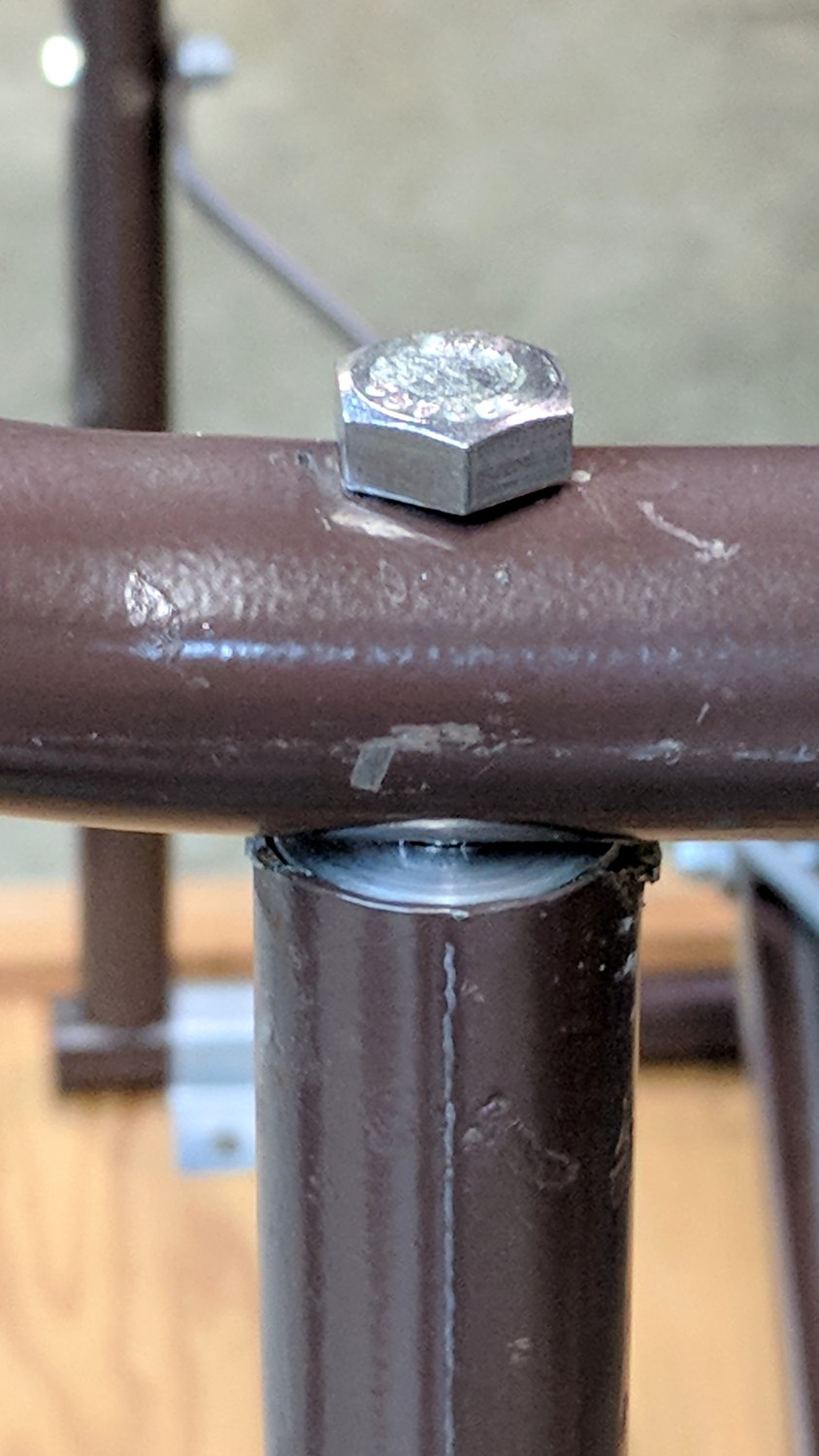
It turned out the previous version of the USB camera mount lacked sufficient griptivity to hold the ball’s position against even moderate bumps, so the upper “half” is now tall enough to hold a lock screw directly over the ball:

It doesn’t look much different:

A view from the other side:

The previous iterations used Genuine 3M foam tape, which seemed too flexy for comfort. This one sits on a bed of hot melt glue and is absolutely rigid. We’ll see how long it survives.
Tightening the cap screw requires needle-nose pliers, because the whole affair has no room for a hex key.
The OpenSCAD source code as a GitHub Gist:
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
| // MPCNC USB Camera Mount | |
| // Ed Nisley KE4ZNU – 2018-02-22 | |
| Layout = "Build"; // Build, Show | |
| /* [Extrusion] */ | |
| ThreadThick = 0.25; // [0.20, 0.25] | |
| ThreadWidth = 0.40; // [0.40] | |
| /* [Hidden] */ | |
| Protrusion = 0.1; // [0.01, 0.1] | |
| HoleWindage = 0.2; | |
| inch = 25.4; | |
| function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit); | |
| ID = 0; | |
| OD = 1; | |
| LENGTH = 2; | |
| //- Adjust hole diameter to make the size come out right | |
| module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes | |
| Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2); | |
| FixDia = Dia / cos(180/Sides); | |
| cylinder(r=(FixDia + HoleWindage)/2,h=Height,$fn=Sides); | |
| } | |
| //- Dimensions | |
| WallThick = 3.0; // minimum thickness / width | |
| CameraStalk = [6.0 + 1.0,10.0 + HoleWindage,4.0]; // stalk OD, ball OD, stalk length | |
| CameraAngle = -5; // stalk tilt, negative = downward | |
| Screw = [3.0,7.0,25.0]; // holding it all together, OD = washer | |
| Insert = [3.0,4.4,4.5]; // brass insert | |
| Pusher = Insert[LENGTH] / 2; // plastic locking snippet | |
| UpperThick = IntegerMultiple(CameraStalk[OD]/2 + Insert[LENGTH] + Pusher + WallThick,ThreadThick); | |
| LowerThick = Screw[LENGTH] – UpperThick; | |
| MountBlock = [24.0,20.0,LowerThick + UpperThick]; | |
| echo(str("Block: ",MountBlock)); | |
| NumSides = 6*4; | |
| //—– | |
| // Define shapes | |
| // Camera mount, enlongated for E-Z differencing | |
| // Origin at center of ball, stalk along +X | |
| module Camera() { | |
| union() { | |
| sphere(d=CameraStalk[OD],$fn=NumSides); | |
| rotate([0,90 – CameraAngle,0]) | |
| PolyCyl(CameraStalk[ID],3*CameraStalk[LENGTH],NumSides); | |
| } | |
| } | |
| // Mount block with all the cutouts | |
| // Ball centerline on XY plane = block split line | |
| module Mount(Half="All") { | |
| Rounding = 2.0; // corner radius | |
| ZShift = // block shift to remove unwanted half | |
| (Half == "Upper") ? -MountBlock.z/2 – 0*UpperThick : | |
| (Half == "Lower") ? MountBlock.z/2 + 0*LowerThick : | |
| 2*MountBlock.z; // … want both halves, remove none | |
| difference() { | |
| hull() | |
| for (i=[-1,1], j=[-1,1]) { | |
| translate([i*(MountBlock.x/2 – Rounding),j*(MountBlock.y/2 – Rounding),(UpperThick – Rounding)]) | |
| sphere(r=Rounding,$fn=3*4); | |
| translate([i*(MountBlock.x/2 – Rounding),j*(MountBlock.y/2 – Rounding),-(LowerThick – Rounding)]) | |
| sphere(r=Rounding,$fn=3*4); | |
| } | |
| for (j=[-1,1]) | |
| translate([-MountBlock.x/4,j*MountBlock.y/4,-(LowerThick + Protrusion)]) { | |
| PolyCyl(Insert[OD],Insert[LENGTH] + Protrusion,6); | |
| PolyCyl(Insert[ID],2*MountBlock.z,6); | |
| } | |
| translate([MountBlock.x/2 – (CameraStalk[OD]/2 + CameraStalk[LENGTH]),0,0]) { | |
| Camera(); | |
| translate([0,0,UpperThick – (Insert[LENGTH] + WallThick)]) | |
| PolyCyl(Insert[OD],Insert[LENGTH] + WallThick,6); | |
| PolyCyl(Insert[ID],2*UpperThick,6); | |
| } | |
| translate([0,0,ZShift]) | |
| cube([2*MountBlock.x,2*MountBlock.y,MountBlock.z],center=true); | |
| } | |
| } | |
| //—– | |
| // Build it | |
| if (Layout == "Show") | |
| Mount("All"); | |
| if (Layout == "Build") { | |
| translate([0,0.75*MountBlock.y,UpperThick]) | |
| rotate([180,0,0]) | |
| Mount("Upper"); | |
| translate([0,-0.75*MountBlock.y,LowerThick]) | |
| rotate([0,0,0]) | |
| Mount("Lower");} |