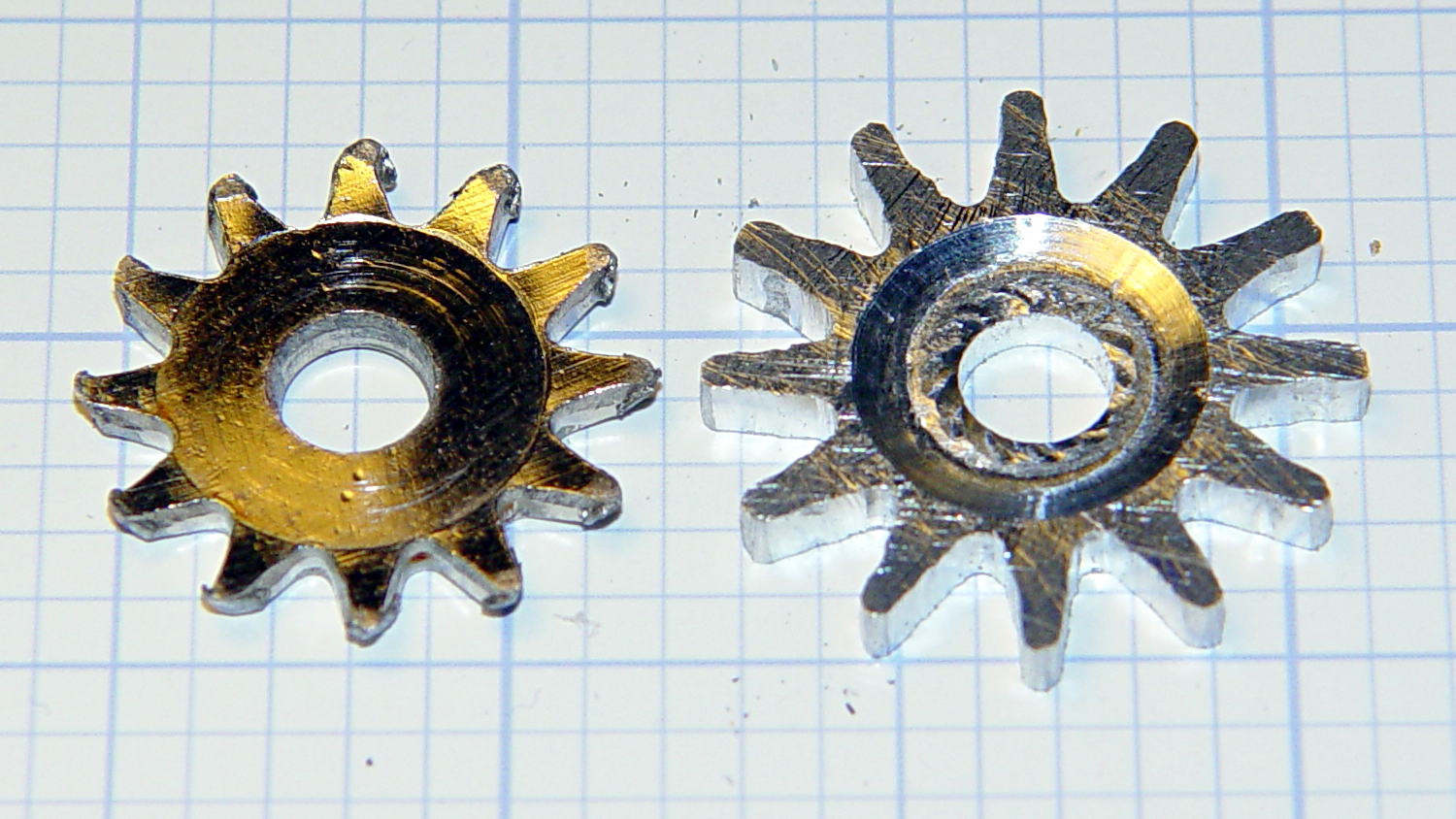
Can opener – gears and cutters
Fortunately, those are more in the line of cogs, rather than real gears, so I decided a crude hack would suffice: drill a pattern of holes to define the openings between the teeth, file / grind the teeth reasonably smooth, and then tweak the shape to suit.
Fitting some small number-size drills between the remains of the teeth showed:
A #52 = 52.0 mil = 1.32 mm drill matched the root curvature
A #28 = 140.5 mil = 3.57 mm drill was tangent to the small drill and the tooth walls
Neither of those count as precision measurements, particularly given the ruined teeth, but they’re close enough for a first pass.
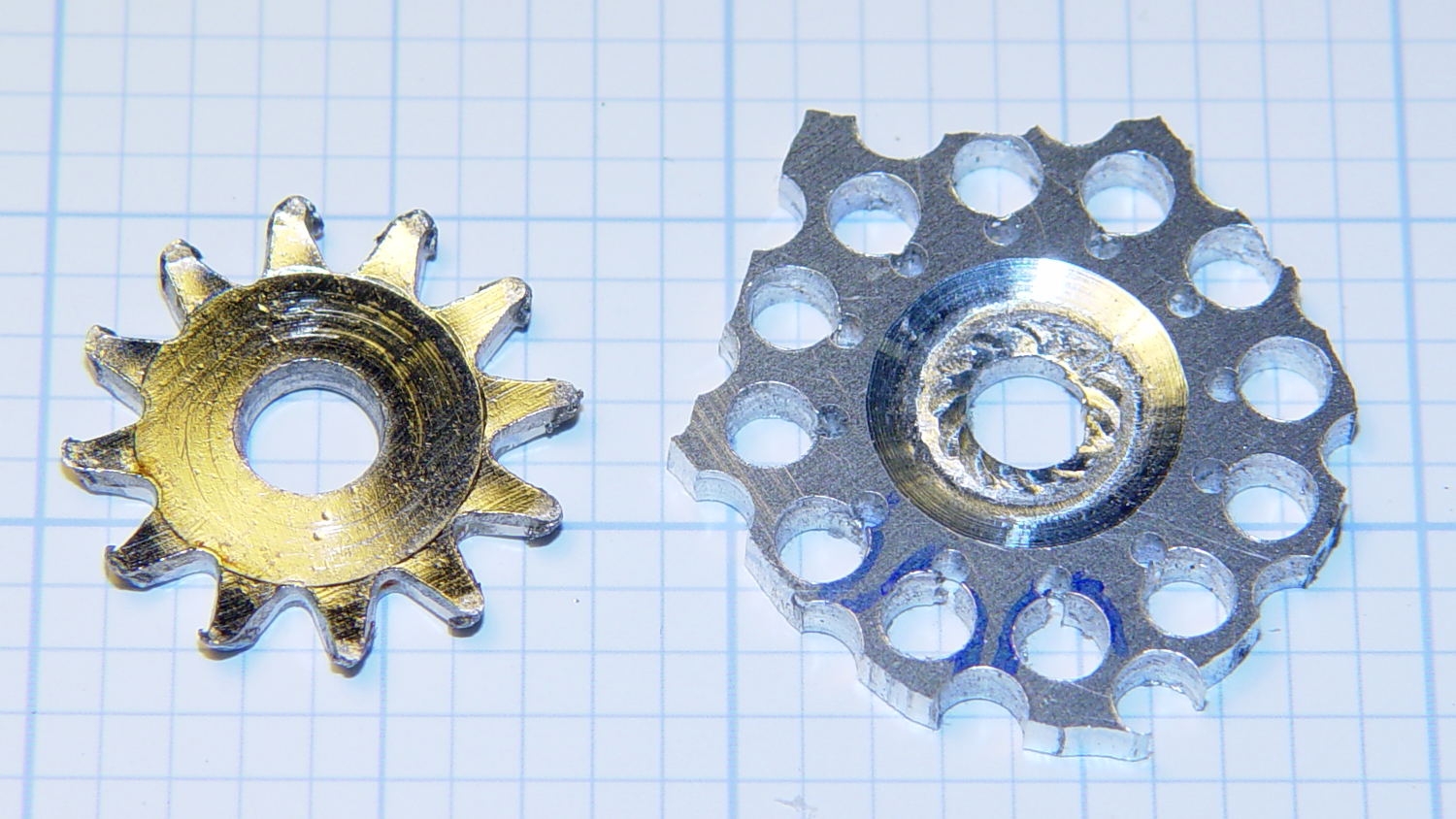
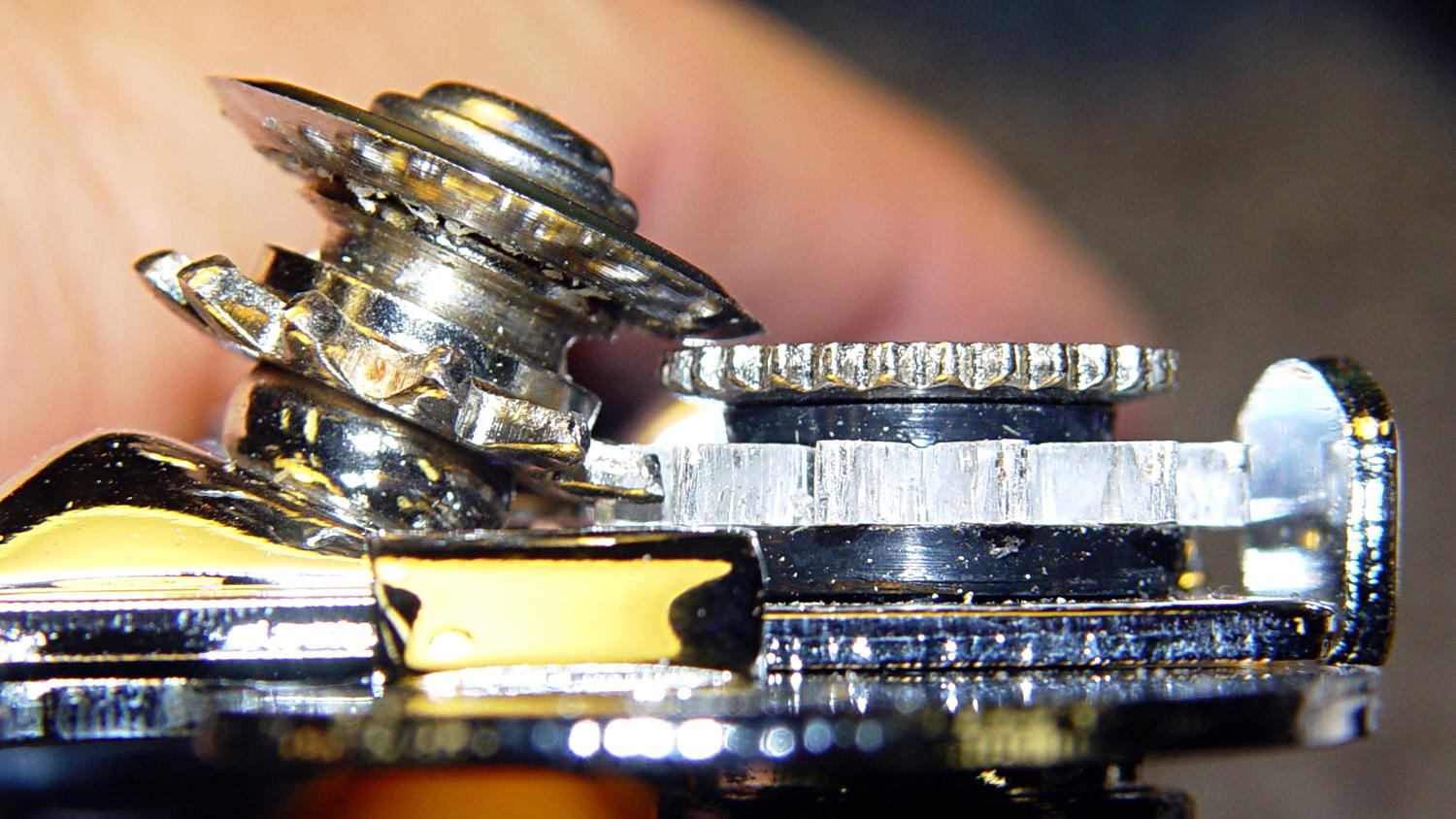
The OEM drive gear (on the right) has the teeth bent upward to mate with the cutter gear (on the left), but under normal gripping force, the teeth don’t mesh securely and tend to slide over / under / past each other. However, if I were to cut the drive gear from a metal sheet that’s thick enough to engage both the root and the crest of the cutter gear, that should prevent all the slipping & sliding. Some eyeballometric guesstimation suggested 2.5 mm would be about right and the Basement Laboratory Stockpile produced a small slab of 100 mil = 2.54 mm aluminum sheet.
However, the center part of the gear must have the same thickness as the OEM gear to keep the drive wheel at the same position relative to the cutter blade, which means a bit of pocket milling. I have some small ball burrs that seemed like they might come in handy.
A recent thread on the LinuxCNC mailing list announced Bertho Stultien’s gcmc, the G-Code Meta Compiler, and this looked like a golden opportunity to try it out. Basically, gcmc lets you write G-Code programs in a C-like language that eliminates nearly all the horrendous syntactic noise of raw G-Code. I like it a lot and you’ll be seeing more of it around here…
The gcmc source code, down below, include a function that handles automatic tool height probing, using that simple white-goods switch. The literal() function emits whatever you hand it as text for the G-Code file, which is how you mechanize esoteric commands that gcmc doesn’t include in its repertoire. It’s basically the same as my bare G-Code probe routine, but now maintains a state variable that eliminates the need for separate first-probe and subsequent-probe entry points.
One point that tripped me up, even though I should know better: because gcmc is a compiler, it can’t read G-Code parameters that exist only when LinuxCNC (or whatever) is interpreting the G-Code. You can write parameters with values computed at compile time, but you can’t read and process them in the gcmc program.
Anyhow, the first pass produced an array of holes that, as I fully expected, weren’t quite right:
Can opener gear – first hole pattern
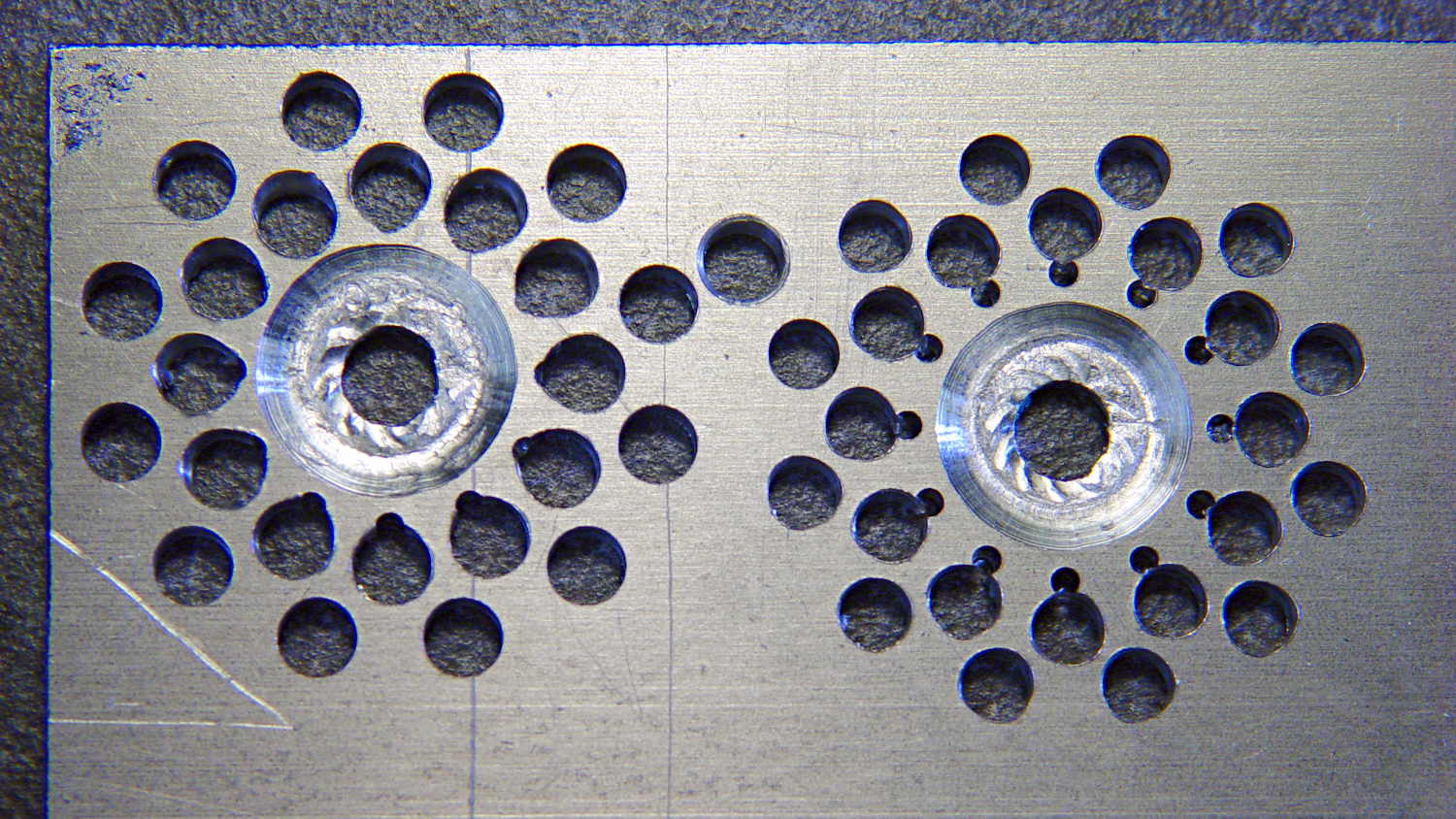
The second pass got the root and middle holes tangent to each other:
Can opener gear – second hole pattern
It also ran a center drill pass for those tiny little holes to prevent their drill from wandering about. The other drills are about the same size as the center drill, so they’re on their own.
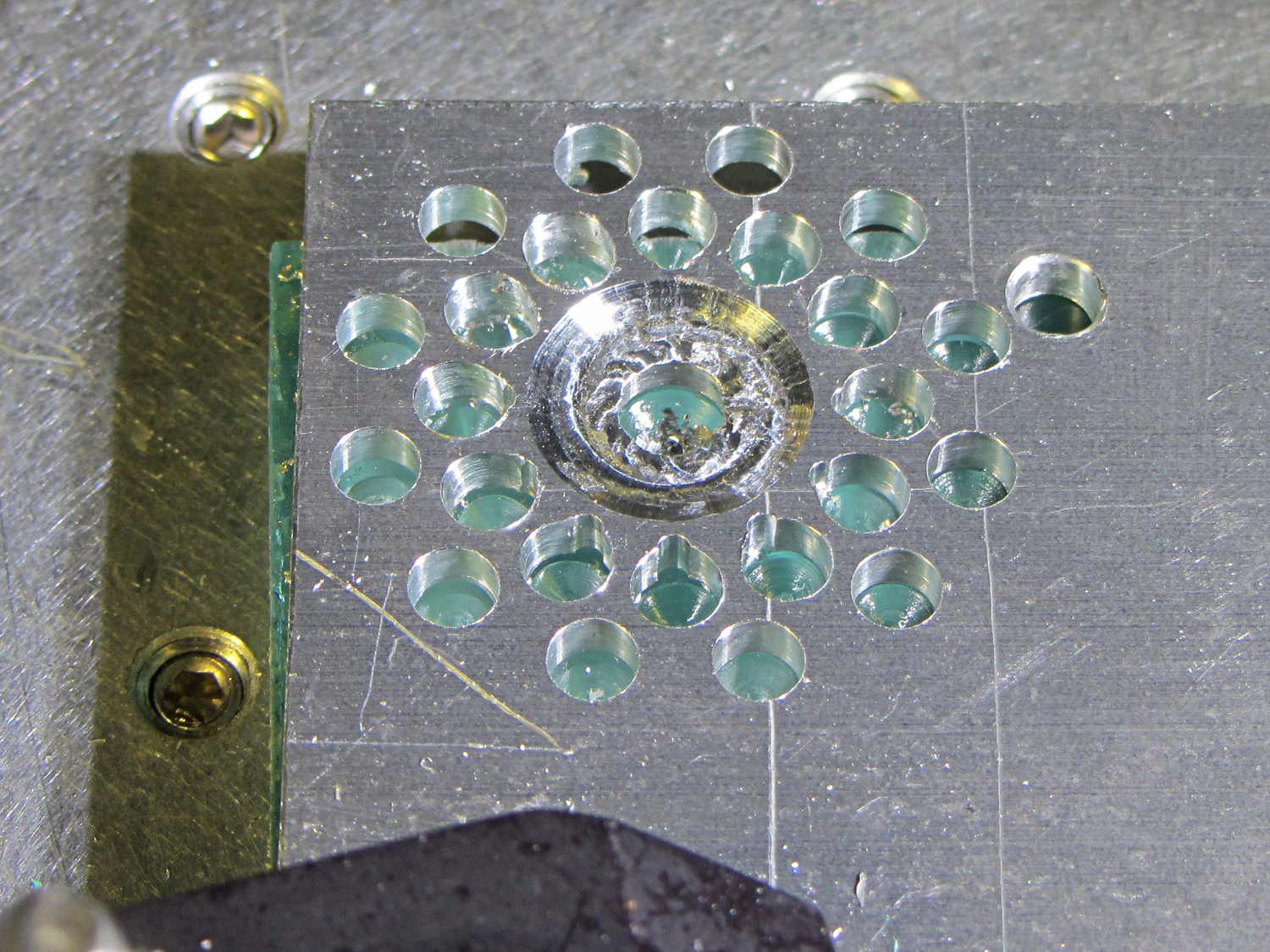
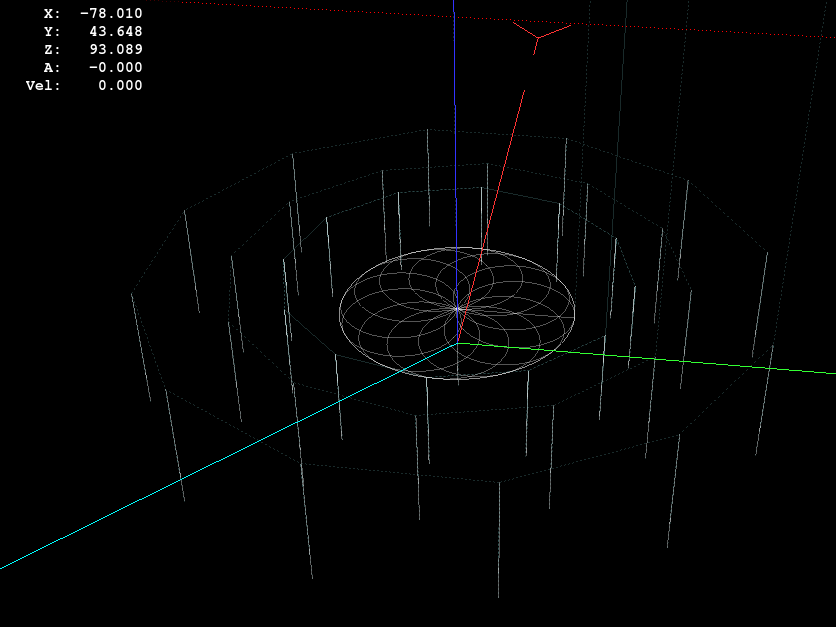
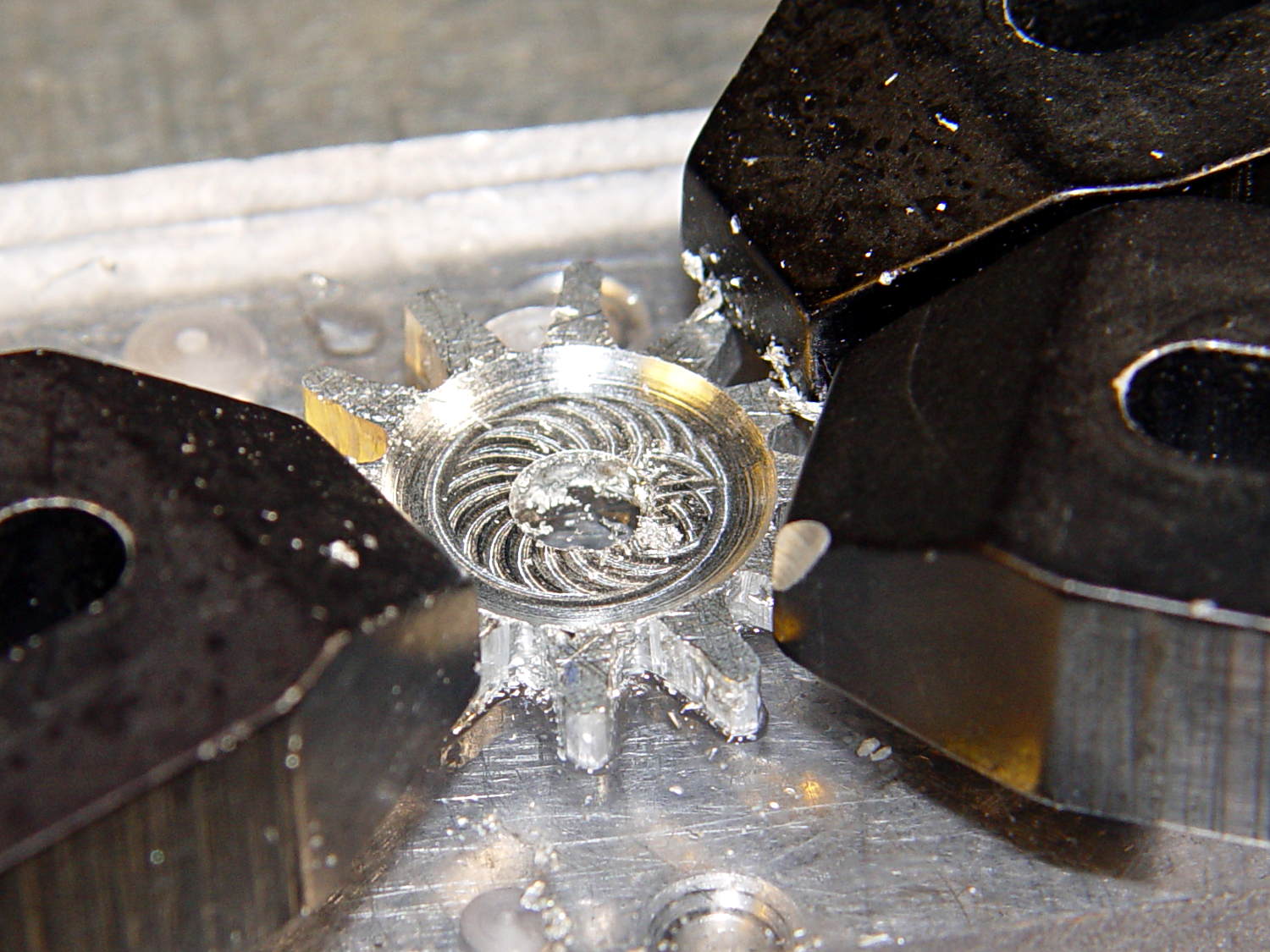
The rosette around the central hole comes from sweeping the burr in a dozen overlapping circles tangent to the outer diameter, then making a cleanup pass around the OD:
Can opener gear – 12 leaf rosette
Incidentally, that stray hole between the two patterns came from the aluminum sheet’s previous life, whatever it may have been. There are three other holes, two of which had flat washers taped to them, so your guess is as good as mine. That’s my story and I’m sticking with it.
Introducing the sheet to Mr Bandsaw and cutting through the outer ring produced a bizarre snowflake:
Can opener gear – cut out
Cutting off the outer ring of holes turned the incipient gear body into a ragged shuriken:
Can opener gear – isolated
A few minutes of increasingly deft Dremel cutoff wheel work, poised on the bench vise over the shopvac nozzle to capture the dust, produced a credible gear shape:
Can opener gear – first pass
Iterating through some trial fits, re-grinds, and general fiddling showed that the center pocket was too shallow. The cutter wheel should slightly clear the drive wheel, but it’s an interference fit:
Can opener gear – trial fit
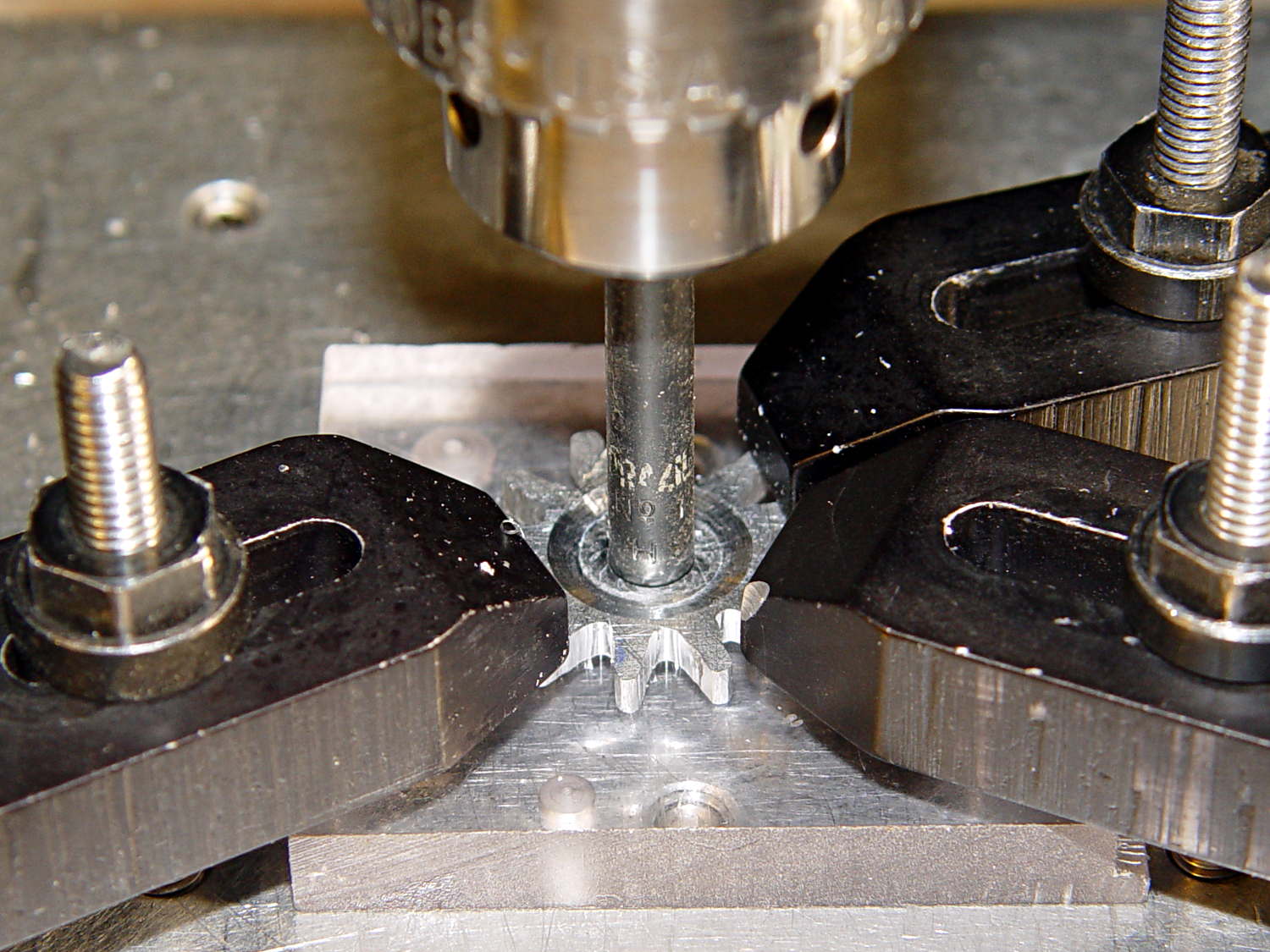
Which, of course, meant that I had to clamp the [mumble] thing back in the Sherline and re-mill the pocket. The trick is to impale it on the wrong end of a suitable drill, clamp it down, and touch off that spot as the origin:
Can opener gear – re-centering
I took the opportunity to switch to a smaller ball and make 16 little circles to clear the pocket:
Can Opener Gear – 16 leaf rosette
Now that’s better:
Can opener gear – deeper pocket
Another trial fit showed that everything ended up in the right place:
Can opener gear – final fit
I gave it a few cranks, touched up any cogs that clashed with the (still misshapen) cutter gear, applied it to a randomly chosen can, and it worked perfectly:
Squeeze the levers to easily punch through the lid
Crankety crank on the handle, while experiencing none of the previous drama
The severed lid falls into the can
Which is exactly how it’s supposed to work. What’s so hard about that?
What you can’t see in that picture is the crest of the lowest cutter gear tooth fitting just above the bottom of the drive gear root. Similarly, the crest of the highest drive gear tooth remains slightly above the cutter root. That means the cutter gear teeth always engage the drive gear, there’s no slipping & sliding, and it’s all good.
Aluminum isn’t the right material for a gear-like object meshed with a steel counterpart, but it’s easy to machine on a Sherline. I’ll run off a few more for show-n-tell and, if when this one fails, I’ll have backup.
The gcmc source code:
// Can opener drive gears
// Ed Nisley KE4ZNU - February 2014
// Sherline CNC mill with tool height probe
// XYZ touchoff origin at center on fixture surface
DO_DRILLCENTER = 1;
DO_MILLCENTER = 1;
DO_DRILLINNER = 1;
DO_DRILLOUTER = 1;
DO_DRILLTIPS = 1;
//----------
// Overall dimensions
GearThick = 2.54; // overall gear thickness
GearCenterThick = 1.75; // thickness of gear center
GearTeeth = 12; // number of teeth!
ToothAngle = 360deg/GearTeeth;
GearOD = 22.0; // tooth tip
GearID = 13.25; // tooth root
SafeZ = 20.0; // guaranteed to clear clamps
TravelZ = GearThick + 1.0; // guaranteed to clear plate
//----------
// Tool height probe
// Sets G43.1 tool offset in G-Code, so our Z=0 coordinate always indicates the touchoff position
ProbeInit = 0; // 0 = not initialized, 1 = initialized
ProbeSpeed = 400.0mm;
ProbeRetract = 1.0mm;
PROBE_STAY = 0; // remain at probe station
PROBE_RESTORE = 1; // return to previous location after probe
function ProbeTool(RestorePos) {
local WhereWasI;
WhereWasI = position();
if (ProbeInit == 0) { // probe with existing tool to set Z=0 as touched off
ProbeInit++;
literal("#<_Probe_Speed> = ",to_none(ProbeSpeed),"\n");
literal("#<_Probe_Retract> = ",to_none(ProbeRetract),"\n");
literal("#<_ToolRefZ> = 0.0 \t; prepare for first probe\n");
ProbeTool(PROBE_STAY);
literal("#<_ToolRefZ> = #5063 \t; save touchoff probe point\n");
literal("G43.1 Z0.0 \t; set zero offset = initial touchoff\n");
}
elif (ProbeInit == 1) { // probe with new tool, adjust offset accordingly
literal("G49 \t; clear tool length comp\n");
literal("G30 \t; move over probe switch\n");
literal("G59.3 \t; use coord system 9\n");
literal("G38.2 Z0 F#<_Probe_Speed> \t; trip switch on the way down\n");
literal("G0 Z[#5063 + #<_Probe_Retract>] \t; back off the switch\n");
literal("G38.2 Z0 F[#<_Probe_Speed> / 10] \t; trip switch slowly\n");
literal("#<_ToolZ> = #5063 \t; save new tool length\n");
literal("G43.1 Z[#<_ToolZ> - #<_ToolRefZ>] \t; set new length\n");
literal("G54 \t; return to coord system 0\n");
literal("G30 \t; return to safe level\n");
}
else {
error("*** ProbeTool sees invalid ProbeInit: ",ProbeInit);
comment("debug,*** ProbeTool sees invalid ProbeInit: ",ProbeInit);
ProbeInit = 0;
}
if (RestorePos == PROBE_RESTORE) {
goto(WhereWasI);
}
}
//----------
// Utility functions
function WaitForContinue(MsgStr) {
comment(MsgStr);
pause();
}
function CueToolChange(MsgStr) {
literal("G0 Z" + SafeZ + "\n");
literal("G30\n");
WaitForContinue(MsgStr);
}
function ToolChange(Info,Name) {
CueToolChange("msg,Insert " + to_mm(Info[TOOL_DIA]) + " = " + to_in(Info[TOOL_DIA]) + " " + Name);
ProbeTool(PROBE_STAY);
WaitForContinue("msg,Set spindle to " + Info[TOOL_SPEED] + " rpm");
feedrate(Info[TOOL_FEED]);
}
function GetAir() {
goto([-,-,SafeZ]);
}
//-- compute drill speeds & feeds based on diameter
// rule of thumb is 100 x diameter at 3000 rpm for real milling machines
// my little Sherline's Z axis can't produce enough thrust for that!
MaxZFeed = 600.0mm; // fastest possible Z feed
TOOL_DIA = 0; // Indexes into DrillParam() result
TOOL_SPEED = 1; // spindle RPM
TOOL_FEED = 2; // linear feed
TOOL_TIP = 3; // length of 118 degreee drill tip
function DrillParam(Dia) {
local RPM,Feed,Tip,Data,Derating;
Derating = 0.25; // derate from (100 x diameter) max feed
RPM = 3000.0; // default 3 k rpm
Feed = Derating * (100.0 * Dia);
if (Feed > MaxZFeed) {
RPM *= (MaxZFeed / Feed); // scale speed downward to fit
Feed = MaxZFeed;
}
Tip = (Dia/2) * tan(90deg - 118deg/2);
Data = [Dia,RPM,Feed,Tip];
message("DrillParam: ",Data);
return Data;
}
//-- peck drilling cycle
function PeckDrill(Endpt,Retract,Peck) {
literal("G83 X",to_none(Endpt[0])," Y",to_none(Endpt[1])," Z",to_none(Endpt[2]),
" R",to_none(Retract)," Q",to_none(Peck),"\n");
}
//----------
// Make it happen
literal("G99\t; retract to R level, not previous Z\n");
WaitForContinue("msg,Verify: G30 position in G54 above tool change switch?");
WaitForContinue("msg,Verify: fixture origin XY touched off at center of gear?");
WaitForContinue("msg,Verify: Z touched off on top surface at " + GearThick + "?");
ProbeTool(PROBE_STAY);
//-- Drill center hole
if (DO_DRILLCENTER) {
DrillData = DrillParam(5.0mm);
ToolChange(DrillData,"drill");
goto([0,0,-]);
goto([-,-,TravelZ]);
drill([0,0,-1.5*DrillData[TOOL_TIP]],TravelZ,DrillData[TOOL_DIA]);
GetAir();
}
//-- Drill inner ring
if (DO_DRILLINNER) {
DrillData = DrillParam(1.32mm);
RingRadius = GearID/2.0 + DrillData[TOOL_DIA]/2.0; // center of inner ring holes
HolePosition = [RingRadius,0mm,-1.5*DrillData[TOOL_TIP]];
// but first, center-drill to prevent drifting
CDData = DrillParam(1.00mm); // pretend it's a little drill
CDData[TOOL_FEED] = 100mm; // ... use faster feed
CDPosition = HolePosition; // use center drill coordinates
CDPosition[2] = GearThick - 0.25mm; // ... just below surface
ToolChange(CDData,"center drill");
goto([0,0,-]);
goto([-,-,TravelZ]);
for (Tooth = 0 ; Tooth < GearTeeth ; Tooth++) {
drill(CDPosition,TravelZ,2*TravelZ); // large increment ensures one stroke
CDPosition = rotate_xy(CDPosition,ToothAngle);
}
// now drill the holes
ToolChange(DrillData,"drill");
goto([0,0,-]);
goto([-,-,TravelZ]);
for (Tooth = 0 ; Tooth < GearTeeth ; Tooth++) {
PeckDrill(HolePosition,TravelZ,DrillData[TOOL_DIA]);
HolePosition = rotate_xy(HolePosition,ToothAngle);
}
GetAir();
}
//-- Mill center recess
if (DO_MILLCENTER) {
MillData = [4.50mm,3000,250.0mm,0.0mm]; // spherical ball burr
Delta = GearThick - GearCenterThick; // depth to be milled away
Inset = sqrt(2.0*Delta*(MillData[TOOL_DIA]/2) - pow(Delta,2)); // toll axis to milled edge
ToolChange(MillData,"ball burr");
goto([0,0,-]); // above central hole
goto([0,0,GearThick]); // vertically down to flush with surface
move([0,0,GearCenterThick]); // into gear blank
for (Angle = 0.0deg; Angle < 360.0deg; Angle+=360.0deg/16) { // clear interior
circle_cw((GearID/2 - Inset)/2,Angle);
}
move_r([(GearID/2 - Inset),0.0,0.0]); // clean rim
circle_ccw([0.0,0.0,GearCenterThick],2);
GetAir();
}
//-- Drill outer ring
if (DO_DRILLOUTER) {
RingRadius += DrillData[TOOL_DIA]/2; // at OD of inner ring holes
DrillData = DrillParam(3.18mm);
RingRadius += DrillData[TOOL_DIA]/2.0; // center of outer ring holes
HolePosition = [RingRadius,0mm,-1.5*DrillData[TOOL_TIP]];
ToolChange(DrillData,"drill");
for (Tooth = 0 ; Tooth < GearTeeth ; Tooth++) {
PeckDrill(HolePosition,TravelZ,DrillData[TOOL_DIA]);
HolePosition = rotate_xy(HolePosition,ToothAngle);
}
GetAir();
}
//-- Drill to locate gear tooth tip end
if (DO_DRILLTIPS) {
DrillData = DrillParam(4.22mm);
RingRadius = GearOD/2.0 + DrillData[TOOL_DIA]/2.0; // tangent to gear tooth tip
HolePosition = [RingRadius,0mm,-1.5*DrillData[TOOL_TIP]];
HolePosition = rotate_xy(HolePosition,ToothAngle/2); // align to tooth
ToolChange(DrillData,"drill");
for (Tooth = 0 ; Tooth < GearTeeth ; Tooth++) {
PeckDrill(HolePosition,TravelZ,DrillData[TOOL_DIA]);
HolePosition = rotate_xy(HolePosition,ToothAngle);
}
GetAir();
}
literal("G30\n");
comment("msg,Done!");
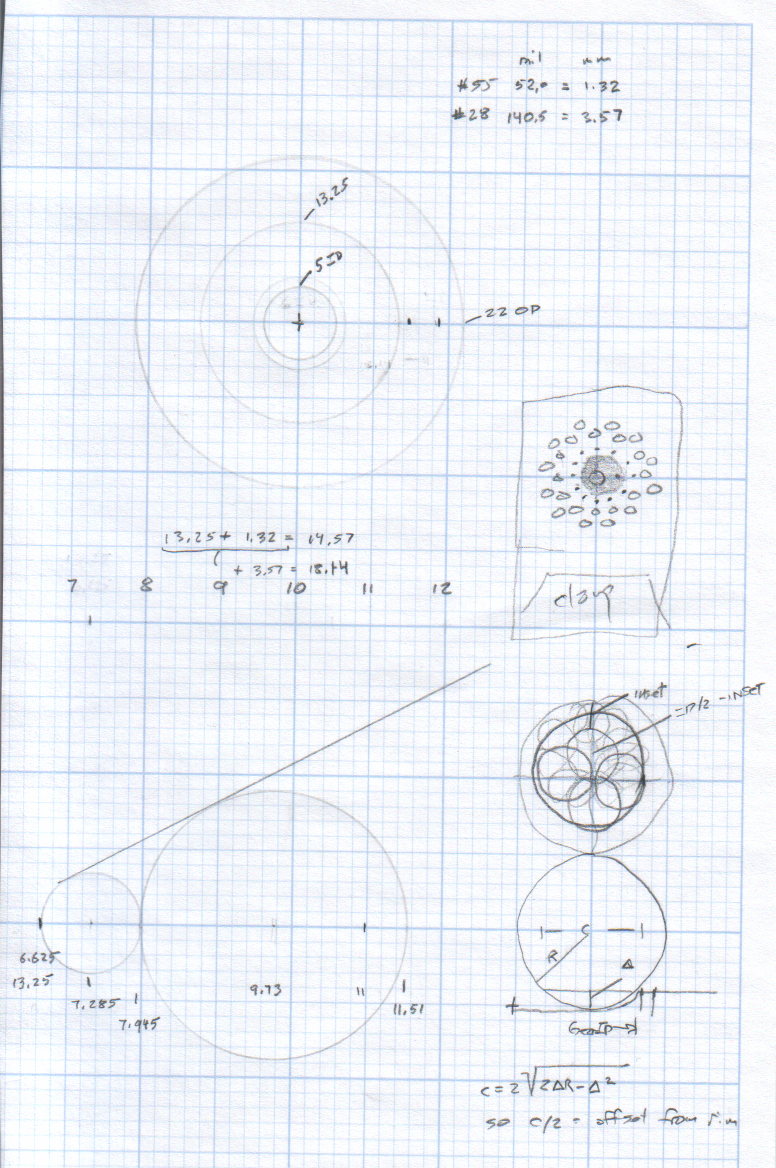
The original doodle that suggested the possibility:
Can Opener Gears – Doodle 1
The chord equation at the bottom shows how to calculate the offset for the ball burr, although it turns out there’s no good way to measure the cutting diameter of the burr and it’s not really spherical anyway.
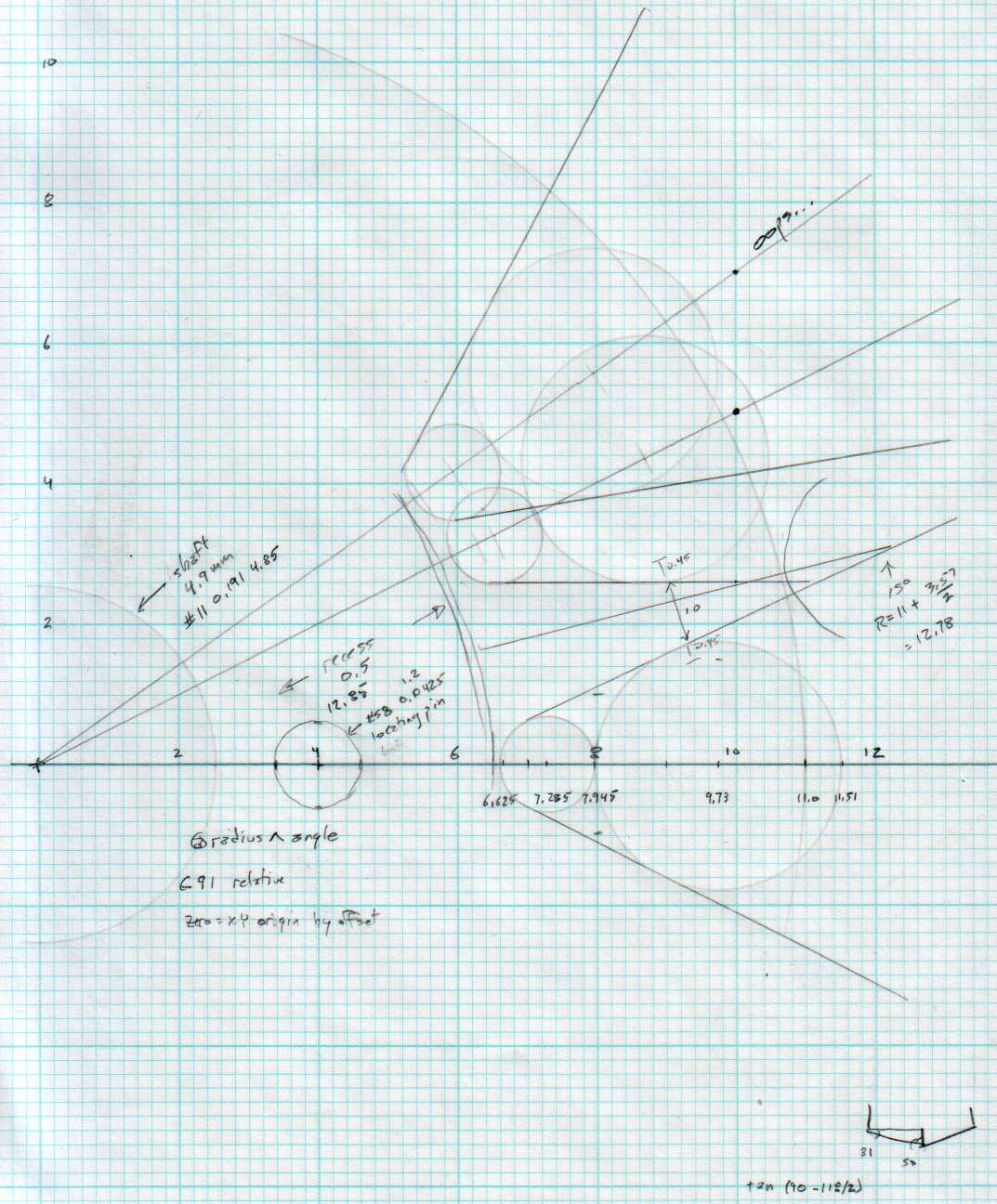
A more detailed doodle with the key line at a totally bogus angle:
Can Opener Gears – Doodle 2
The diagram in the lower right corner shows how you figure the length of the tip on a 118° drill point, which you add to the thickness of the plate in order to get a clean hole.
After all the height map tweaking, Slic3r duplicated the Tux and SqWr STL positive models, distributed them on the platform, and the small molds printed out easily enough:
Tux SqWr positive molds – as built
The larger pin plate wasn’t quite as successful. Despite what this might look like, that’s the same black PLA as the smaller molds:
Mold peg plate – repaired
I used 10% infill density, which was structurally good enough for a very light slab, but it left large gaps near the side walls that the top fill didn’t quite cover. Part of the problem was that the walls, being cylindrical sections, kept overhanging toward the inside, leaving the top fill nothing to grab around the nearly tangential perimeter. I think printing the slab upside-down, with the top surface against the platform, would solve that problem and also produce a glass-smooth surface under the positive molds.
I took the easy way out by troweling JB KwikWeld epoxy into the holes, smoothing it, and sanding the surfaces more-or-less smooth. That should suffice to cast the negative mold in silicone over everything, but it sure ain’t pretty:
Mold plate with Tux SqWr positives in place
The molds are just sitting on their pegs and haven’t been taped in place; the lower-left Tux appears to be making a break for freedom.
The Mighty Thor will do the silicone negative mold… and the further I stay away from the chocolate tempering & pouring process, the better it’ll be for all parties concerned.
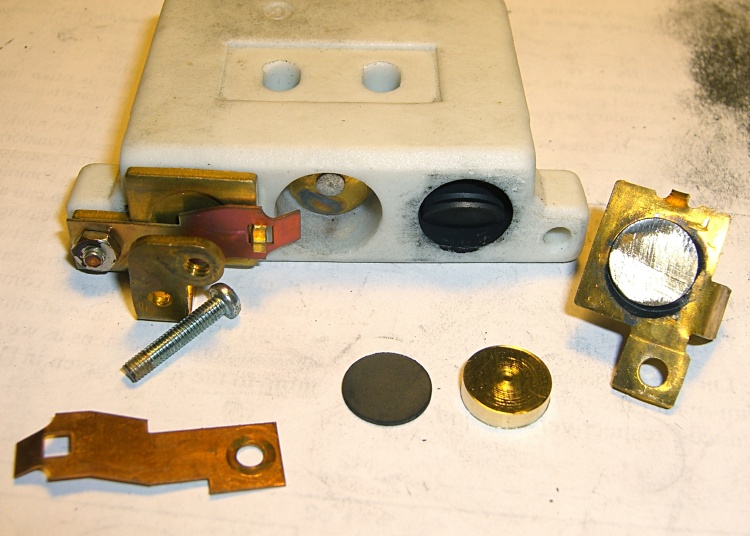
The speed control pedal on Mary’s sewing machine once again started racing away from a dead stop, which we now know means more disks inside the carbon pile rheostat have disintegrated. It looked pretty much the same as when I took it apart in 2009:
Rheostat graphite wafers and contacts
This time, it had one cracked wafer and several thin ones, reducing the length of the stacks so much that the pedal exerted very little force (thus, not starting the motor) before the shorting contacts caused a runaway.
Back then, I’d machined two brass disks to fill the empty space:
Rheostat with brass spacer button
A rough measurement showed I’d have to double their thickness to about 7 mm each, but it seemed like replacing high-resistance carbon with low-resistance brass wasn’t a Good Idea, at least when taken to an extreme. Not knowing what would count as an extreme in this situation, I decided to replace the brass disks with graphite cylinders sized to fill up the empty space.
The Little Box o’ Machinable Graphite produced a small bar, from which I sliced a square with jeweler’s pull saw:
Machineable Graphic – rough-sawn slab
Cutting that in half, then one of the bars in half, produced a pair of cubes:
Machineable Graphic – cubes
I tried sanding off the corners:
Machineable Graphic – sanded cube
After it became painfully obvious that process would take just slightly less than forever, I deployed the Dremel sanding drum:
Machineable Graphic – cylinders
Much to my surprise, the shop vacuum didn’t quite inhale the cloth, I didn’t drop either of the cylinders into its gaping maw or sand away my fingertips, and the cylinders emerged more-or-less good looking. I sanded the faces reasonably smooth and parallel, removed a few high spots left by the Dremel, and the cylinders slid neatly into the holes in the ceramic rheostat.
I felt a definite kinship with those guys in the rackets (not squash, as I once knew) court under the stadium seats…
I put the cylinders at the end of the stacks, against the graphite buttons (shown in the top picture), and left the disks to settle themselves against the brass contacts. In retrospect, I should have put the cylinders against the brass, so that the inevitable erosion will chew on the (relatively) easily replaced bulk cylinders.
Each graphite cylinder displaced six disks, so now I have some spares for next time. I’m certain that the graphite has lower resistance than the equivalent length of disks, but it’s probably higher than the same length of brass. I was not going to slice those cylinders into disks.
After vigorous and repeated handwashing with gritty cleaner after leaving the Basement Laboratory Workshop, the pedal assembly went back together smoothly and, once again, operates the way it should: controllable smooth low speeds, crazy-fast high speeds, and a steady transition between the two. Mary has resumed quilting up a storm.
That shop vacuum may never forgive me, but it totally eliminated all the carbon dust from the work area. The filter started out coated with a generous layer of dust and crud, so I’m pretty sure it collected most of the very fine dust, too.
I briefly considered using the lathe, but came to my senses.
The cheap way to do AC motor speed control involves a triac chopping the sine wave, so as to produce all manner of hash above and beyond the usual motor commutation noise. It occurs to me that the sewing machine has a universal motor that would run just as happily on 120 V DC as it does on AC, so a cheap 120 V DC supply (around 2 A should suffice) from the usual eBay supplier and a high voltage MOSFET on a generous heatsink would work even better. One might even get by with just a full-wave rectifier bridge and pulsating DC.
The rheostat doesn’t dissipate more than a few watts, I think, so thermal management should not pose a serious problem.
The motor rating says it’s good for 1 A, which means the power should be less than a few tens of watts. Some resistance and current measurements are in order.
You can actually buy replacement pedals, but what’s the fun in that?
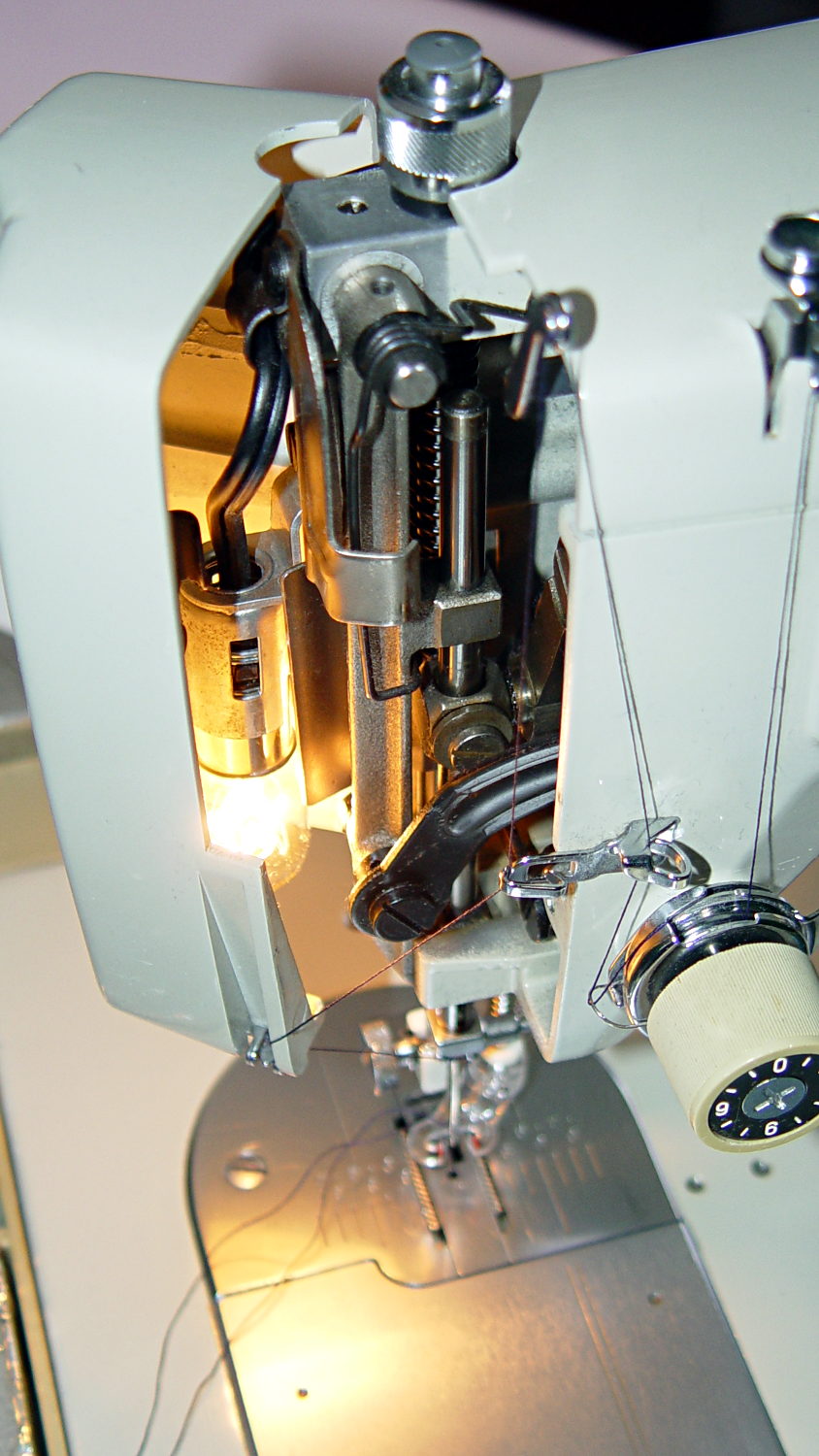
Mary wants more light directly around the needle of her Kenmore Model 158 sewing machine, as the existing light (a 120 V 15 W incandescent bulb tucked inside the end housing) casts more of a diffuse glow than a directed beam:
Kenmore Model 158 Sewing Machine – lamp
The end cap fits snugly around the bulb, but I thought a pair of 10 mm white LEDs, mounted side-by-side and aimed downward at the cover plate, would work. Of course, plugging a pair of white LEDs into a 120 VAC socket won’t work, but some judicious rewiring and a new 12 V DC wall wart will take care of that.
The bulb has a dual-contact bayonet base, with both pins isolated from the shell and connected to the non-polarized (!) line cord through the power switch. I didn’t know it was called a BA15d base, but now I do.
A 12 V automotive brake/taillight bulb (type 1157, I think) pulled from the Big Box o’ Bulbs has a slightly different pin arrangement that keys the filaments (which are not isolated from the shell) to the surrounding reflector:
BA15d Bayonet Bulb Bases – 120V vs. 12V pins
So I conjured a mockup to see if it would fit, using 2-56 screws to mimic whatever hardware might be practical:
BA15d Bulb – LED Adapter
The solid model shows how it all fits together:
Sears Lamp LED Adapter – Show view
The two tiny ruby-red pins represent filament snippets in alignment holes, barely visible in real life:
It actually fit pretty well, ignoring the fact that the LEDs point 90° from the intended direction (so I could see how the holes came out inside the pivot, honest), and lit up the area quite well, but it’s such a delicate affair that removing the entire socket and replacing it with a dedicated metal bracket / heatsink for two high-power SMD LEDs will be better.
The OpenSCAD source code:
// Adapter for LEDs in Sears sewing machine lamp socket
// Ed Nisley - KE4ZNU - January 2014
Layout = "Show"; // Build Show LEDTab LEDPlate ShellMount
//- Extrusion parameters must match reality!
// Print with 2 shells and 3 solid layers
ThreadThick = 0.20;
ThreadWidth = 0.40;
HoleWindage = 0.2; // extra clearance
Protrusion = 0.1; // make holes end cleanly
Gap = 2.0; // spacing between Show parts
AlignPinOD = 1.70; // assembly alignment pins: filament dia
inch = 25.4;
//----------------------
// Dimensions
//-- LED mounting plate
LEDDia = 10.0; // LED case OD
LEDFlangeOD = 10.7;
LEDPlateThick = 2.0; // mounting plate thickness
LEDMargin = 2.0;
LEDSpaceOC = LEDDia + LEDMargin; // LED center-to-center distance (single margin between!)
LEDTabLength = 15.0; // base to screw hole center
LEDTabThick = 4.0; // tab with hole for mounting screw
LEDTabScrewOD = 2.0;
LEDTabWidth = (3.0*2) + LEDTabScrewOD;
LEDMountHeight = 25.0; // estimated mounting screw centerline to bottom of LEDs
//-- Lamp base adapter
// hard inch dimensions!
ShellOD = 0.600 * inch; // dia of metallic shell
ShellOAL = 0.66 * inch; // ... total length
ShellInsert = 7/16 * inch; // ... length engaging socket
ShellSides = 4*4;
BulbOD = 0.75 * inch; // glass bulb
BulbLength = 1.14 * inch;
InsulOD = 0.485 * inch; // insulating stub around contact pins
InsulThick = 0.070 * inch; // ... beyond end of shell
ContactOD = 2.0; // contact holes through base (not heads)
ContactOC = 0.300 * inch; // ... center-to-center spacing
BayonetOD = 0.080 * inch; // bayonet pin diameter
BayonetOffset = 0.125 * inch; // from end of metal base
LampOAL = InsulThick + ShellOAL + BulbLength;
echo(str("Overall Length: ",LampOAL));
//-- Miscellany
//----------------------
// Useful routines
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
module ShowPegGrid(Space = 10.0,Size = 1.0) {
Range = floor(50 / Space);
for (x=[-Range:Range])
for (y=[-Range:Range])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
//-- Tab for screw mounting LED holder
// AddLength remains below Z=0 for good union
module LEDTab() {
difference() {
linear_extrude(height=LEDTabThick)
hull() {
circle(d=LEDTabWidth);
translate([LEDTabLength/2,0,0])
square([LEDTabLength,LEDTabWidth],center=true);
}
translate([0,0,-Protrusion])
rotate(180/6)
PolyCyl(LEDTabScrewOD,(LEDTabThick + 2*Protrusion),6);
for (i=[-1,1])
translate([LEDTabLength/2,i*LEDTabWidth/4,LEDTabThick/2])
rotate([0,90,0]) rotate(180/4)
PolyCyl(AlignPinOD,(LEDTabLength/2 + Protrusion),4);
}
}
//-- Plate holding LEDs
module LEDPlate() {
difference() {
union() {
linear_extrude(height=LEDPlateThick)
hull() {
for (i=[-1,1])
translate([i*LEDSpaceOC/2,0,0])
circle(d=(LEDDia + 2*LEDMargin));
translate([0,(LEDFlangeOD/2 + LEDTabWidth/2),0])
square([LEDTabThick,LEDTabWidth],center=true);
}
}
for (i=[-1,1])
translate([i*LEDSpaceOC/2,0,-Protrusion])
rotate(180/12)
PolyCyl(LEDDia,(LEDPlateThick + 2*Protrusion),12);
for (i=[-1,1])
translate([0,(i*LEDTabWidth/4 + LEDFlangeOD/2 + LEDTabWidth/2),3*ThreadThick]) rotate(180/4)
PolyCyl(AlignPinOD,(LEDTabLength/2 + Protrusion),4);
}
}
//-- Bulb shell mounting adapter
module ShellMount() {
difference() {
union() {
cylinder(r1=InsulOD/2,r2=ShellOD/2,h=(InsulThick + Protrusion),$fn=ShellSides);
translate([0,0,InsulThick])
cylinder(r=ShellOD/2,h=(LampOAL - LEDMountHeight + LEDTabWidth/2),$fn=ShellSides);
}
translate([0,ShellOD,(InsulThick + BayonetOffset)]) // bayonet pin hole
rotate([90,0,0]) rotate(180/4)
PolyCyl(BayonetOD,2*ShellOD,4);
translate([0,ShellOD,(InsulThick + LampOAL - LEDMountHeight)]) // LED mount screw hole
rotate([90,0,0])
PolyCyl(LEDTabScrewOD,2*BulbOD,6);
translate([0,0,(InsulThick + ShellOAL + LampOAL/2)]) // slot for LEDTab mount
cube([2*ShellOD,(LEDTabThick + 2*Protrusion),LampOAL],center=true);
for (i=[-1,1]) // contact pin holes
translate([i*ContactOC/2,0,-Protrusion])
rotate(180/6)
PolyCyl(ContactOD,2*LampOAL,6);
}
}
//- Build it
ShowPegGrid();
if (Layout == "LEDTab")
LEDTab();
if (Layout == "LEDPlate")
LEDPlate();
if (Layout == "ShellMount")
ShellMount();
if (Layout == "Show") {
LEDPlate();
translate([-LEDTabThick/2,(LEDFlangeOD/2 + LEDTabWidth/2),(LEDTabLength + LEDPlateThick + Gap)])
rotate([0,90,0])
LEDTab();
for (i=[-1,1])
# translate([0,(i*LEDTabWidth/4 + LEDFlangeOD/2 + LEDTabWidth/2),(LEDPlateThick + Gap/4)])
rotate(180/4)
cylinder(r=AlignPinOD/2,h=Gap/1,$fn=4); // fake the pins
translate([0,(LEDFlangeOD/2 + LEDTabWidth/2),(LampOAL - LEDTabWidth/2)])
rotate([0,180,0]) rotate(90)
ShellMount();
}
if (Layout == "Build") {
translate([0,LEDDia,0])
LEDPlate();
translate([-10,-(LEDMargin + LEDTabWidth),0])
rotate(-90)
LEDTab();
translate([10,-(LEDMargin + LEDTabWidth),0])
ShellMount();
}
The original doodles for the bulb dimensions and adapter layout:
The first convert normalizes the grayscale file and produces a PNG file in a standard format.
The next two convert operations translate that PNG file into uncompressed PGM files with the data as ASCII text required by OpenSCAD’s surface() function. It’s not in the proper format, however, so a few lines of Bash-fu rearrange the data into DAT files; the extension is arbitrary.
Then OpenSCAD eats those files along with a bunch of configuration settings and spits out a solid model of the positive mold in STL format.
The MakePositive.scad OpenSCAD source code:
// Mold positive pattern from grayscale height map using Minkowski sum
// Ed Nisley KE4ZNU - February 2014 - adapted from cookie press, added alignment pins
//-----------------
// Mold files
fnMap = "SqWr_map.dat"; // override with -D 'fnMap="whatever.dat"'
fnPlate = "SqWr_plate.dat"; // override with -D 'fnPlate="whatever.dat"'
DotsPerMM = 3.0; // overrride with -D DotsPerMM=number
MapHeight = 5.0; // overrride with -D MapHeight=number
ImageX = 100; // overrride with -D ImageX=whatever
ImageY = 100;
MapScaleXYZ = [1/DotsPerMM,1/DotsPerMM,MapHeight/255];
PlateScaleXYZ = [1/DotsPerMM,1/DotsPerMM,1.0];
echo("Press File: ",fnMap);
echo("Plate File: ",fnPlate);
echo(str("ImageX:",ImageX," ImageY: ", ImageY));
echo(str("Map Height: ",MapHeight));
echo(str("Dots/mm: ",DotsPerMM));
echo(str("Scale Map: ",MapScaleXYZ," Plate: ",PlateScaleXYZ));
//- Extrusion parameters - must match reality!
ThreadThick = 0.25;
ThreadWidth = 2.0 * ThreadThick;
//- Buid parameters
PlateThick = IntegerMultiple(1.0,ThreadThick); // solid plate under press relief
PinOD = 1.75; // locating pin diameter
PinDepth = PlateThick; // ... depth into bottom surface = total length/2
PinOC = 20.0; // spacing within mold item
echo(str("Pin depth: ",PinDepth," spacing: ",PinOC));
//- Useful info
function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit);
HoleWindage = 0.2;
Protrusion = 0.1; // make holes & unions work correctly
MaxConvexity = 5; // used for F5 previews in OpenSCAD GUI
ZFuzz = 0.2; // numeric chaff just above height map Z=0 plane
//-----------------
// Import plate height map, slice off a slab to define outline
module Slab(Thick=1.0) {
intersection() {
translate([0,0,Thick/2])
cube([2*ImageX,2*ImageY,Thick],center=true);
scale(PlateScaleXYZ)
difference() {
translate([0,0,-ZFuzz])
surface(fnPlate,center=true,convexity=MaxConvexity);
translate([0,0,-1])
cube([2*ImageX,2*ImageY,2],center=true);
}
}
}
//- Put peg grid on build surface
module ShowPegGrid(Space = 10.0,Size = 1.0) {
Range = floor(50 / Space);
for (x=[-Range:Range])
for (y=[-Range:Range])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
//-- convert cylinder to low-count polygon
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
//-- Locating pin hole with glue recess
// Default length is two pin diameters on each side of the split
module LocatingPin(Dia=PinOD,Len=0.0) {
PinLen = (Len != 0.0) ? Len : (4*Dia);
translate([0,0,-ThreadThick])
PolyCyl((Dia + 2*ThreadWidth),2*ThreadThick,4);
translate([0,0,-2*ThreadThick])
PolyCyl((Dia + 1*ThreadWidth),4*ThreadThick,4);
translate([0,0,-(Len/2 + ThreadThick)])
PolyCyl(Dia,(Len + 2*ThreadThick),4);
}
//- Build it
//ShowPegGrid();
echo("Building mold");
union() {
difference() {
Slab(PlateThick + Protrusion);
for (i=[-1,1])
translate([0,i*PinOC/2,0])
rotate(180/4) LocatingPin(Len=2*PinDepth);
}
translate([0,0,PlateThick]) // cookie press height map
scale(MapScaleXYZ)
difference() {
translate([0,0,-ZFuzz])
surface(fnMap,center=true,convexity=MaxConvexity);
translate([0,0,-1])
cube([2*ImageX,2*ImageY,2],center=true);
}
}
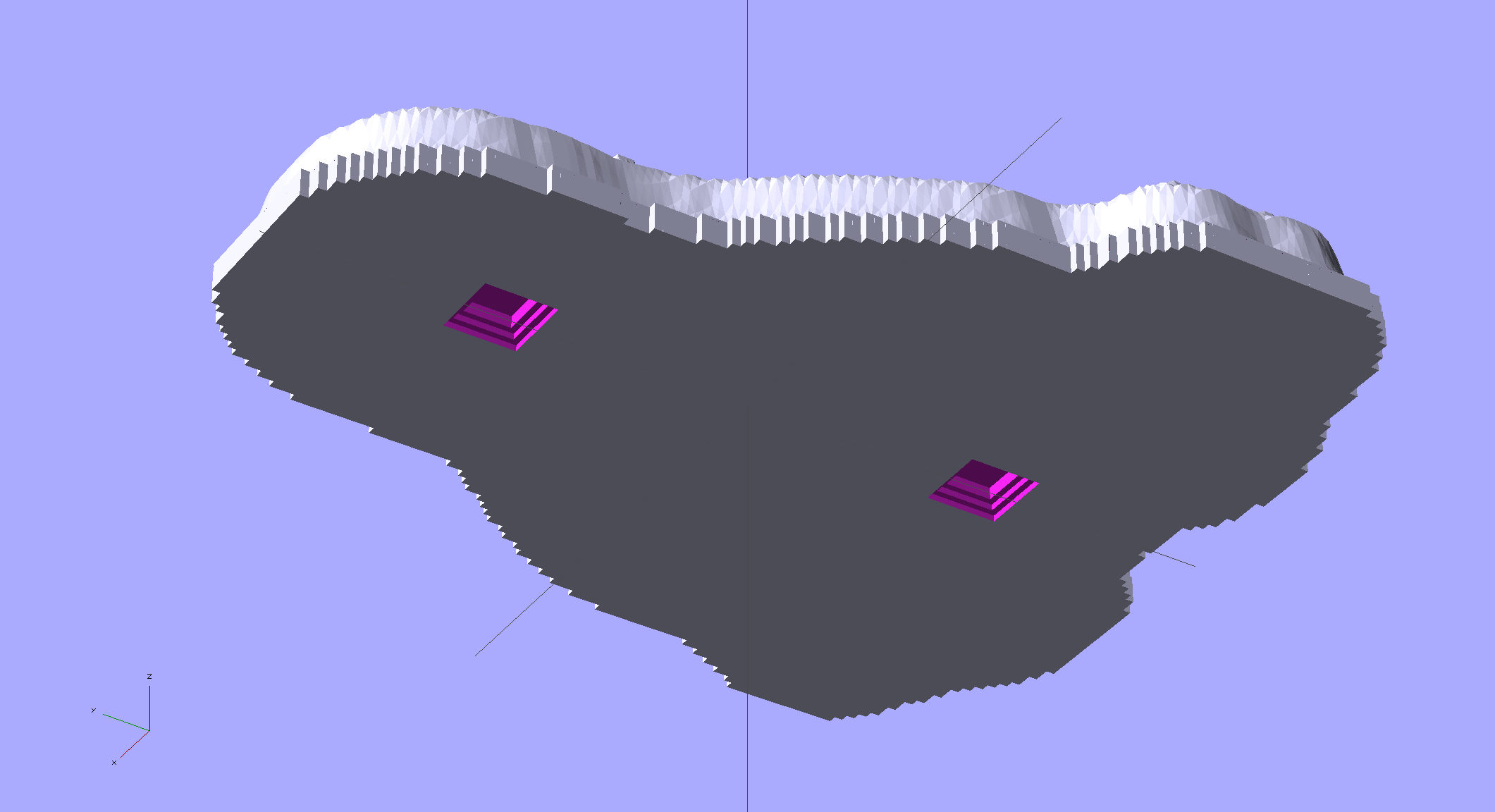
The plate holds the molds in place, perhaps with tapeless sticky, while you’re slathering silicone goop to make the negative mold:
Tux Positive Mold Framework – 2×3 array
As you might expect, the OpenSCAD file that generates the plate-with-holes can also embed the positive molds atop the plate, so you could get a solid (well, infilled at 20%) chunk of plastic without attaching the molds. I’d rather do the plate separately from the molds, so you can recycle the plate for many different molds. Your mileage may vary.
The Positive Mold Framework.scad OpenSCAD source code:
// Positive mold framework for chocolate slabs
// Ed Nisley - KE4ZNU - January 2014
Layout = "FramePins"; // FramePins FrameMolds Pin
//- Extrusion parameters must match reality!
// Print with 2 shells and 3 solid layers
ThreadThick = 0.20;
ThreadWidth = 0.40;
Protrusion = 0.1; // make holes end cleanly
HoleWindage = 0.2;
//----------------------
// Dimensions
FileName = "Tux-positive.stl"; // overrride with -D
Molds = [2,3]; // count of molds within framework
MoldOC = [40.0,45.0]; // on-center spacing of molds
MoldSlab = 1.0; // thickness of slab under molds
BaseThick = 5.0;
BaseSize = [(Molds[0]*MoldOC[0] + 0),(Molds[1]*MoldOC[1] + 0),BaseThick];
echo(str("Overall base: ",BaseSize));
PinOD = 1.75; // locating pin diameter
PinLength = 2.0; // ... total length
PinOC = 20.0; // spacing within mold item
//----------------------
// Useful routines
//- Put peg grid on build surface
module ShowPegGrid(Space = 10.0,Size = 1.0) {
RangeX = floor(100 / Space);
RangeY = floor(125 / Space);
for (x=[-RangeX:RangeX])
for (y=[-RangeY:RangeY])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes
Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2);
FixDia = Dia / cos(180/Sides);
cylinder(r=(FixDia + HoleWindage)/2,
h=Height,
$fn=Sides);
}
// Locating pin hole with glue recess
// Default length is two pin diameters on each side of the split
module LocatingPin(Dia=PinOD,Len=0.0) {
PinLen = (Len != 0.0) ? Len : (4*Dia);
translate([0,0,-ThreadThick])
PolyCyl((Dia + 2*ThreadWidth),2*ThreadThick,4);
translate([0,0,-2*ThreadThick])
PolyCyl((Dia + 1*ThreadWidth),4*ThreadThick,4);
translate([0,0,-(Len/2 + ThreadThick)])
PolyCyl(Dia,(Len + 2*ThreadThick),4);
}
module LocatingPins(Length) {
for (i=[-1,1])
translate([0,i*PinOC/2,0])
rotate(180/4)
LocatingPin(Len=Length);
}
//-- import a single mold item
module MoldItem() {
import(FileName,convexity=10);
}
//-- Overall frame shape
module Frame() {
// translate([0,0,BaseSize[2]/2]) // platform under molds
// cube(BaseSize,center=true);
difference() {
hull()
for (i=[-1,1], j=[-1,1])
translate([i*BaseSize[0]/2,j*BaseSize[1]/2,0])
sphere(r=BaseThick);
translate([0,0,-BaseThick])
cube(2*BaseSize,center=true);
}
}
//- Build it
ShowPegGrid();
if (Layout == "Pin")
LocatingPin(Len=PinLength);
if (Layout == "Frame")
Frame();
if (Layout == "FramePins")
difference() {
Frame();
translate([-MoldOC[0]*(Molds[0] - 1)/2,-MoldOC[1]*(Molds[1] - 1)/2,0])
for (i=[0:Molds[0]-1],j=[0:Molds[1]-1])
translate([i*MoldOC[0],j*MoldOC[1],BaseSize[2]])
LocatingPins(BaseThick);
}
if (Layout == "FrameMolds") {
Frame();
translate([-MoldOC[0]*(Molds[0] - 1)/2,-MoldOC[1]*(Molds[1] - 1)/2,0])
for (i=[0:Molds[0]-1],j=[0:Molds[1]-1])
translate([i*MoldOC[0],j*MoldOC[1],BaseThick - MoldSlab + Protrusion])
MoldItem();
}
And then it’s time to pour some chocolate… which someone else knows how to do much better than I!