While pondering the tailstock ways, I realized the spring on the LMS Adjustable Carriage Stop just needed a counterbore to make it work right:
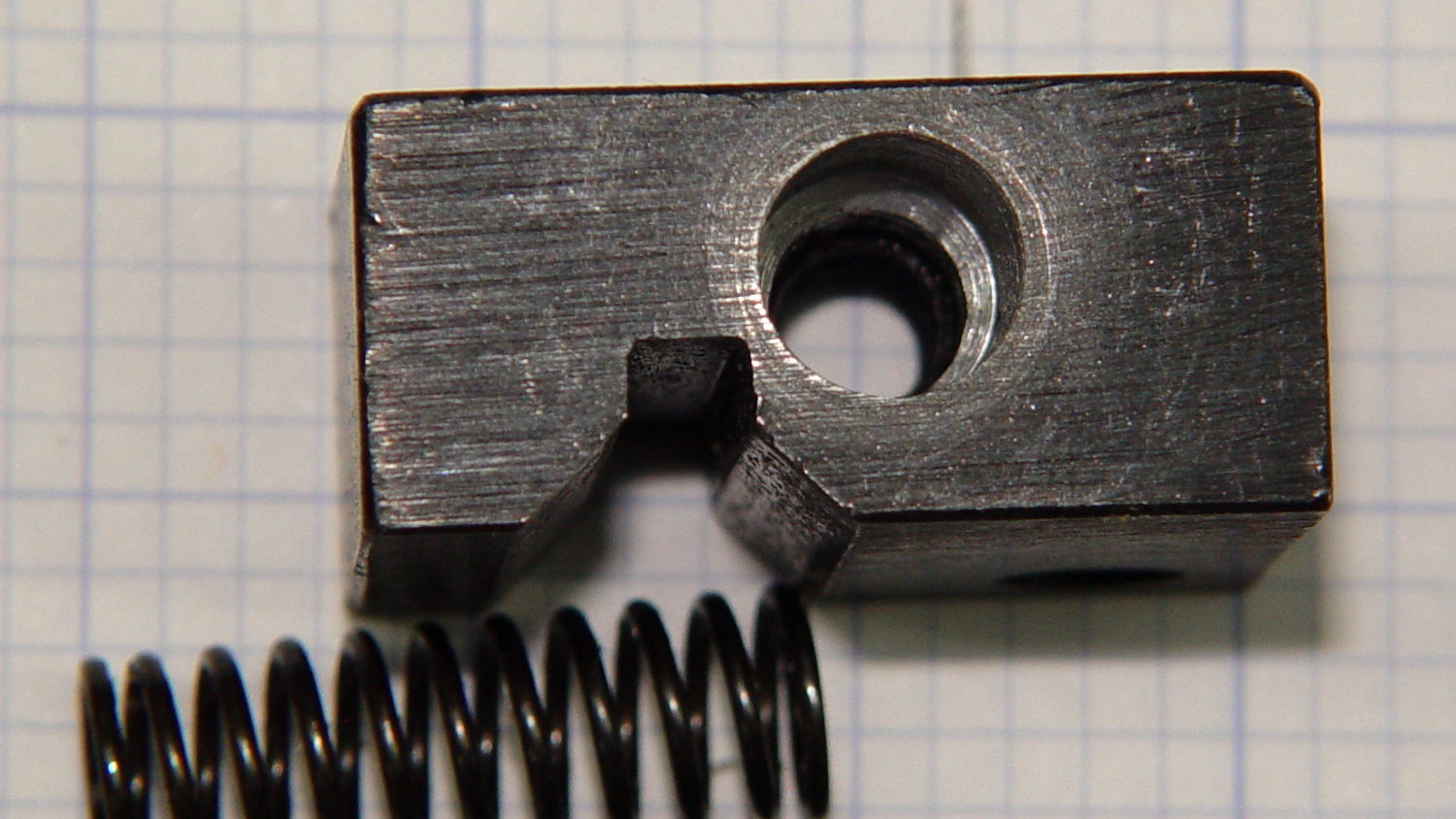
The OEM spring now sits slightly compressed with the screw tip flush at the far end of the block:
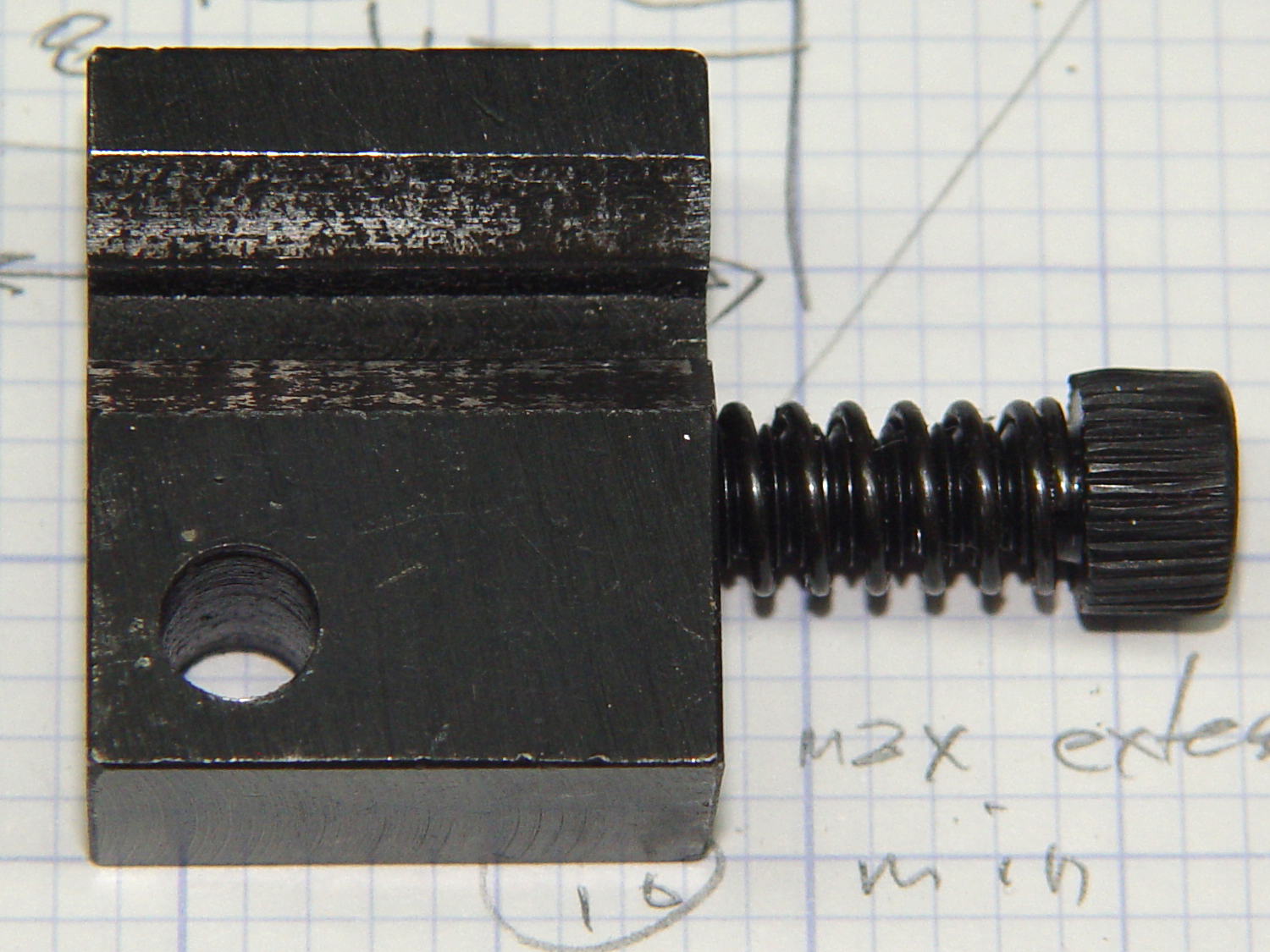
That OEM screw head knurling leaves a bit to be desired, doesn’t it?
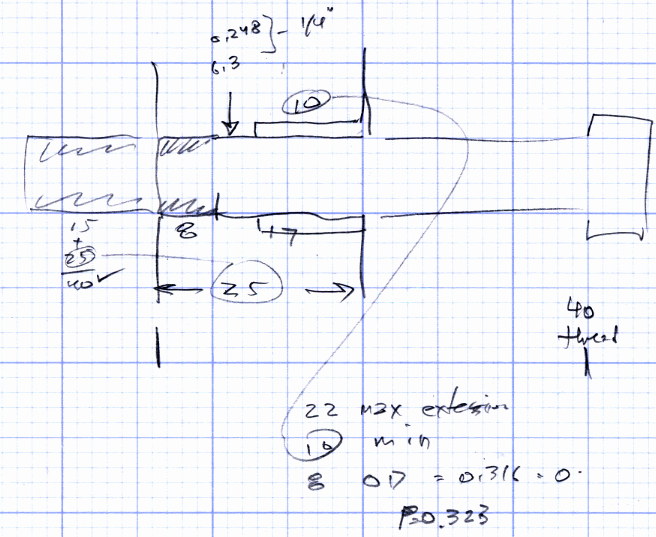
Actually boring the hole would be a remarkably tedious process for little gain. Instead, I lined up the block in the drill press using a ¼ inch drill (the OEM hole isn’t hard metric!) in the unthreaded section, enlarged it with progressively larger drills up to an O (0.316 inch = 8 mm), then finished with a P (0.323 in = 8.2 mm).
As it turned out, my guesstimated relaxed spring length was a bit off, so I turned a brass bushing to shorten the hole by 2 mm:
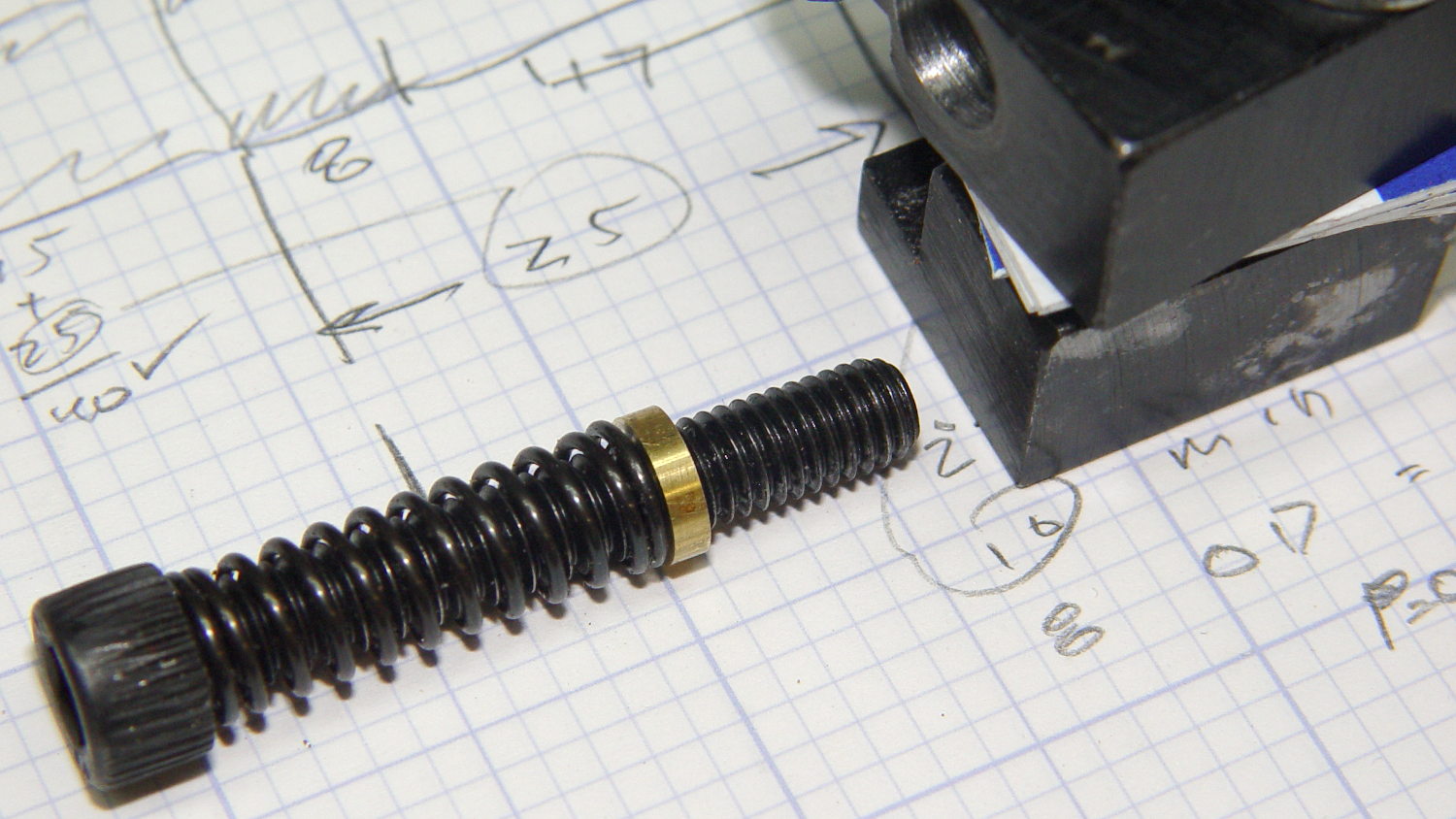
If I don’t mention it, nobody will ever know!
The original doodle, with close-enough sizes:

Comments
5 responses to “Mini-Lathe Carriage Stop: Spring Counterbore”
Couldn’t find your big box of springs, eh? Or just needed an excuse for some quality shop time? Either way, I like your machine shop projects so keep ’em comin’ :)
The Big Box ‘o Little Springs has a pretty good assortment, but not a single spring close to the right size! Broke my heart, it did: I obviously need an industrial-strength pile. [grin]
Won’t the spring be kept better if the hole shortener is on the screw head end and has some form of spring holding lip? ;-)
Plus showing a touch of brass: Steampunk in full effect!
Maybe when I replace the credit card snippets aligning the bottom clamp…
Well, you gotta have class :)
So far my lathe received a flat spring harvested from HP inkjet printer and paper shims from fancy vacation brochure – receipt slip from what passes for Costco around here was a runner up in that particular race, but brochure was just a slightly better fit :)