The CNC 3018-Pro normally holds a small DC motor with a nicely cylindrical housing,so this was an easy adaptation of the MPCNC’s diamond drag bit holder:

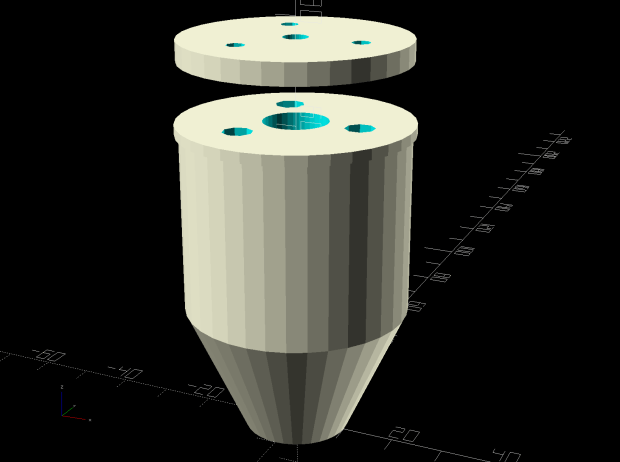
The lip around the bottom part rests atop the tool clamp, with the spring reaction plate sized to clear the notch in the Z-axis stage.
The solid model looks about like you’d expect:
The New Thing compared to the MPCNC holder is wrapping LM6UU bearings around an actual 6 mm shaft, instead of using LM3UU bearings for the crappy diamond bit shank:

I cut the shank in two pieces, epoxied them into 3 mm holes drilled into the 6 mm shaft, then epoxied the knurled stop ring on the end. The ring is curing in the bench block to stay perpendicular to the 6 mm shaft.
The spring constant is 55 g/mm and it’s now set for 125 g preload:

A quick test says all the parts have begun flying in formation:
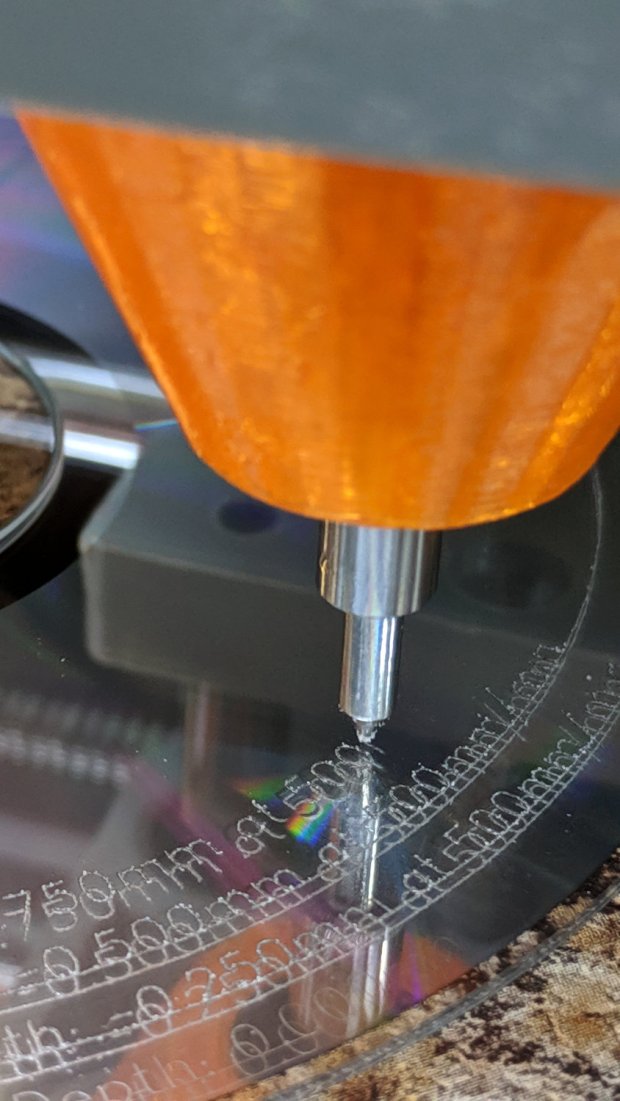
It’s definitely more rigid than the MPCNC!
The OpenSCAD source code as a GitHub Gist:
| // Diamond Scribe in linear bearings for CNC3018 | |
| // Ed Nisley KE4ZNU – 2019-08-9 | |
| Layout = "Build"; // [Build, Show, Base, Mount, Plate] | |
| /* [Hidden] */ | |
| ThreadThick = 0.25; // [0.20, 0.25] | |
| ThreadWidth = 0.40; // [0.40, 0.40] | |
| /* [Hidden] */ | |
| Protrusion = 0.1; // [0.01, 0.1] | |
| HoleWindage = 0.2; | |
| inch = 25.4; | |
| function IntegerMultiple(Size,Unit) = Unit * ceil(Size / Unit); | |
| ID = 0; | |
| OD = 1; | |
| LENGTH = 2; | |
| //- Adjust hole diameter to make the size come out right | |
| module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes | |
| Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2); | |
| FixDia = Dia / cos(180/Sides); | |
| cylinder(r=(FixDia + HoleWindage)/2,h=Height,$fn=Sides); | |
| } | |
| //- Dimensions | |
| // Knife holder & suchlike | |
| ScribeOD = 3.0; // diamond scribe shaft | |
| Bearing = [6.0,12.0,19.0]; // linear bearing body, ID = shaft diameter | |
| Spring = [4.5,5.5,3*ThreadThick]; // compression spring around shaft, LENGTH = socket depth | |
| //Spring = [9.5,10.0,3*ThreadThick]; // compression spring around shaft, LENGTH = socket depth | |
| WallThick = 4.0; // minimum thickness / width | |
| Screw = [3.0,6.75,25.0]; // holding it all together, OD = washer | |
| Insert = [3.0,5.0,8.0]; // brass insert | |
| //Insert = [4.0,6.0,10.0]; | |
| Clamp = [43.2,44.0,34.0]; // tool clamp ring, OD = clearance around top | |
| LipHeight = IntegerMultiple(2.0,ThreadThick); // above clamp for retaining | |
| BottomExtension = 25.0; // below clamp to reach workpiece | |
| MountOAL = LipHeight + Clamp[LENGTH] + BottomExtension; // total mount length | |
| echo(str("Mount OAL: ",MountOAL)); | |
| Plate = [1.5*ScribeOD,Clamp[ID] – 0*2*WallThick,WallThick]; // spring reaction plate | |
| NumScrews = 3; | |
| ScrewBCD = Bearing[OD] + Insert[OD] + 2*WallThick; | |
| echo(str("Retainer max OD: ",ScrewBCD – Screw[OD])); | |
| NumSides = 9*4; // cylinder facets (multiple of 3 for lathe trimming) | |
| // Basic mount shape | |
| module CNC3018Base() { | |
| translate([0,0,MountOAL – LipHeight]) | |
| cylinder(d=Clamp[OD],h=LipHeight,$fn=NumSides); | |
| translate([0,0,MountOAL – LipHeight – Clamp[LENGTH] – Protrusion]) | |
| cylinder(d=Clamp[ID],h=(Clamp[LENGTH] + 2*Protrusion),$fn=NumSides); | |
| cylinder(d1=Bearing[OD] + 2*WallThick,d2=Clamp[ID],h=BottomExtension + Protrusion,$fn=NumSides); | |
| } | |
| // Mount with holes & c | |
| module Mount() { | |
| difference() { | |
| CNC3018Base(); | |
| translate([0,0,-Protrusion]) // bearing | |
| PolyCyl(Bearing[OD],2*MountOAL,NumSides); | |
| for (i=[0:NumScrews – 1]) // clamp screws | |
| rotate(i*360/NumScrews) | |
| translate([ScrewBCD/2,0,MountOAL – Clamp[LENGTH]]) | |
| rotate(180/8) | |
| PolyCyl(Insert[OD],Clamp[LENGTH] + Protrusion,8); | |
| } | |
| } | |
| module SpringPlate() { | |
| difference() { | |
| cylinder(d=Plate[OD],h=Plate[LENGTH],$fn=NumSides); | |
| translate([0,0,-Protrusion]) | |
| PolyCyl(Plate[ID],2*MountOAL,NumSides); | |
| translate([0,0,Plate[LENGTH] – Spring[LENGTH]]) // spring retainer | |
| PolyCyl(Spring[OD],Spring[LENGTH] + Protrusion,NumSides); | |
| for (i=[0:NumScrews – 1]) // clamp screws | |
| rotate(i*360/NumScrews) | |
| translate([ScrewBCD/2,0,-Protrusion]) | |
| rotate(180/8) | |
| PolyCyl(Screw[ID],2*MountOAL,8); | |
| } | |
| } | |
| //—– | |
| // Build it | |
| if (Layout == "Base") | |
| CNC3018Base(); | |
| if (Layout == "Mount") | |
| Mount(); | |
| if (Layout == "Plate") | |
| SpringPlate(); | |
| if (Layout == "Show") { | |
| Mount(); | |
| translate([0,0,1.25*MountOAL]) | |
| rotate([180,0,0]) | |
| SpringPlate(); | |
| } | |
| if (Layout == "Build") { | |
| translate([0,-0.75*Clamp[OD],MountOAL]) | |
| rotate([180,0,0]) | |
| Mount(); | |
| translate([0,0.75*Plate[OD],0]) | |
| SpringPlate(); | |
| } |

Comments
3 responses to “CNC 3018-Pro: LM6UU Linear-bearing Diamond Drag Bit Holder”
[…] Diamond drag engraving doesn’t put much sideways force on the platters, so taping the CD in place suffices to hold it: […]
[…] depth” translates directly into the force applied to the diamond point, because the spring converts displacement into force. Knowing the Z depth, you can calculate or guesstimate the […]
[…] The GCMC code generating the hairline is basically a move scratching one line into the surface with the diamond bit: […]