Just for completeness, here’s how the MAKE Magazine 2015 Test Objects came out on my somewhat modified MakerGear M2. I ignored the instructions, lumped all the models together, sliced ’em with my ordinary Slic3r settings, and printed the entire lot in one go:
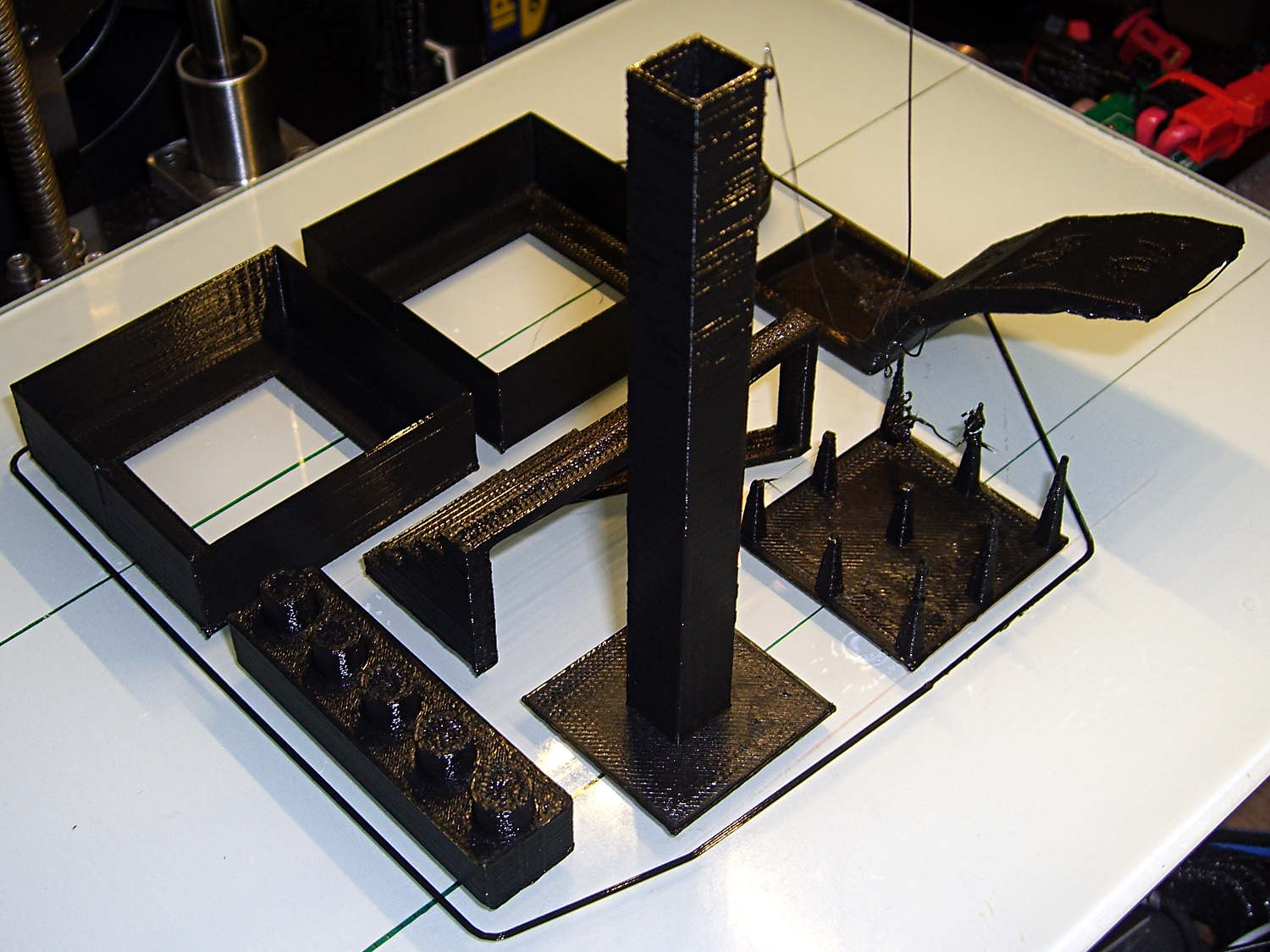
Some details…
There’s no point in showing the Dimension Accuracy Tower-of-Hanoi (hiding behind the smokestack), as it looks exactly like it should. The 20 mm diameter platter came out at 19.7 ± 0.05 mm in both X and Y, so that’s a score of 2 or 3. It’s exactly the same along both axes, both diagonals, and, in fact, all the way around, within ±0.07 mm tolerance. In fact, all the layers worked out about that way; it’s consistently a bit too small. That’s what I’d expect for an uncalibrated model.
The Bridging Performance lattice gets a 5, with all the bars having dead-flat perimeters and no dropped infill. That would be a 1 if “dropped” should be “drooped”; I have no idea which is correct or exactly what they mean, but I have seen bridge threads drop off the sides, so I’ll assume it means what it says.
The front view shows the first bridging layer getting droopy under the longer bars, as you’d expect:

All those drooping threads remain above the 2 mm tolerance, assuming that’s what they intended.
The bottom view shows the loose strands below the bars:
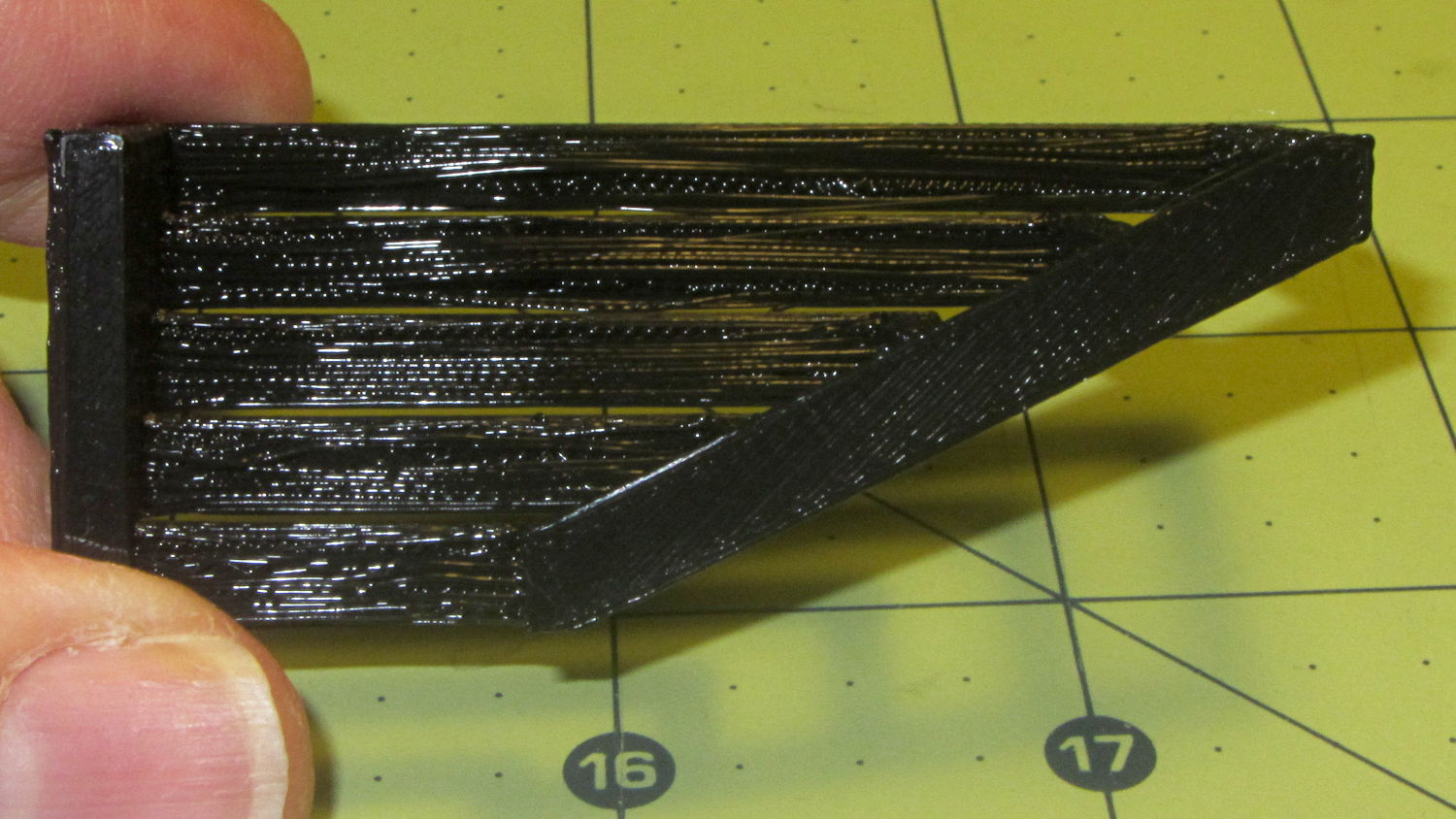
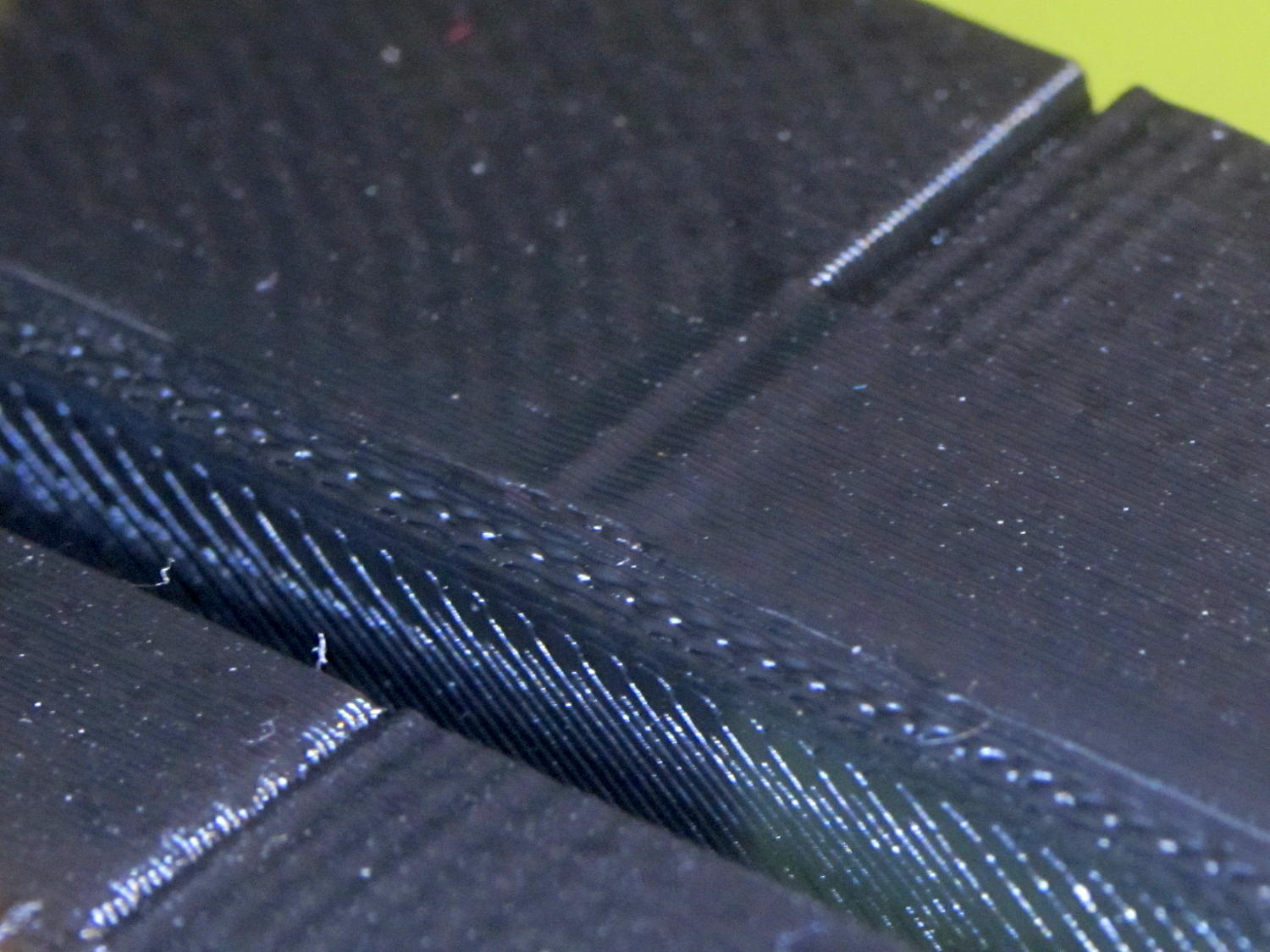
The Overhang Performance arch gets a 5, because the top surface finish remains pretty much the same from 30° through 70° overhang:

Underneath, things look weirder:
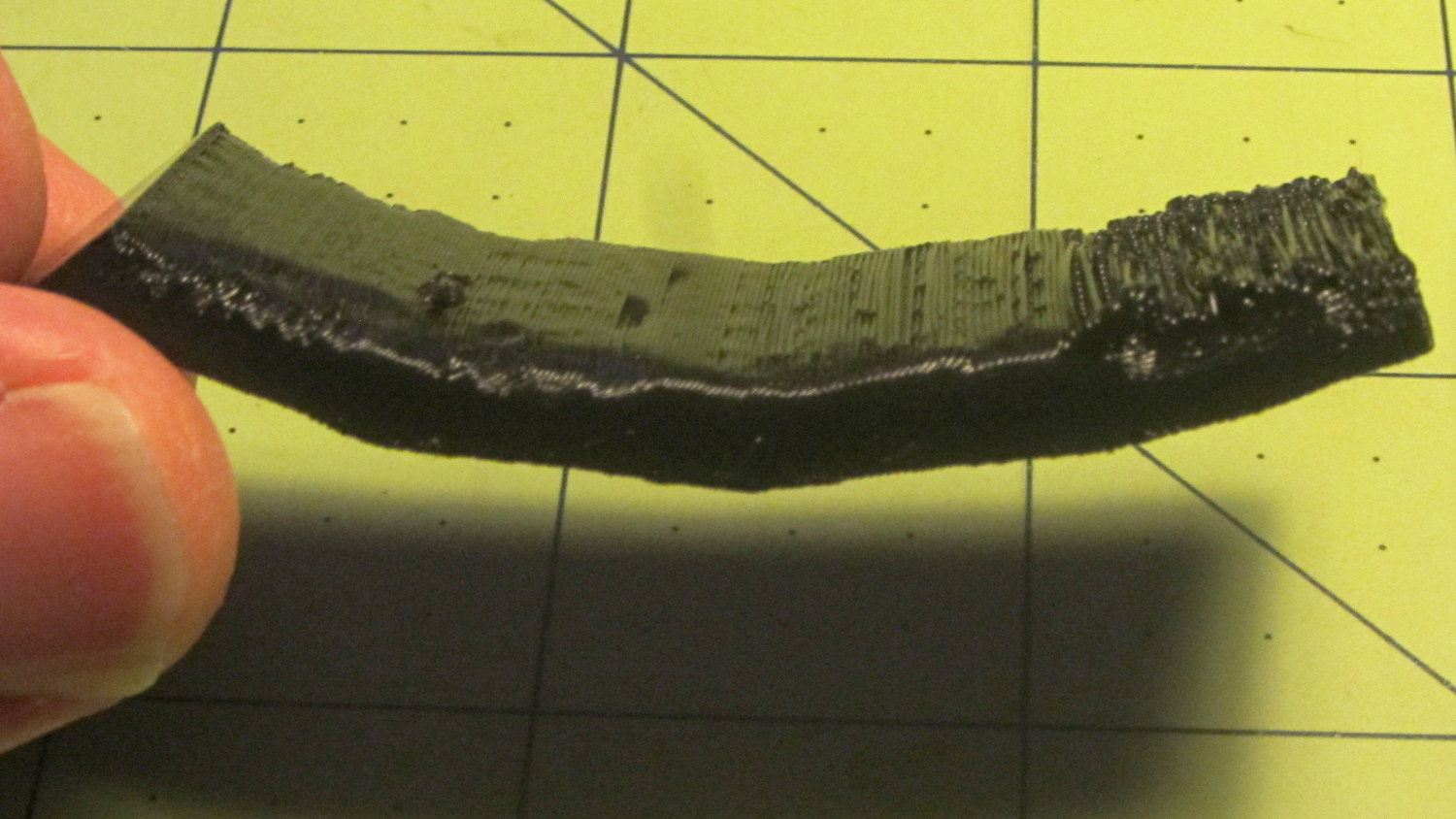
I think the oddness on the left (the underside of the 30° section) is due to interference from the Fine Positive Space Features spire array; the nozzle came directly from there. The 70° overhang looks ugly, but I wouldn’t have imagined that would work at all, let alone as well as it did.
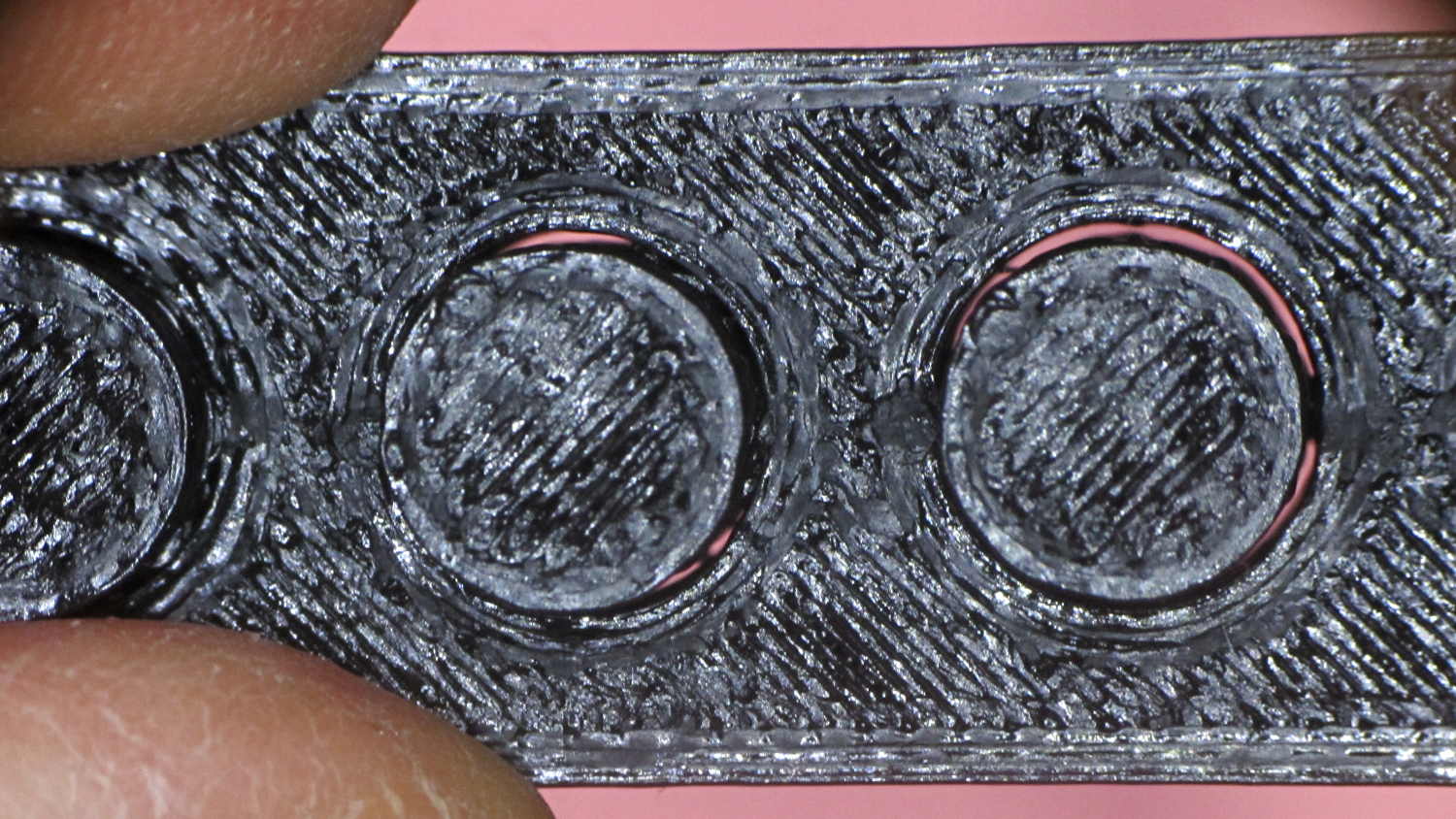
The Negative Space Tolerance block weighs in at 2, as the pins with 0.6 and 0.5 mm clearance pushed out with finger pressure. The 0.3 and 0.4 mm clearance pins have air nearly all the way around, but would require a sharp rap from a mallet. The 0.2 mm pin remains firmly stuck:
I don’t know how to judge the Fine Positive Space Features bed-o’-nails:

I think it’s either a 2 or a 3, but opinions will certainly differ. Hot off the platform, five of the nine spires completed successfully. Three other got almost done, but broke off in handling. The collection of drool on the left-middle spire seems to be from the uncompleted spires in the foreground; I think there just wasn’t enough adhesion to hold them together. The perimeters ran at 50 mm/s and the infill at 150 mm/s, because it’s printed with everything else, so it wasn’t done with the delicacy it would get in isolation.
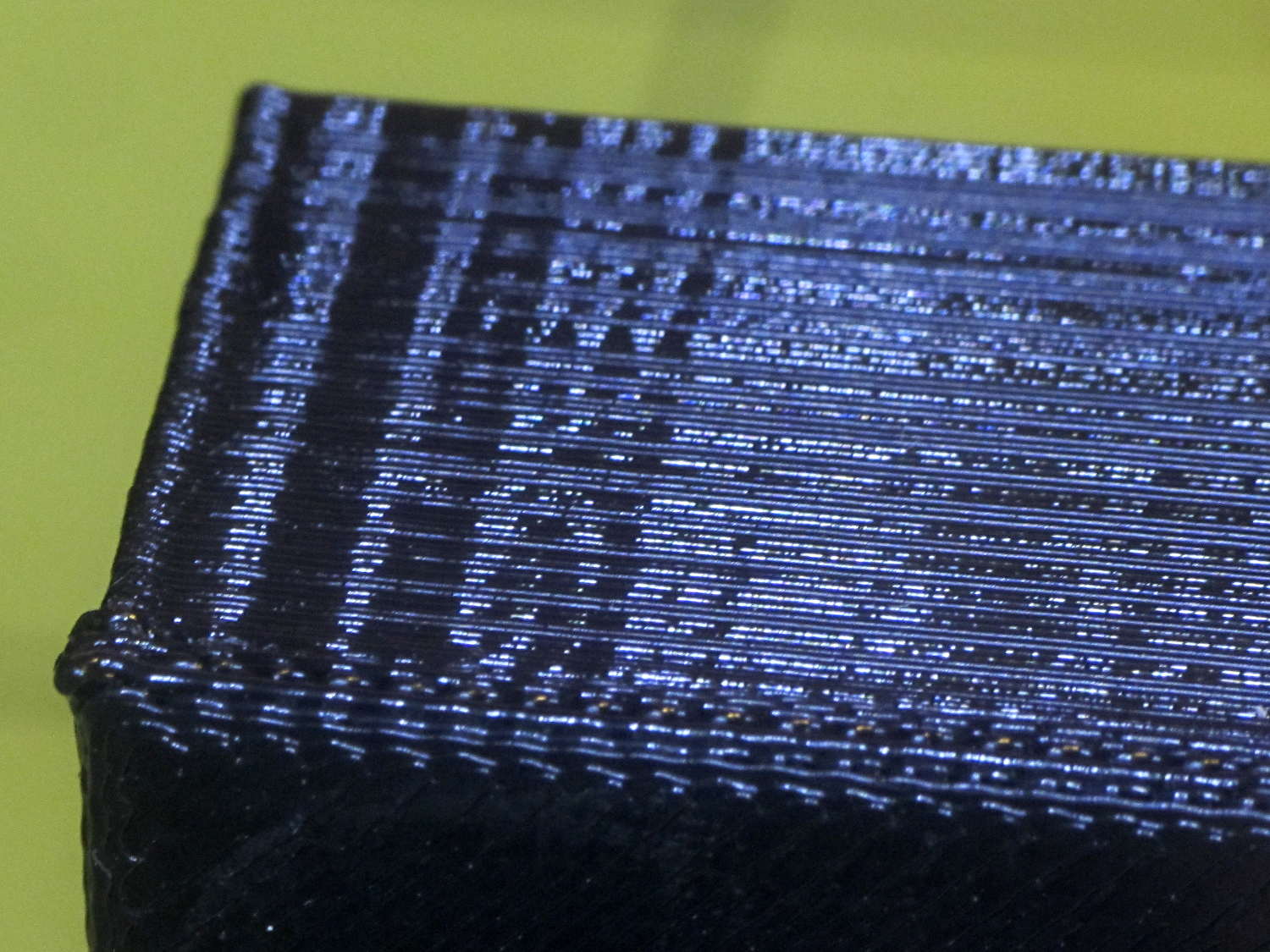
Both Mechanical Resonance in XY boxes look fine to me:
The ripples are visible, but barely perceptible to the thumbnail. The Rules call for 0 or 2, I’d give it a 1: if those ripples pose a problem, then sheesh you’re using the wrong process.
Also, the perimeters ran at 50 mm/s perimeter and the thick walls got 150 mm/s infill.
A corner of the single-wall box looks about the same as the corresponding point on the 1 mm box (which isn’t shown):
I think the Mechanical Resonance in Z smokestack gets a 1 (the Rules allow either 0 or 2); I stopped it after 100 mm, because bedtime. The bottom section shows the influence of all the other stuff going on around it:
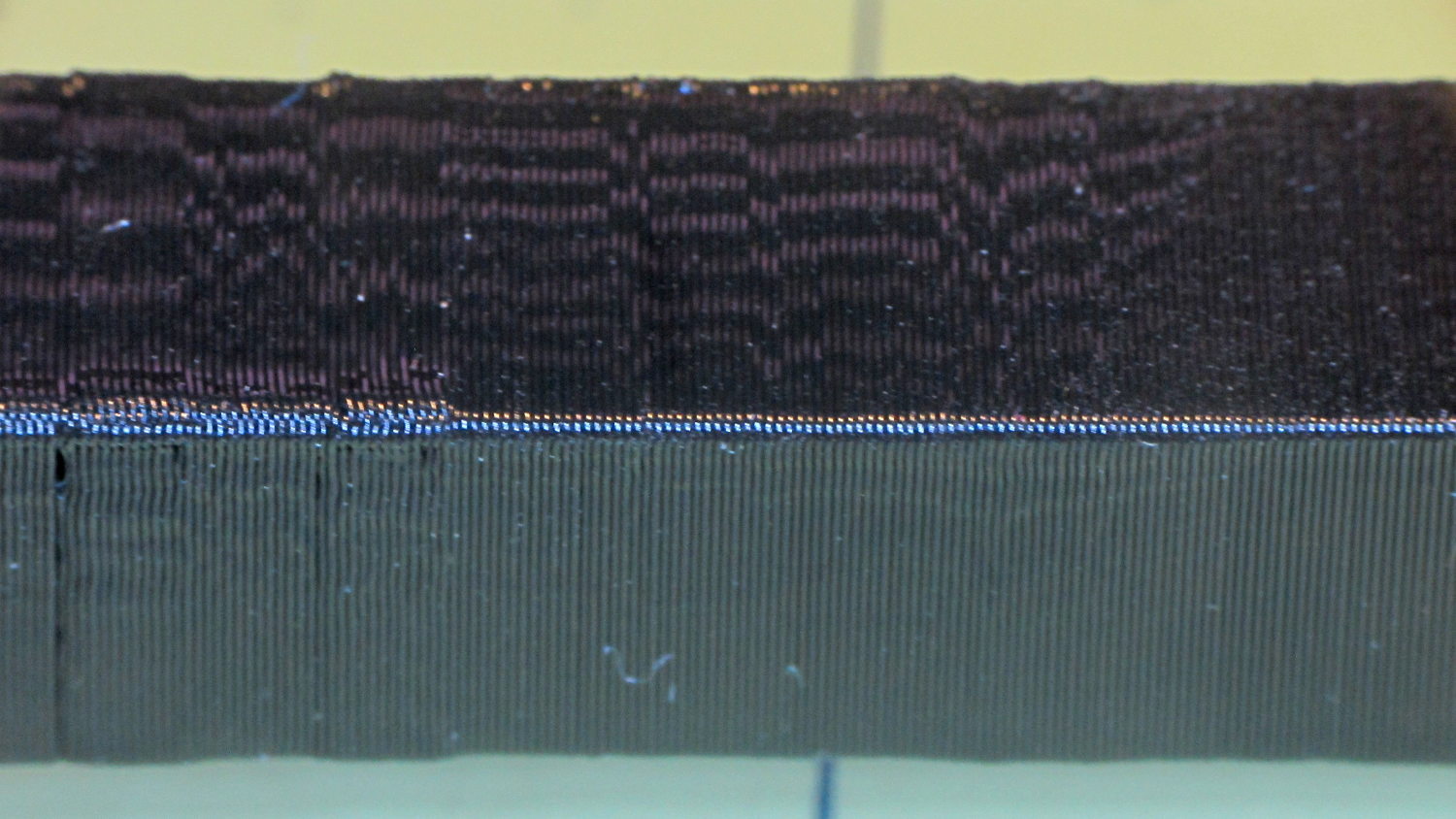
That’s not a missed step over there on the far left: it lines up with the bottom bar of the adjacent Bridging Performance lattice. The next glitch lines up with the top of the Negative Space block. And so forth and so on.
The top, done all by itself at 11 mm/s, shows some misalignment:
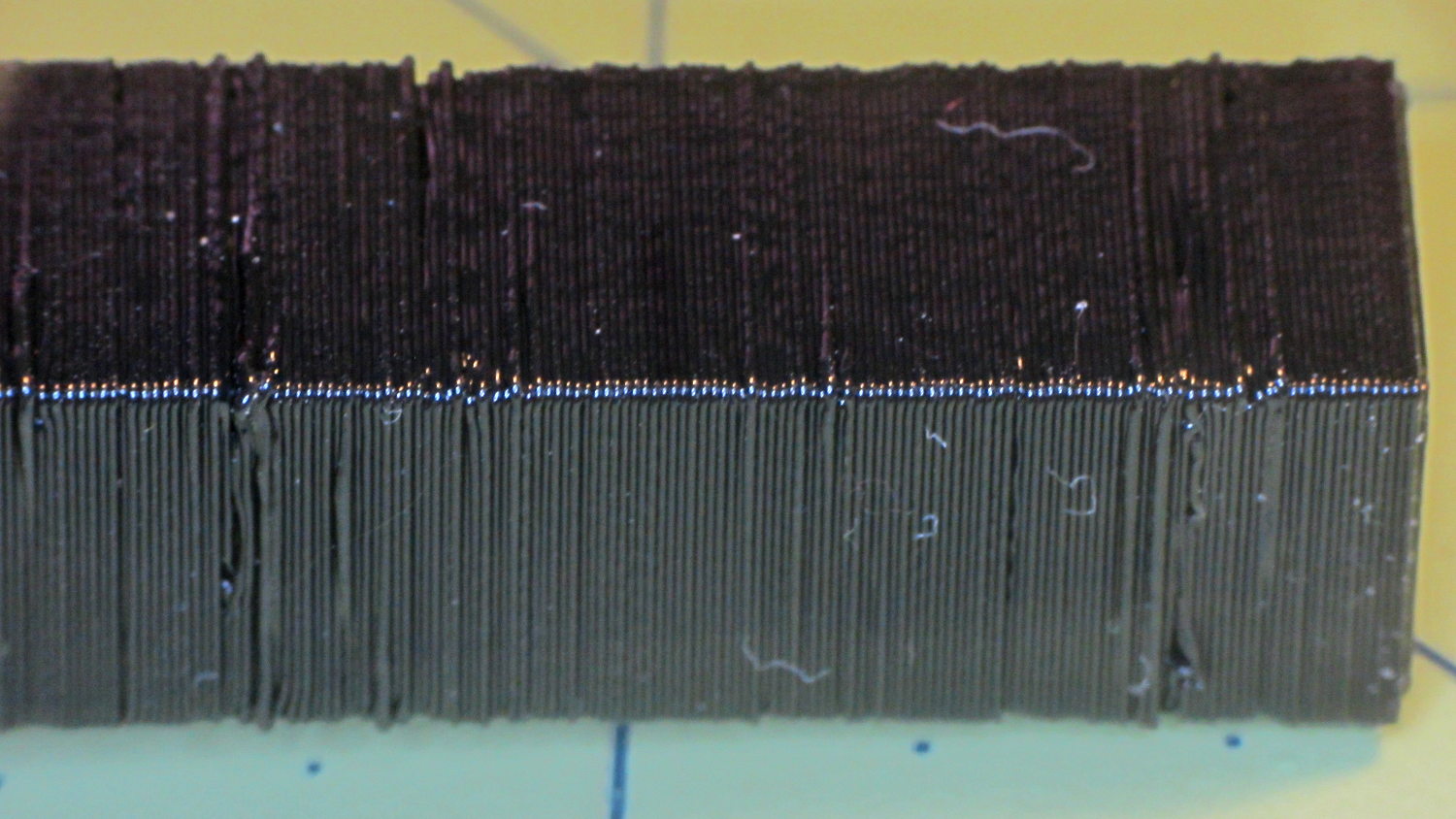
Each layer took 15 seconds, so I suspect it’d look better with more cooling.
So, using ordinary default settings for everything and with all the handwaving in mind, I’ll call the total score 19-ish of a possible 29. The M2 would definitely do better on individual objects sliced with carefully hand-tuned parameters after considerable iteration; this is its ordinary, day-in-and-day-out performance on crazy models that I’d never attempt without tweaking.
The score would be much much much higher if I judged it with criteria similar to what I see applied to some of the Thingiverse groupings.
The M2 works well for me, anyhow.
For reference, here’s the current Slic3r configuration:
# generated by Slic3r 1.2.1 on Sun Dec 7 12:19:19 2014 avoid_crossing_perimeters = 0 bed_shape = -100x-125,100x-125,100x125,-100x125 bed_temperature = 70 bottom_solid_layers = 3 bridge_acceleration = 0 bridge_fan_speed = 100 bridge_flow_ratio = 1 bridge_speed = 150 brim_width = 0 complete_objects = 0 cooling = 1 default_acceleration = 0 disable_fan_first_layers = 1 dont_support_bridges = 1 duplicate_distance = 6 end_gcode = ;-- Slic3r End G-Code for M2 starts --\n; Ed Nisley KE4NZU - 15 November 2013\nM104 S0 ; drop extruder temperature\nM140 S0 ; drop bed temperature\nM106 S0 ; bed fan off\nG1 Z160 F2000 ; lower bed\nG1 X130 Y125 F30000 ; nozzle to right, bed front\nM84 ; disable motors\n;-- Slic3r End G-Code ends -- external_perimeter_extrusion_width = 0 external_perimeter_speed = 50 external_perimeters_first = 0 extra_perimeters = 1 extruder_clearance_height = 25 extruder_clearance_radius = 15 extruder_offset = 0x0 extrusion_axis = E extrusion_multiplier = 1.07 extrusion_width = 0.4 fan_always_on = 0 fan_below_layer_time = 30 filament_diameter = 1.72 fill_angle = 45 fill_density = 20% fill_pattern = 3dhoneycomb first_layer_acceleration = 0 first_layer_bed_temperature = 70 first_layer_extrusion_width = 0.4 first_layer_height = 100% first_layer_speed = 25 first_layer_temperature = 175 gap_fill_speed = 50 gcode_arcs = 0 gcode_comments = 0 gcode_flavor = reprap infill_acceleration = 0 infill_every_layers = 2 infill_extruder = 1 infill_extrusion_width = 0 infill_first = 1 infill_only_where_needed = 0 infill_speed = 150 interface_shells = 0 layer_gcode = layer_height = 0.2 max_fan_speed = 100 min_fan_speed = 75 min_print_speed = 4 min_skirt_length = 15 notes = nozzle_diameter = 0.35 only_retract_when_crossing_perimeters = 1 ooze_prevention = 0 output_filename_format = [input_filename_base].gcode overhangs = 1 perimeter_acceleration = 0 perimeter_extruder = 1 perimeter_extrusion_width = 0.4 perimeter_speed = 150 perimeters = 2 post_process = raft_layers = 0 resolution = 0.01 retract_before_travel = 1 retract_layer_change = 0 retract_length = 1 retract_length_toolchange = 5 retract_lift = 0 retract_restart_extra = 0 retract_restart_extra_toolchange = 0 retract_speed = 60 seam_position = nearest skirt_distance = 3 skirt_height = 1 skirts = 3 slowdown_below_layer_time = 10 small_perimeter_speed = 50 solid_fill_pattern = rectilinear solid_infill_below_area = 5 solid_infill_every_layers = 0 solid_infill_extrusion_width = 0 solid_infill_speed = 150 spiral_vase = 0 standby_temperature_delta = -5 start_gcode = ;-- Slic3r Start G-Code for M2 starts --\n; Ed Nisley KE4NZU - 15 Nov 2013\n; 28 Feb 2014 - 6 Mar 2014 - tweak Z offset June July 2014\n; Z-min switch at platform, must move nozzle to X=130 to clear\nM140 S[first_layer_bed_temperature] ; start bed heating\nG90 ; absolute coordinates\nG21 ; millimeters\nM83 ; relative extrusion distance\nG92 Z0 ; set Z to zero, wherever it might be now\nG1 Z10 F1000 ; move platform downward to clear nozzle; may crash at bottom\nG28 Y0 ; home Y to be sure of clearing probe point\nG92 Y-127 ; set origin so 0 = center of plate\nG28 X0 ; home X\nG92 X-95 ; set origin so 0 = center of plate\nG1 X130 Y0 F30000 ; move off platform to right side, center Y\nG28 Z0 ; home Z with switch near center of platform\nG92 Z-4.65 ; set origin to measured z offset\nG0 Z2.0 ; get air under switch\nG0 Y-127 F10000 ; set up for priming, zig around corner\nG0 X0 ; center X\nM109 S[first_layer_temperature] ; set extruder temperature and wait\nM190 S[first_layer_bed_temperature] ; wait for bed to finish heating\nG1 Z0.0 F500 ; put extruder at plate \nG1 E30 F300 ; prime to get pressure, generate blob\nG1 Z5 F2000 ; rise above blob\nG1 X15 Y-125 F20000 ; jerk away from blob, move over surface\nG1 Z0.0 F1000 ; dab nozzle to attach outer snot to platform\nG4 P0.5 ; pause to attach\nG1 X35 F500 ; slowly smear snot to clear nozzle\nG1 Z1.0 F2000 ; clear bed for travel\n;-- Slic3r Start G-Code ends -- support_material = 0 support_material_angle = 0 support_material_enforce_layers = 0 support_material_extruder = 1 support_material_extrusion_width = 0 support_material_interface_extruder = 1 support_material_interface_layers = 3 support_material_interface_spacing = 0 support_material_interface_speed = 100% support_material_pattern = pillars support_material_spacing = 2.5 support_material_speed = 150 support_material_threshold = 0 temperature = 175 thin_walls = 1 threads = 2 toolchange_gcode = top_infill_extrusion_width = 0 top_solid_infill_speed = 50 top_solid_layers = 3 travel_speed = 250 use_firmware_retraction = 0 use_relative_e_distances = 0 vibration_limit = 0 wipe = 0 xy_size_compensation = 0 z_offset = 0
