Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
The trap boxes come in 7 quart and 3.5 quart sizes, although we expect either will comfortably accommodate a single vole.
They’re made of polypropylene plastic eminently suited for laser cuttery, so I borrowed the holes from the cardboard box setup:
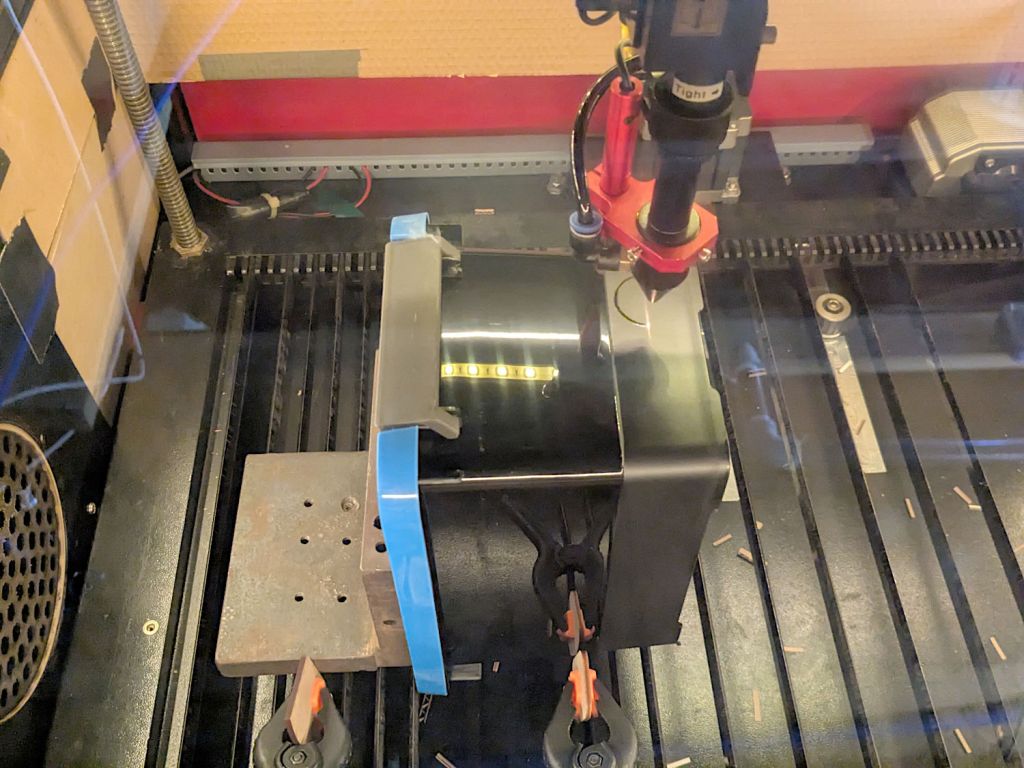
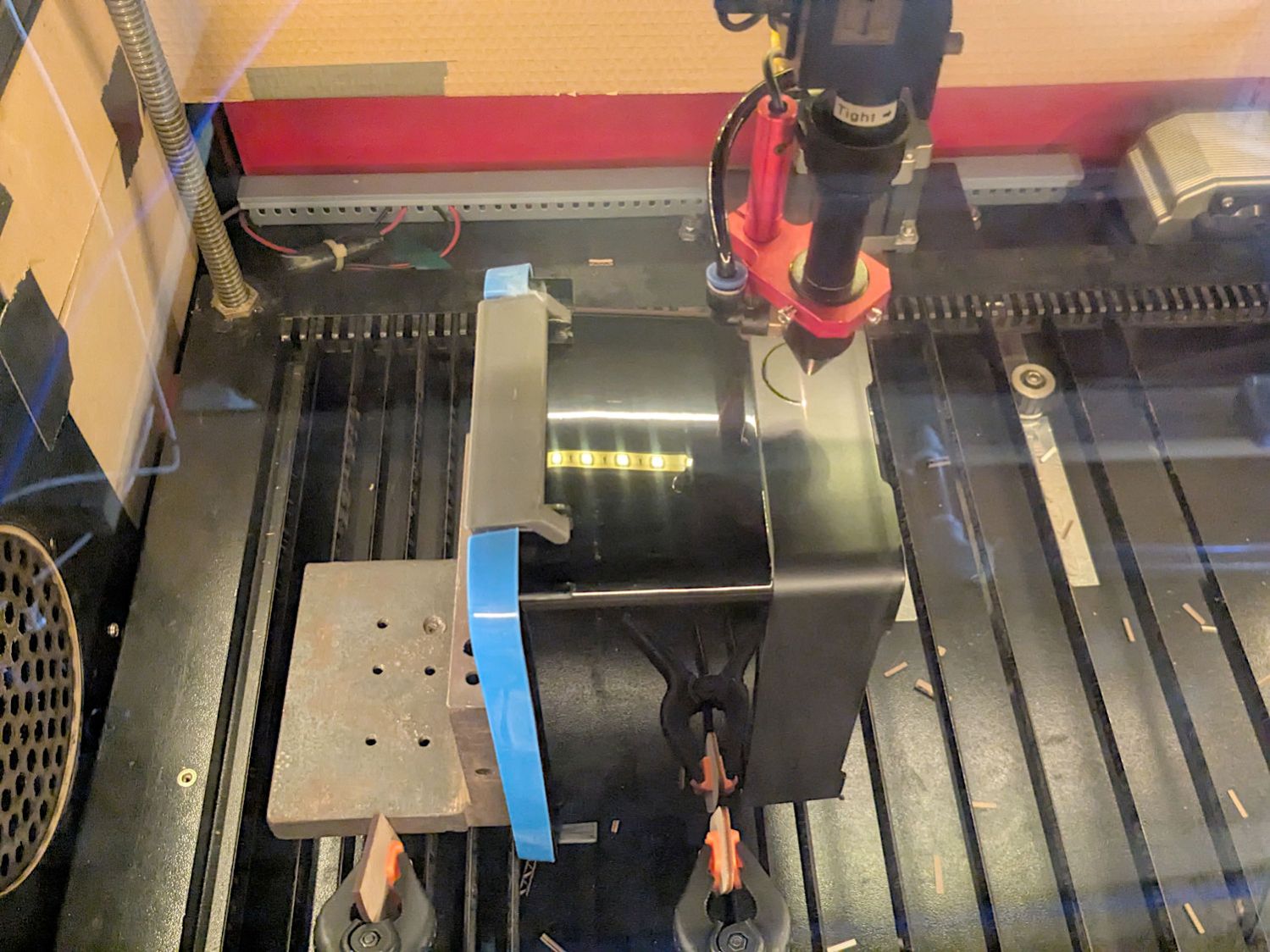
Vole Box – hole cutting
The clamps on the knife bars held the angle block and boxes in pretty much the same position, so I didn’t realign anything after figuring out a pair of magnets would hold the lid to the angle:
Vole Box – lid fixture magnets
The box side is slightly sloped, so I probably should have angled the block to tilt the lid, but this isn’t a precision job:
Vole Box – lid fixture
The white smudges on the lid come from vaporized polypropylene:
Vole Box – fume deposits
The body count thus far is just one field mouse, but the season is yet young.
Paper sheets must lay flat in storage, but it’s impossible to extract a single sheet from a tall pile. So I converted some moving boxes into stackable trays, each holding about a ream of paper:
Letter Paper Tray – installed
The starting point is a stackable Universal Box from boxes.py, with one end reshaped to become a tray. One Home Depot Large moving box provides enough 4.0 mm cardboard to make four trays, with one side of the box left over for future projects:
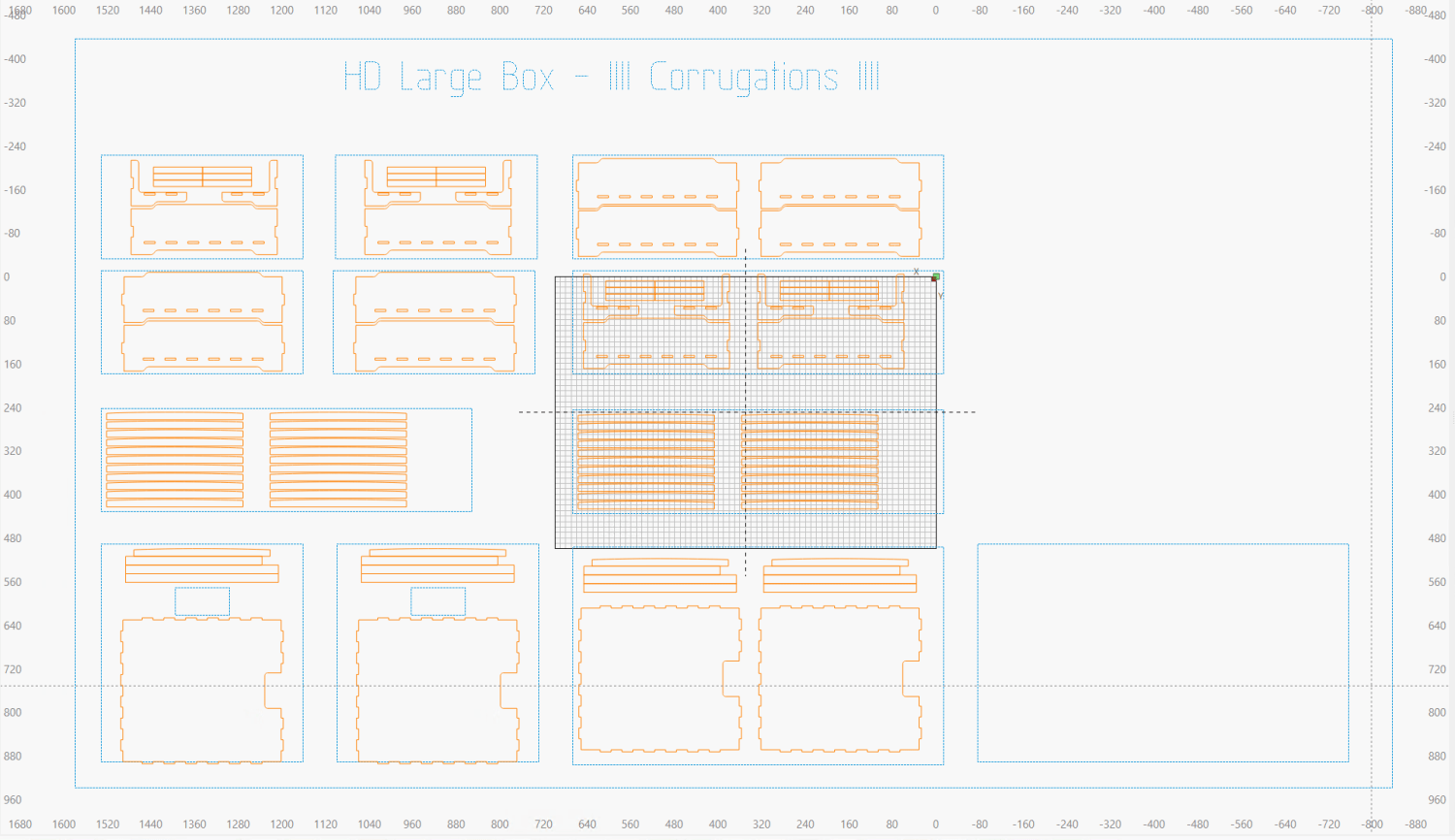
Letter Paper Storage Racks – LightBurn screenshot
The gray rectangle in the middle is the LightBurn workspace grid representing the 700×500 mm laser platform:
Letter Paper Tray – laser cutting
Contrary to the screenshot, I move all the layouts off to the side leaving the platform grid clear. The blue rectangles around the layouts represent the various box flaps / sides, so I can:
Click a layout (which is grouped with the surrounding rectangle)
Click Ctrl-D to duplicate it
Hit P to put the duplicate at the middle of the platform grid
Lay the corresponding cardboard sheet from that box part on the platform
Align the layout with the cardboard using the camera
Fire The Laser
Copious application of hot melt glue gloms all the pieces together.
I added support beams under the cardboard bottom plate:
Letter Paper Tray – bottom
A 2 mm arch in the top of those strips puts a camber into the sheet to counteract the natural sag from carrying five pounds of paper. The four trays at the far left lack that camber and cry out for a Mulligan.
Some day the Basement Shop™ won’t smell like a campfire.
The dotted rectangle in the lower left corner is the (turned off) front light in my low-budget light box and the glare in the upper left comes from the overhead basement LED strip lights.
AFAICT, “metallic paper” consists of shiny aluminum film bonded to heavy paper / cardstock, with transparent colored film bonded atop the aluminum. The sheet is, of course, highly reflective, which looks dark unless it’s reflecting a bright surface, like the well-lit Sewing Room ceiling:
Metallic layered paper – vs art paper
I made the bright Pyrotechnics block in the upper left with art paper that looks bright & cheerful in any lighting:
Metallic layered paper – art paper Pyrotechnics block
Making 200×200 mm layered paper “pictures” involved cutting the square blanks from 8½×11 Letter sheets, putting those blanks in a fixture to hold them flat, then cutting the layer patterns:
Layered Paper cutting fixture – in use
That worked well enough, but it occurred to me that I should cut the patterns directly into the Letter sheet, with a couple of tabs on each edge holding the square to the sheet so it didn’t fall free.
A cardboard prototype showed this would actually work, at least after I fixed the tab width to keep them from just evaporating:
Pyrotechnics – metallized paper fixture
The top and bottom strips of tape hold cardboard bars that flatten the slightly curled metallic paper. The tape on the sides holds the cardboard flat to the knife bars across the laser platform.
A few adjustments later, I had an MDF version:
Letter paper fixture – cardboard vs MDF
Which fits atop the bars even better:
Letter paper fixture – on knife bars
Cutting colored paper definitely makes for cheerful chaff!
The two bar magnets hold the fixture in place on the steel platform rim. The aluminum knife bars stand slightly proud of the steel, so there’s a 1.4 mm chipboard shim glued under the fixture to put it flat on the bars.
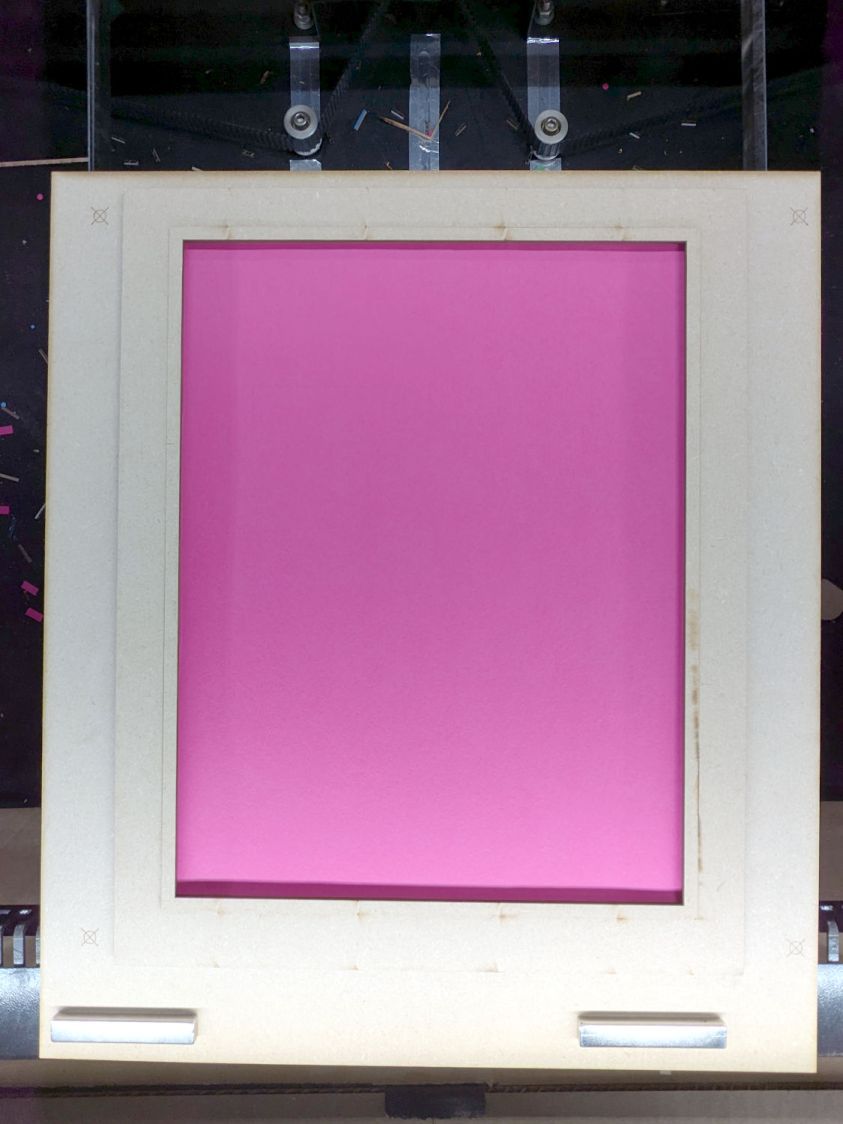
The opening is 10 mm smaller than the Letter sheet to support it all around. The recess is 1 mm larger than the sheet to allow for slight size variations, with an MDF ring flattening the sheet:
Letter paper fixture – sheet in place
The four targets in the corners correspond to targets in the LightBurn template suitable for Print and Cut alignment:
Letter sheet template – LightBurn layout
The alert reader will note the fixture targets on the MDF fixture sit juuuust slightly to the right of where they are in the template. It turns out the targets cannot be grouped with anything else (or even each other), because when you select a target on the template for Print and Cut the center of the selection must match the location of the physical target on the fixture.
However, it’s convenient to have the rest of the template grouped into a single lump, so it’s painfully easy to select and move only the template while leaving the targets behind. It seems while setting up to mark & cut the template, I managed to click-n-drag the group a few millimeters to the left.
I eventually used Print and Cut to align the template and target with the corners of that MDF frame, re-engrave the targets at the correct locations, and scribble over the misplaced targets. If I don’t tell anybody, they’ll never know.
We deployed low-effort vole trap boxes a few weeks ago, only to discover no voles checked in, most likely due to wintertime gardens consisting of bare earth. I had weighted the boxes with convenient rocks that pretty much crushed them flat during rainstorms.
So I converted a few dozen square feet of cardboard into better-looking boxes and transferred the traps:
Vole Finger Box – large
That one has a rat trap inside.
Smaller boxes hold mouse traps:
Vole Finger Box – small
Two pairs of 4 mm holes on the bottom flanges fit some spare irrigation pipe holddowns to, yes, hold them down, with those rotten planks keeping their lids in place.
They’re lightly customized “Electronics Boxes” held together by hot-melt glue. The jawbreaker URLs will get you started:
Our Young Engineer recently rebuilt the cover of a “vintage” drawing kit, with fabric pockets for protractors & scales and real leather hinges, thereby raising a long-procrastinated project to the top of my to-do list:
TEC Drawing Set – top old
I know my father used it when he took drafting after high school in 1929. His penmanship and drawing ability were up to par well before that.
The inside sports a TEC logo:
TEC Drawing Set – open old
Some searching revealed it’s a No. 718 Drafting Set from the Technical Supply Company of Scranton and appeared in their 1913 catalog:
TEC Brand Catalog p68
The printing on the inside of the flap differs, but the logo has TEC in the middle.
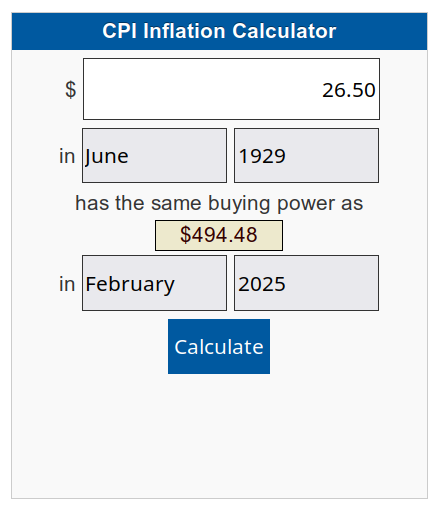
My father did not attend college and, in the teeth of The Great Depression, $26.50 was certainly too spendy for his family:
CPI Calculator – 1929 to 2025
When the catalog was printed in 1913, No. 718 cost the equivalent of $862.82. Nowadays, similar sets once again cost about twenty bucks on eBay, which tells you something about economics.
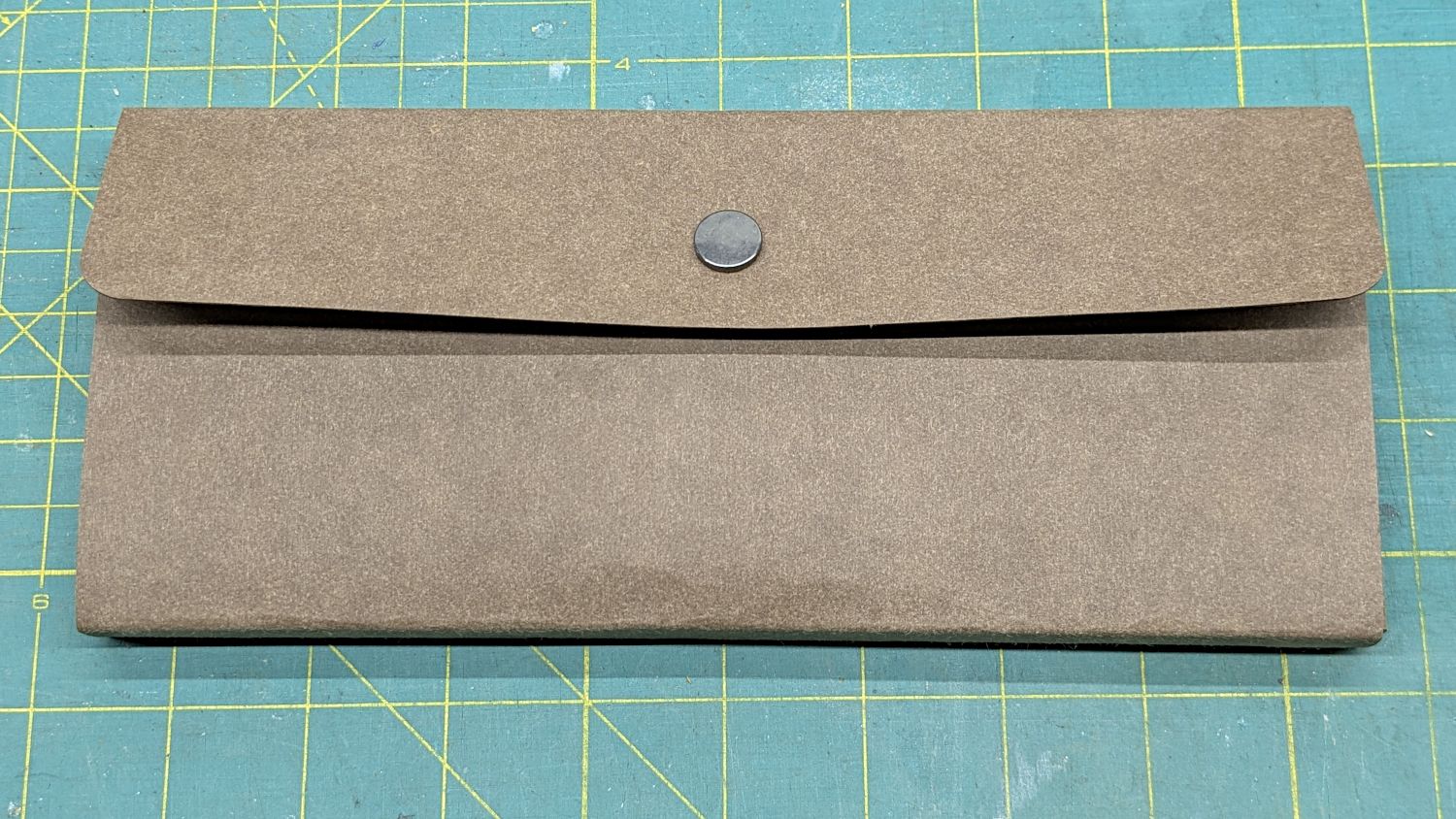
In retrospect, I should have used two leather snaps, but three would be excessive.
I folded the Kraft-Tex flat across a steel scale to make the first folds around the base, then finger-crimped folds at the top of the base with subsequent crisping around the scale:
TEC Drawing Set – open new
The underside of the original case seemed stable:
TEC Drawing Set – case bottom
This may be sacrilege, but I saw no point in peeling the bottom just to cover it up,so I stuck the Kraft-Tex in place with a rectangle of adhesive sheet.
It doesn’t look the same, but it still gives me a warm feeling.
It still has the tiny wrench needed to adjust all its screws:
TEC Drawing Set – wrench
It’s on 0.1 inch graph paper and is 40 mil = 1 mm thick, should you want to make your own. The blades taper down to essentially a knife edge, which is why it’s made from hard blue steel.
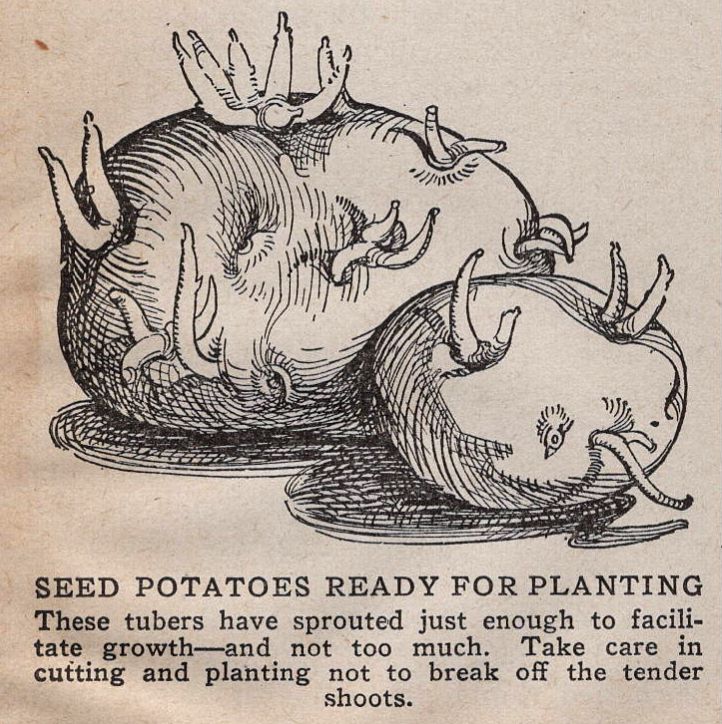
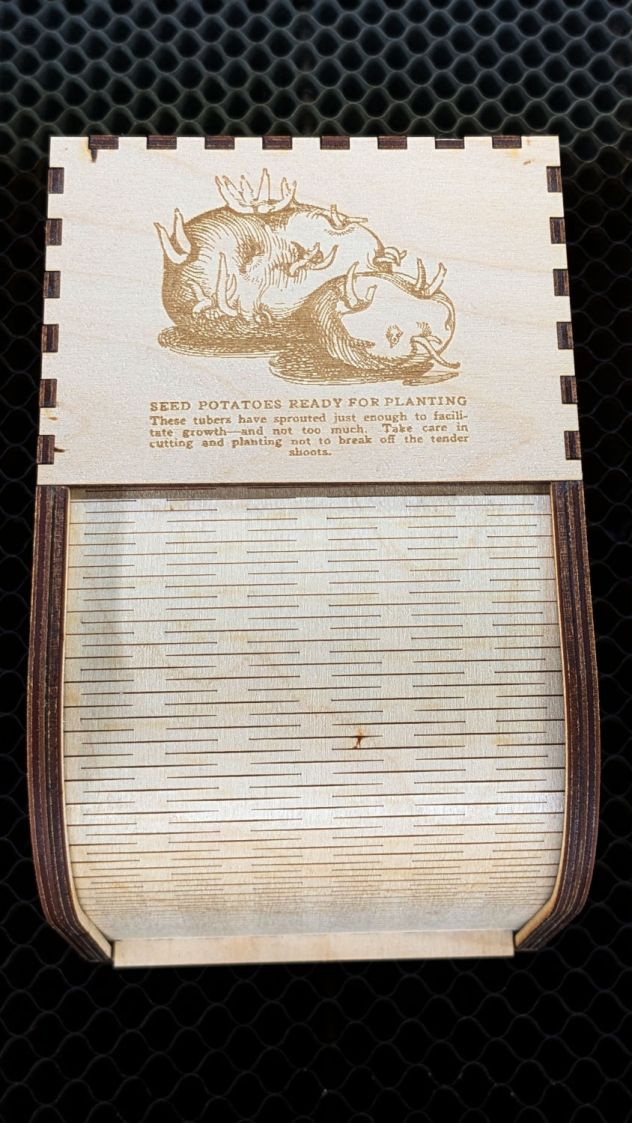
I remember being fascinated by that little pig when I was a pup.
Putting some scraps to good use, I stuck a cushion in the anvil for the next time I punch down a leather snap:
































{kind=link}
{kind=link}
{kind=link}