A crude test setup to measure the duct fan’s air flow against resistance from plausible lengths of 6 inch duct and fittings:

The orange stripe (upper left corner) marks the blast gate mounted on the steel plate closing off the fireplace: when the stripe is visible, the gate is open. It’s hot-melt glued into a plywood square reducing the 8 inch hole in the plate.
I won’t be using five feet of steel duct, but [handwaving] it’s what I have on hand and should produce results similar to a shorter length of flexible duct [/handwaving].
A useful conversion factor from the anemometer’s air flow in meter/sec to the corresponding volume flow in ft³/min (colloquially CFM), based on a 6 inch diameter opening with uniform airflow:
38.6 ft³·s/m·min = 0.196 ft² × 3.28 ft/m × 60 s/min
The air flow up the chimney depends strongly on basement temperature, outdoor temperature, and wind speed. On a midwinter’s calm-but-freezing evening it ran around 1.5 m/s → 57 CFM and the next day I measured 0.7 m/s → 27 CFM with wind gusts pooting old-fireplace smell into my face.
A picture being worth a kiloword:
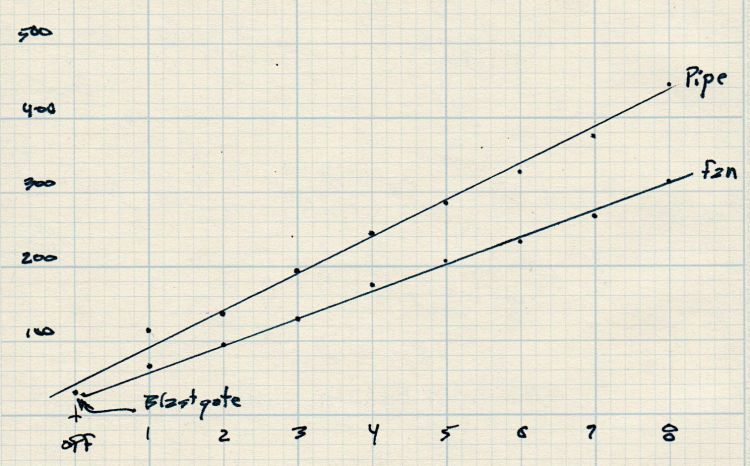
The upper line is the duct fan mounted as in the picture and the lower line is the bare fan as measured on the bench.
One might reasonably conclude something has gone horribly wrong, as the ductwork seems to contribute negative resistance and increased airflow. I think it’s a combination of the natural flow up the chimney, combined with a bit of flow straightening through the pipe directing air into the fan’s blades and measuring the (mostly uniform) inlet stream instead of the (somewhat segmented) outlet stream.
Anyhow, the controller has eight speeds with surprisingly linear output. I doubt the upper line’s slope of 50 CFM/click means anything, but the consistency of both suggests a 4:1 flow range, from which I can pick the lowest speed that provides enough fume extraction.
The basement has enough air leaking in (and out) that opening the exterior door had no discernible effect on the flow through the fan and up the chimney. At top speed the fan will produce two air changes per hour, chilling the basement something awful in the winter and introducing too much warm+moist air in the summer. This may call for a separate duct for outdoor makeup air, but that’s a problem for another season.