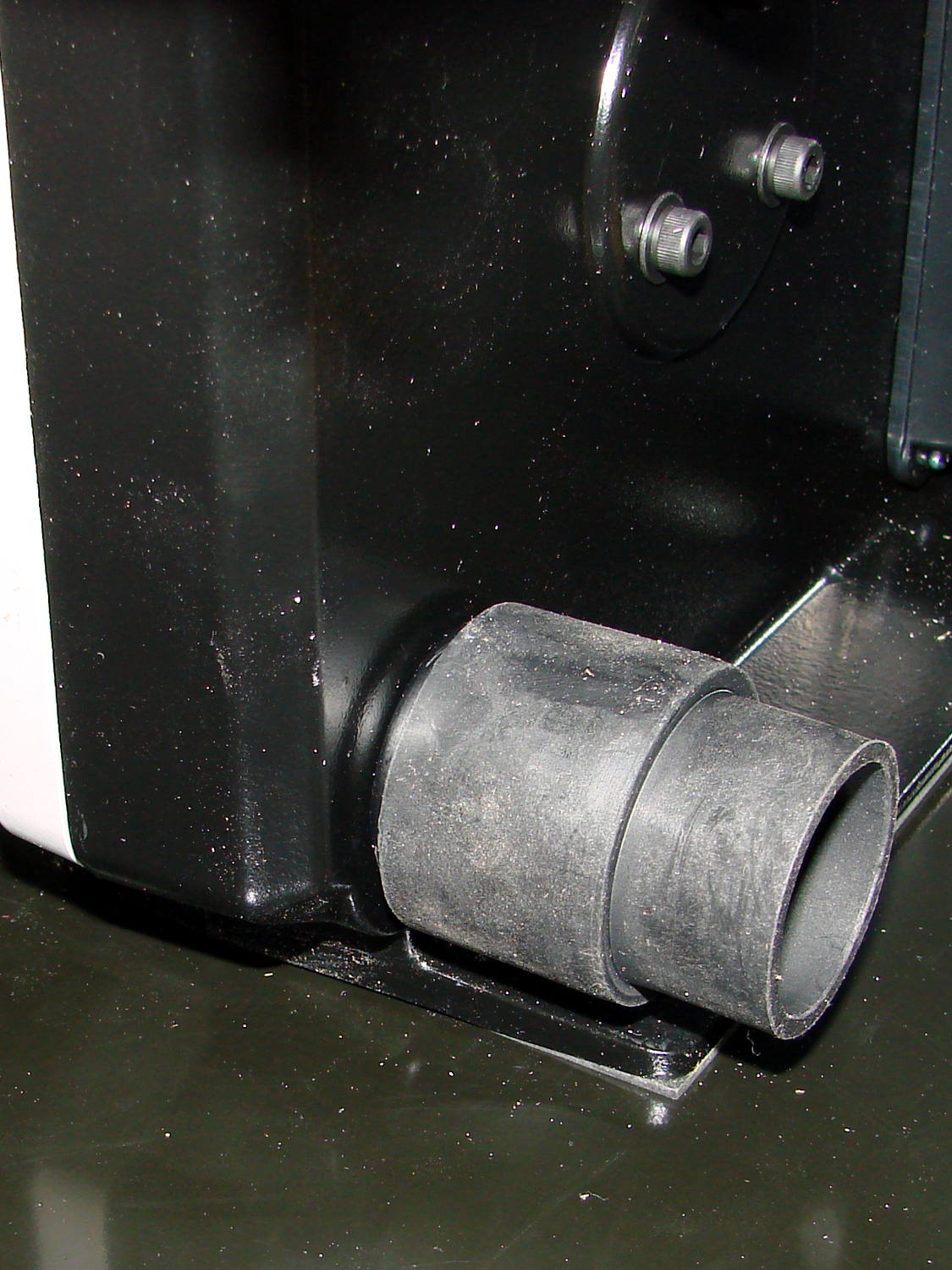
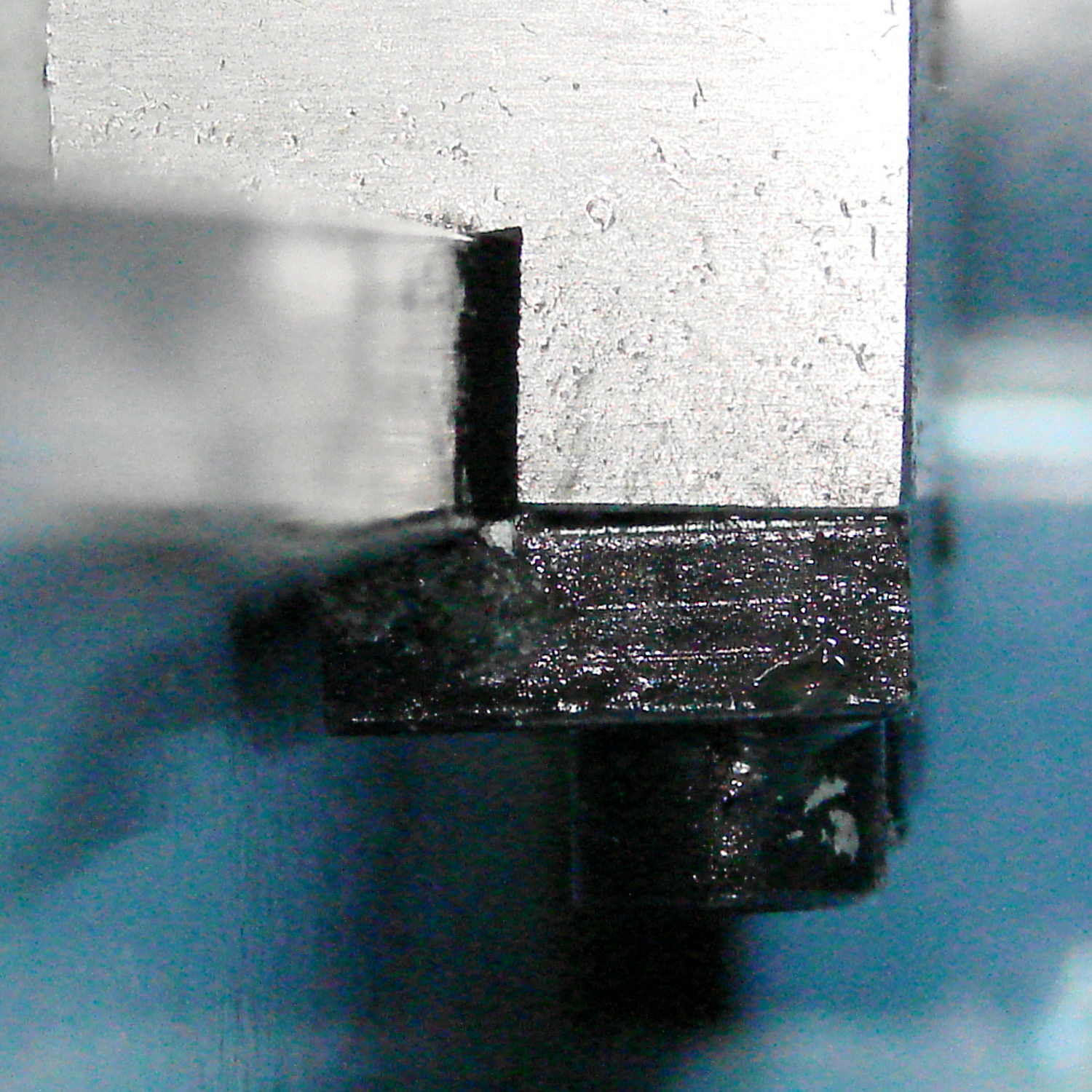
The mini-lathe carriage rides on its craptastically finished ways, with a pair of steel strips holding it in place. They’re supposed to be flat against the bed, with a nice oil layer providing a slippery surface. Well, apart from lots and lots of oil, that’s not their as-delivered condition:
The rear retainer:
Adjusting both retaining strips works best without the apron in place, which works best without the leadscrew in place, which requires dismantling the change gear quadrant and messing around with the pieces. Instead, disengage the half nuts (which is how they should be, anyway), remove the two big apron screws, then gently maneuver the apron out of the way off to the right. It’ll rest against the chip pan and hang from the half nuts, but won’t get into any trouble unless you do something stupid.
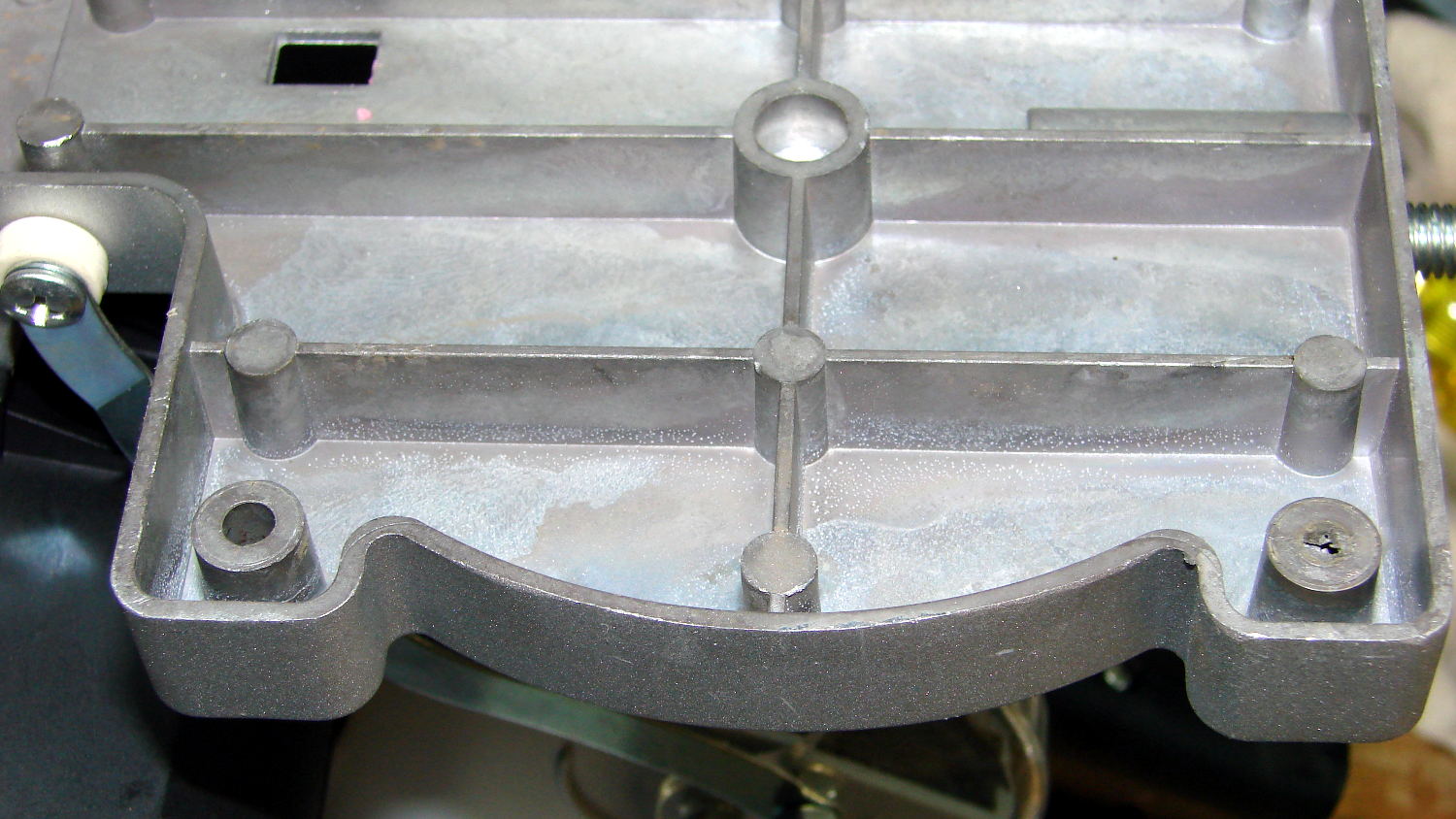
Remove both strips, wipe off the excess oil, then align each strip in turn:
Clamp the strip in place to ensure it’s flat against the underside of the bed way:
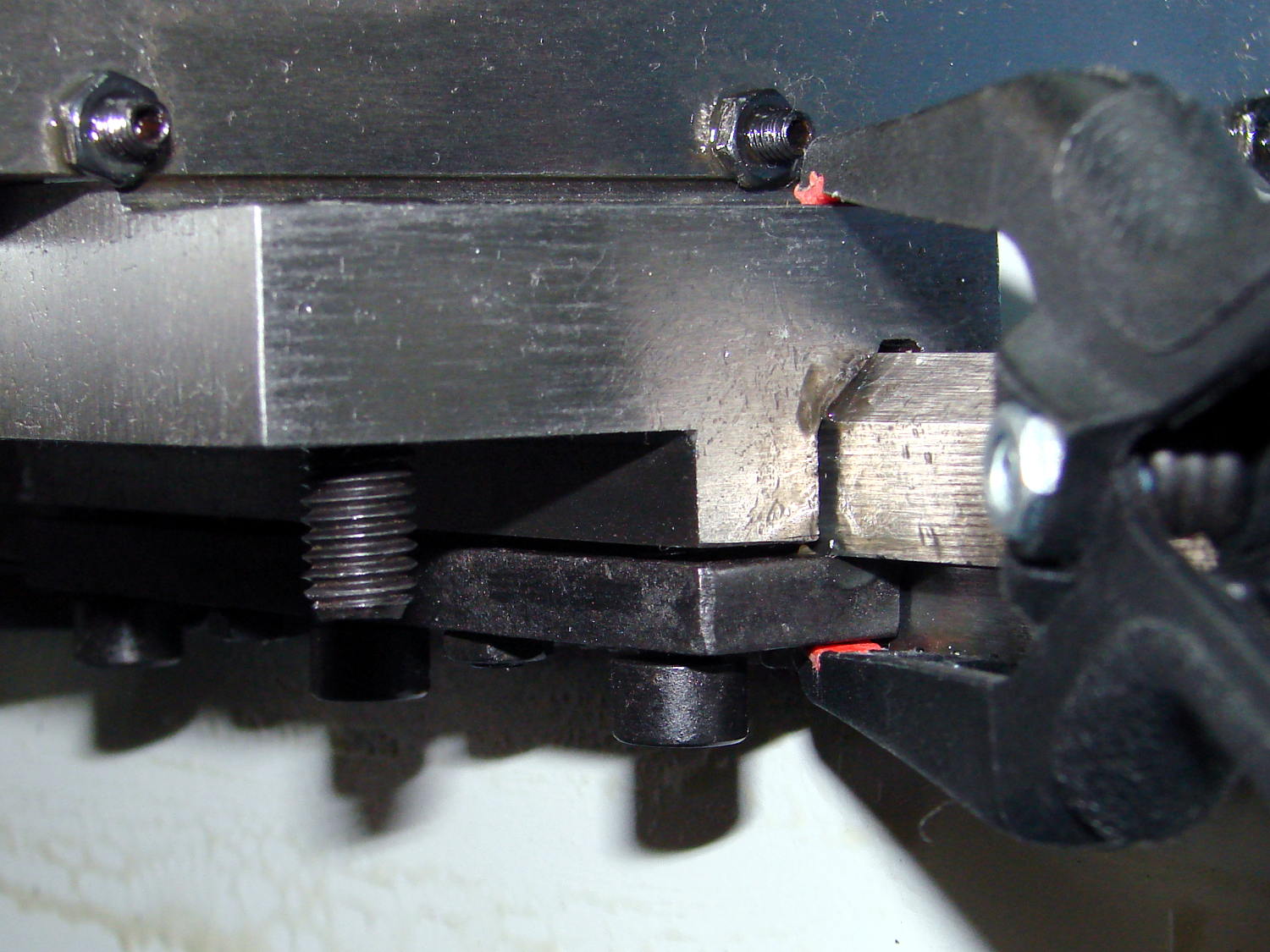
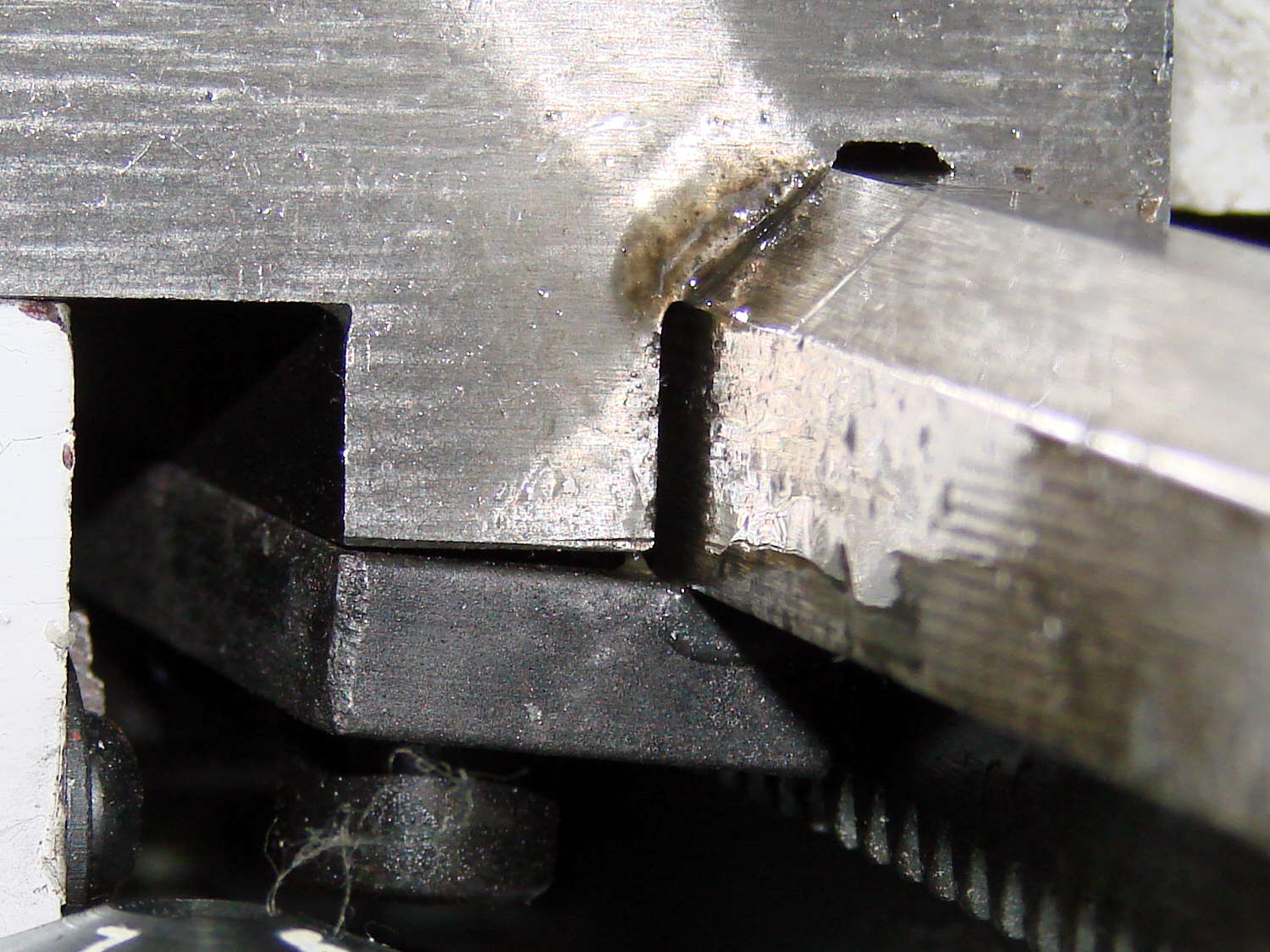
Twiddle the two setscrews until they’re just barely touching the underside of the carriage (thus ready to hold the strip more-or-less in the proper position), snug the three caps screws, test the fit by sliding the carriage back and forth, and iterate until satisfied. I found the setscrews needed quite a bit more than “barely touching” before the cap screws were tight enough, but your experience may differ.
Maybe 10 minutes of fiddling changed the overall carriage fit from “barely pushable” to “pretty good”, even with the original (lack of) way finishing in full effect:

My lathe has a loose spot a few inches to the right of the chuck, but it’s now reasonably smooth along the entire length.
Adjusting the cross-slide and compound gibs will definitely improve their disposition, too.