The mini-lathe arrives covered in oil and the chuck is no exception. Wrap it in a paper towel, spin it up, let it sling out (nearly all) of the excess oil:

Unwrap, enjoy…
The Smell of Molten Projects in the Morning
Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
Making the world a better place, one piece at a time
The mini-lathe arrives covered in oil and the chuck is no exception. Wrap it in a paper towel, spin it up, let it sling out (nearly all) of the excess oil:
Unwrap, enjoy…
I got an LMS adjustable carriage stop along with the mini-lathe to simplify cutting things to length. A few tweaks make it much less annoying to use:
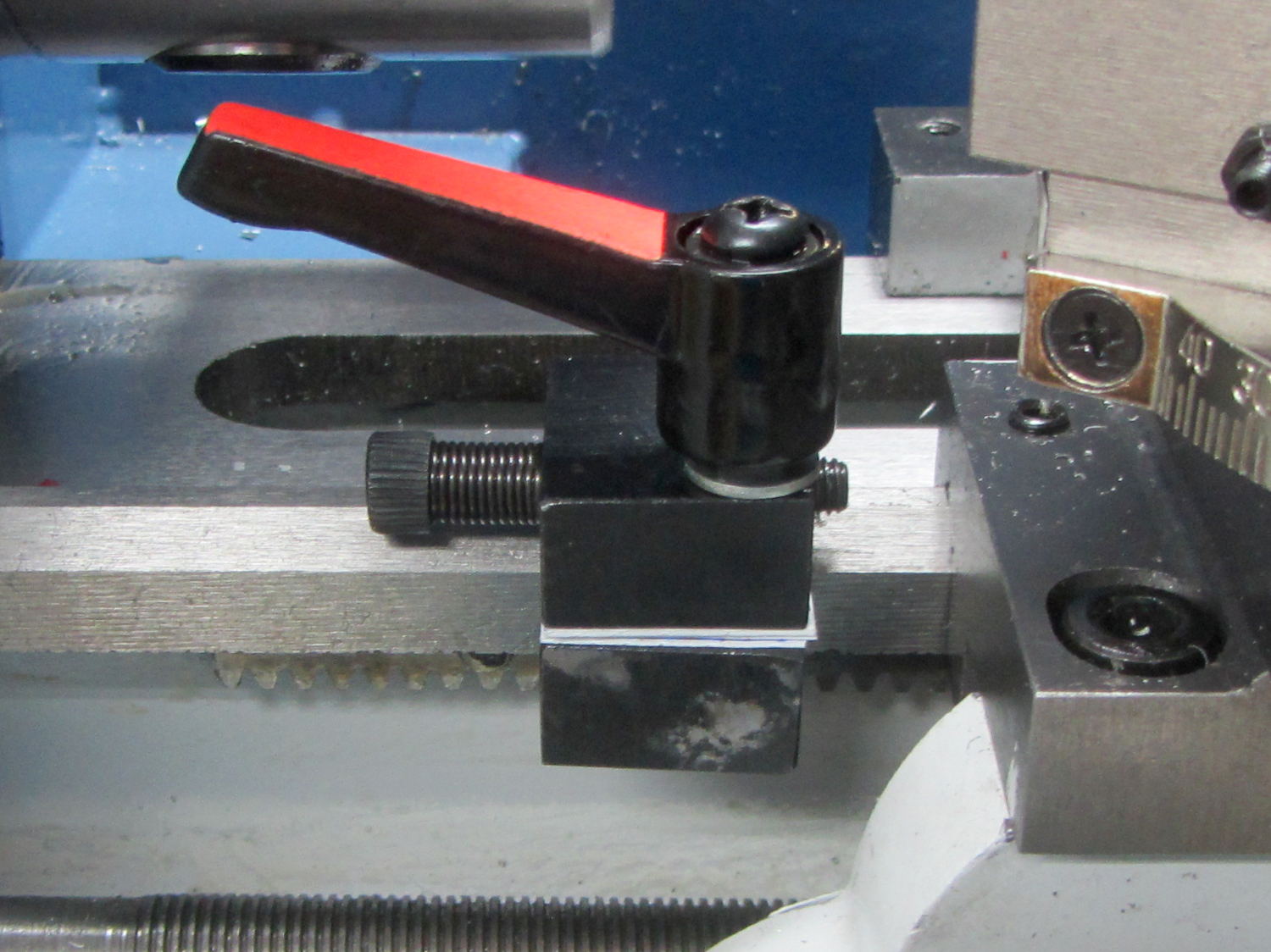
The fluorescent red tape makes the handle stand out vividly against the general clutter. It lives in the shadow of the chuck, where an extended jaw could end its life, so some protective coloration seemed in order.
The screw threaded into the lower part holds it together, but, as with the carriage retaining plates, only the outer edge clamped onto the lower part of the bed. Three layers of credit card plastic fill the gap and allow just enough compression to go from “freely sliding” to “firmly clamped” in half a turn of the lever.
The washer lets the lever turn easily on the upper block.
Remove the screw and spring from the lever to lift and properly re-index it on the internal nut.
The spring on the adjusting screw seems too long and exceedingly stiff for the task at hand. The Big Box o’ Little Springs didn’t offer a suitable replacement, so adapting / making one goes on the to-do list.
It really needs a sliding pin just to the left of the lever screw to hold the lower block in alignment, but that’s definitely in the nature of fine tuning.
Eks gave the traverse crank a few twirls, told me the gear was engaging the rack entirely too tightly, and recommended shimming the apron:

Of course, he was right.
Took two 18 mil shims to make it feel right, for whatever that’s worth.
That isn’t the prettiest solution, but it’ll suffice until the ways wear a bit more, things settle in, and I can cut a proper shim to surround the bolt holes across the entire bearing surface.
You can just make out the transparent plastic sheet that serves as a chip shield around the traverse gear shaft; kudos to LMS for that upgrade.
A chip shield tube / roof over the leadscrew is in order, too.
While mulling over the DRO situation, I clamped the compound rest to the cross slide, backed the knob to the limit of the backlash, and poked feeler gauges into the opening:

The backlash turned out to be around 20 mil = 0.020 inch = 0.5 mm, which seemed excessive to me, so I fiddled around with the contents of the Big Box o’ Polypropylene Sheets (harvested from various clamshell retail packages), deployed the hollow punches, performed some deft scissors work, and made some shims:
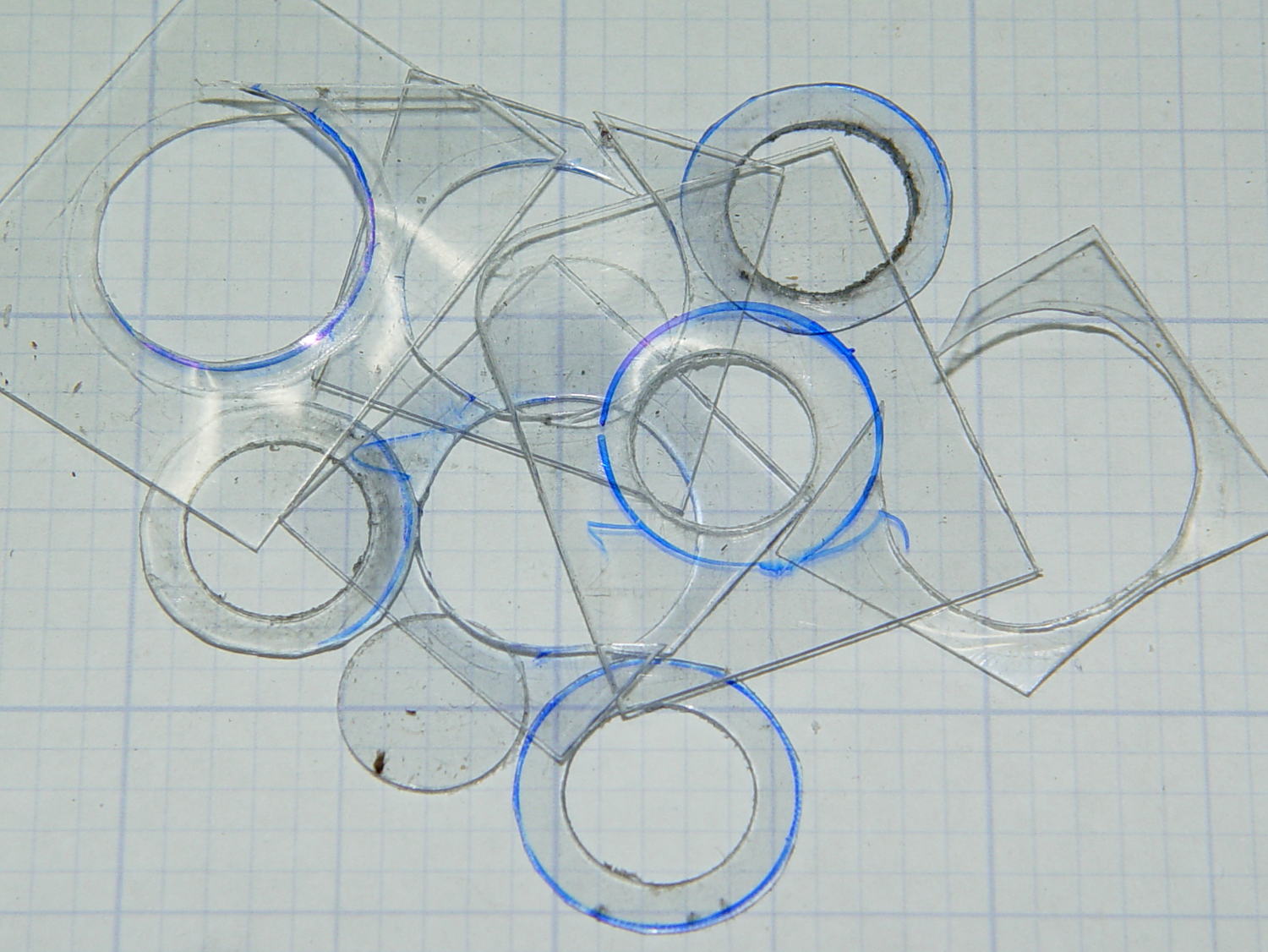
Eventually, one of ’em offered a Good Enough combination of reduced backlash and E-Z turning to suffice for now. The proper solution involves facing off / rebuilding the fat metal washer on the right to put the bore at right angles to the bearing surfaces, but that’s another project.
The final backlash ended up around 4 mils, with a bit of drag due to the slightly irregular metal washer on the left preventing anything tighter. The cross slide knob also has a bit of backlash, but the thinnest sheets are a bit too thick.
Polypropylene isn’t the right plastic for a bearing, but it’s cheap, readily available, easily worked, and served as a bring-along project at Squidwrench…
Our standard dishwasher loadout changed a while back, so I ran off more protectors to fill the bottom rack. The crystalline look of natural PETG is probably wasted in there, even though it puts the old, rather yellowed, PLA protectors to shame:

Dollops of silicone sealant hold them in place: the bigger the blob, the better the job.
We don’t activate the drying heater, so the plastic doesn’t get exposed to absurdly high temperatures. As nearly as I can tell, those PLA protectors remain in fine physical condition, even though they’re turning an odd color.
The support structures peeled out easily with a fingernail pull:
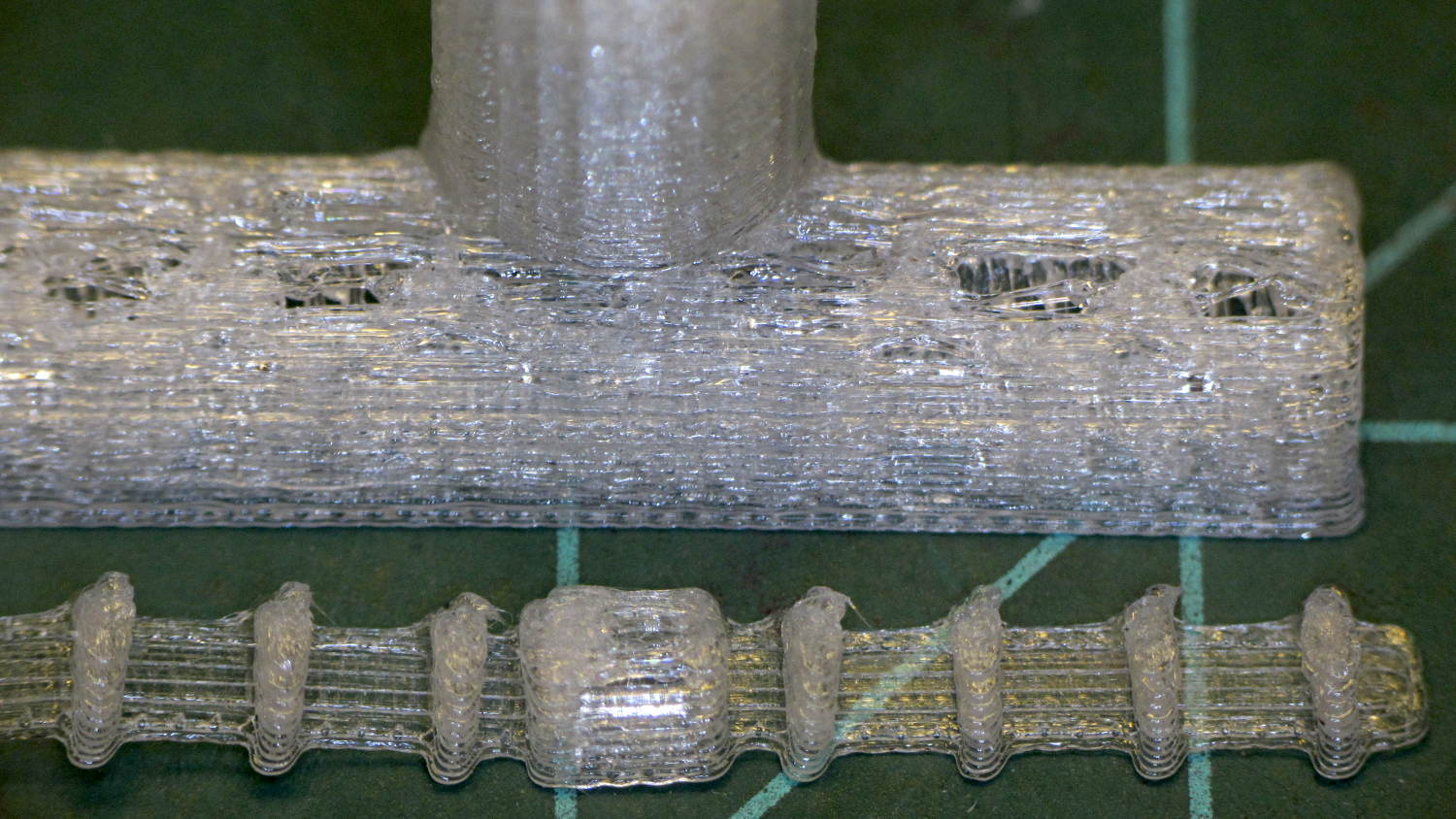
PETG doesn’t bridge well, as shown by the gaps between the support ridges. Those 0.20 mm layers seemed skimpy for lightly supported PETG, so I ran another set at 0.25 mm:
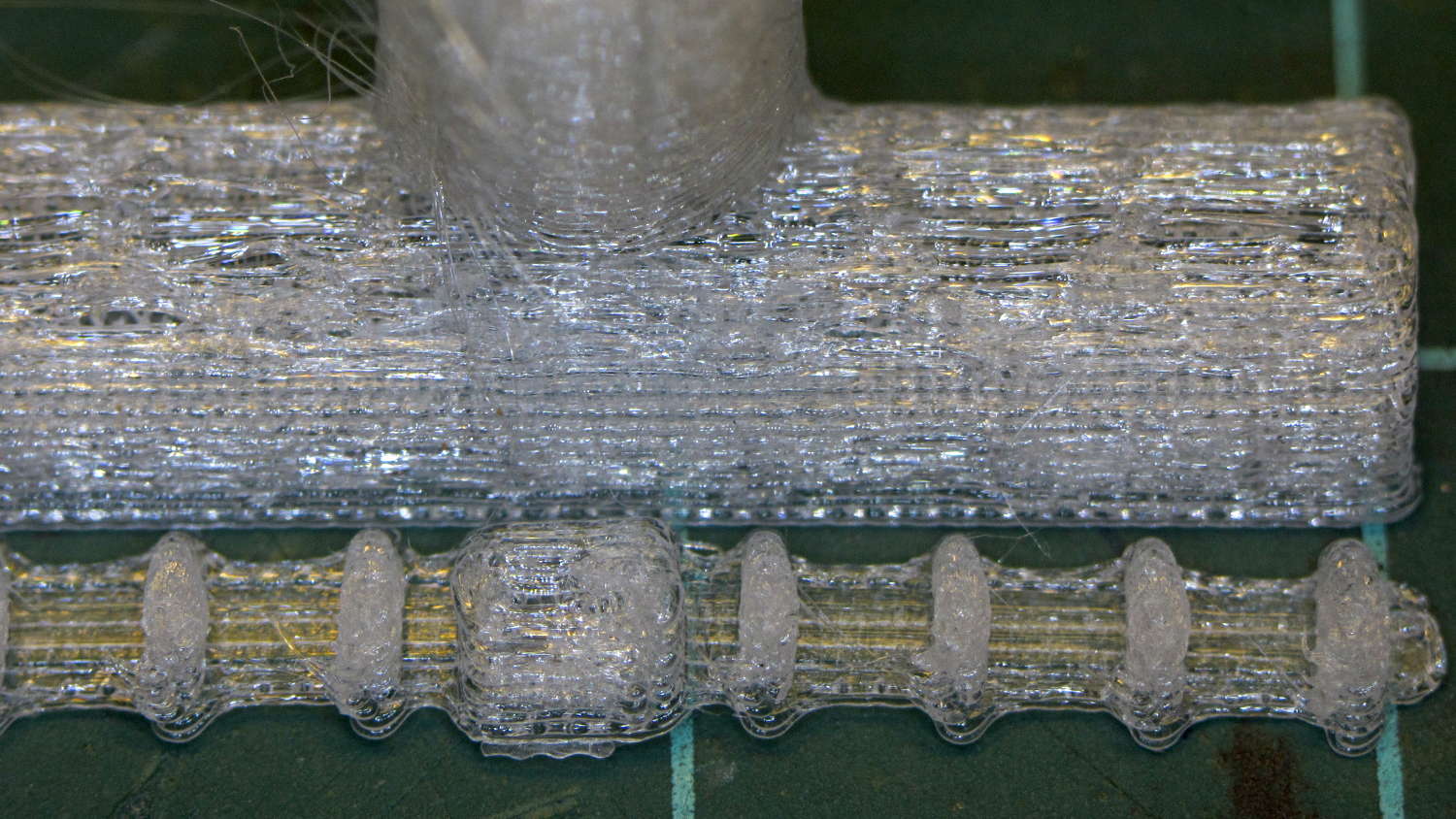
Not quite enough improvement for a Happy Dance, although fine for the application.
We look forward to seeing what grows in those little crevices…
The support holding the two big drawers below the bottom shelf of our long-suffering Whirlpool refrigerator broke off. Having previously repaired and then replaced the tab holding the strut in place, then added metal skid plates to the bearing surfaces, I’m getting pretty good at fighting this particular bit of entropy to a standstill:

Adding a few more clamps always make me feel good:

Although a good solvent-bond joint should be as strong as the original plastic, that’s not saying much: I expect the end of that strut will break off again. Perhaps the central web is wide enough for a few small screws?
About the third time I removed the mini-lathe’s change gear cover by deploying a 4 mm hex wrench on its pair of looong socket head cap screws, I realized that finger-friendly knobs were in order:

A completely invisible length of 4 mm hex key (sliced off with the new miter saw) runs through the middle of the knob into the screw, with a dollop of clear epoxy holding everything together:
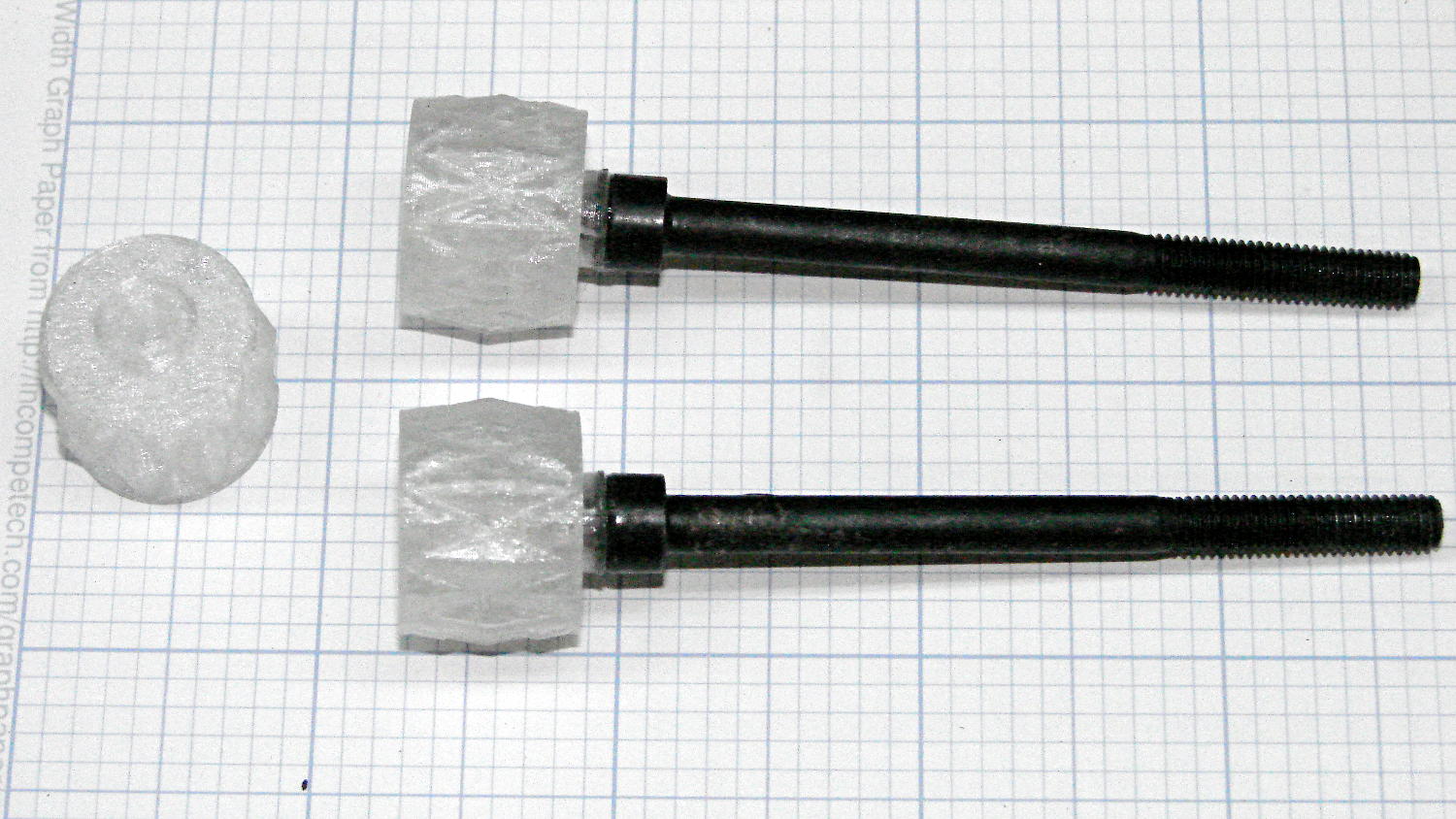
The 2 mm cylindrical section matches the screw head, compensates for the 1.5 mm recess, and positions the knobs slightly away from the cover:
They obviously descend from the Sherline tommy bar handles.
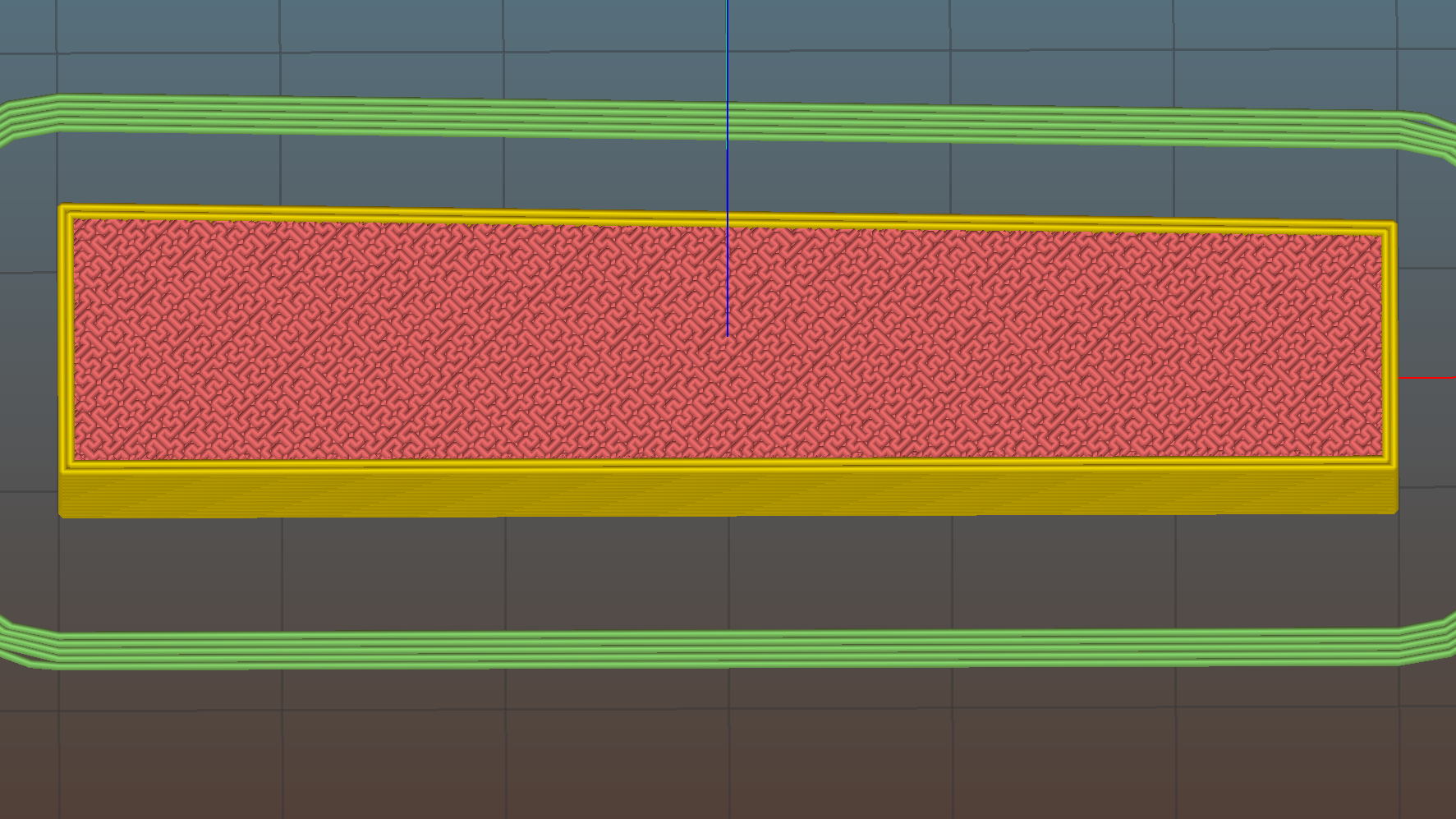
I built three of ’em at a time to get a spare to show off and to let each one cool down before the next layer arrives on top:

The top and bottom surfaces have Octagram Spiral infill that came out nicely, although it’s pretty much wasted in this application:

I have no explanation for that single dent in the perimeter.
The cover hangs from those two screws, which makes it awkward to line up, so I built a shim to support the cover in the proper position:
Nope, it’s not quite rectangular, as the change gear plate isn’t mounted quite square on the headstock:

I decided when if that plate eventually gets moved / adjusted / corrected, I’ll just build a new shim and move on. A length of double-sticky tape holds it onto the headstock.
Mounting the cover now requires only two hands: plunk it atop the shim, press it to the right so the angled side settles in place, insert screws, and it’s done.
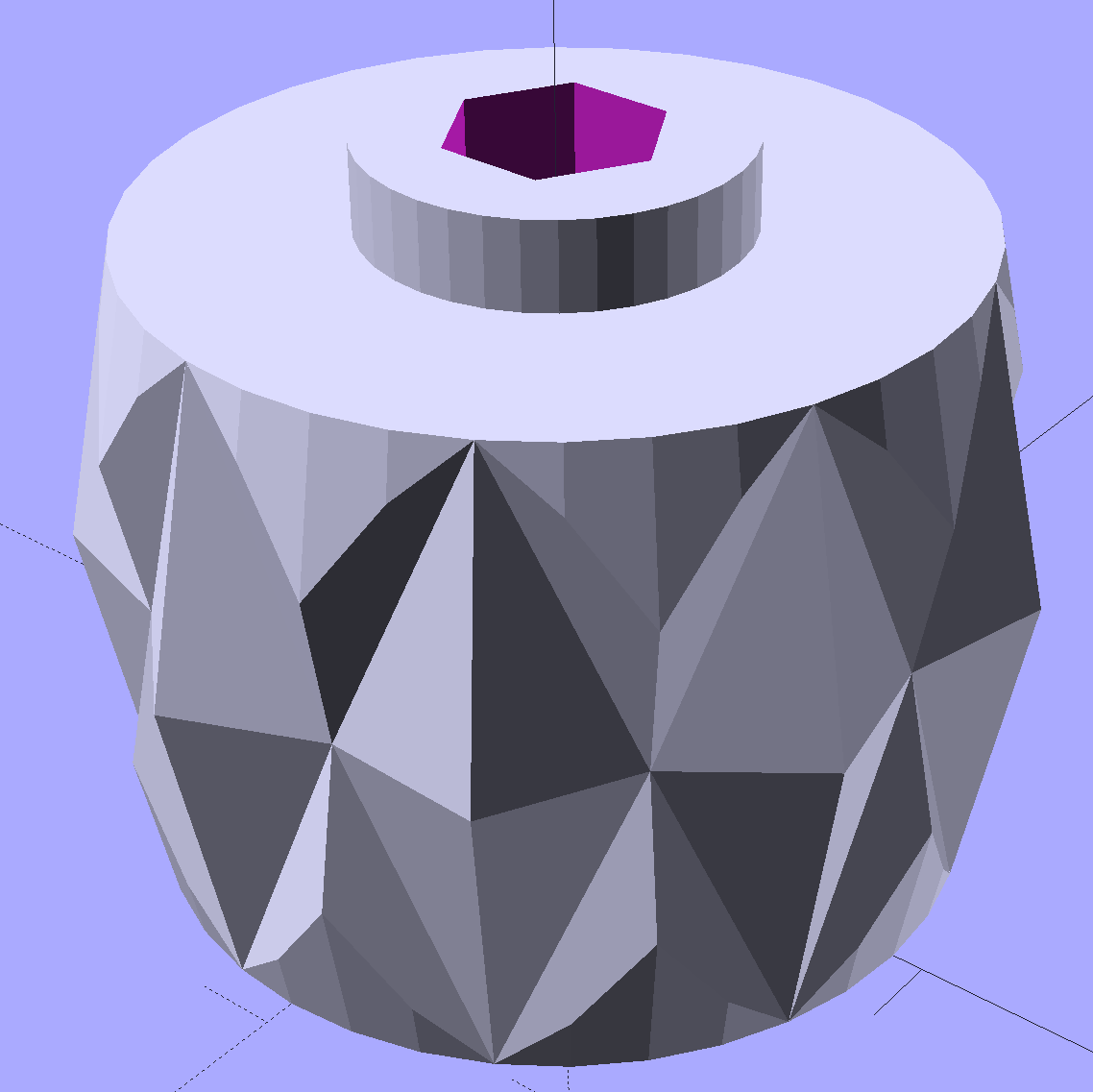
A short article by Samuel Will (Home Shop Machinist 35.3 May 2016) pointed out that any chips entering the spindle bore will eventually fall out directly into the plastic change gears and destroy them. He epoxied a length of PVC pipe inside the cover to guide the swarf outside, but I figured a tidier solution would be in order:

The solid model looks just like that:
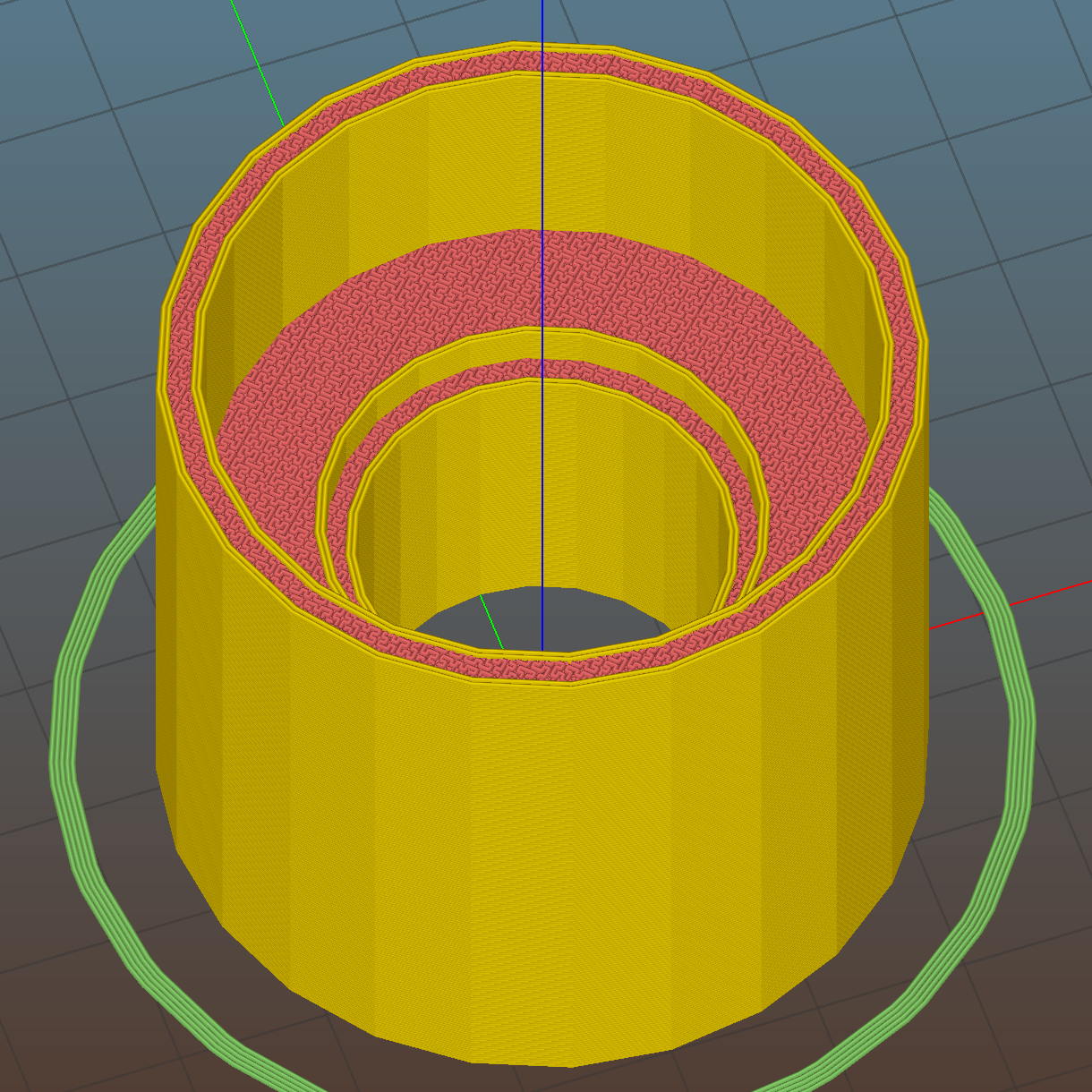
The backside of the shield has three M3 brass inserts pressed in place. I marked the holes on the cover by the simple expedient of bandsawing the base of the prototype shield (which I needed for a trial fit), lining it up with the spindle hole, and tracing the screw holes (which aren’t yet big enough for the inserts):
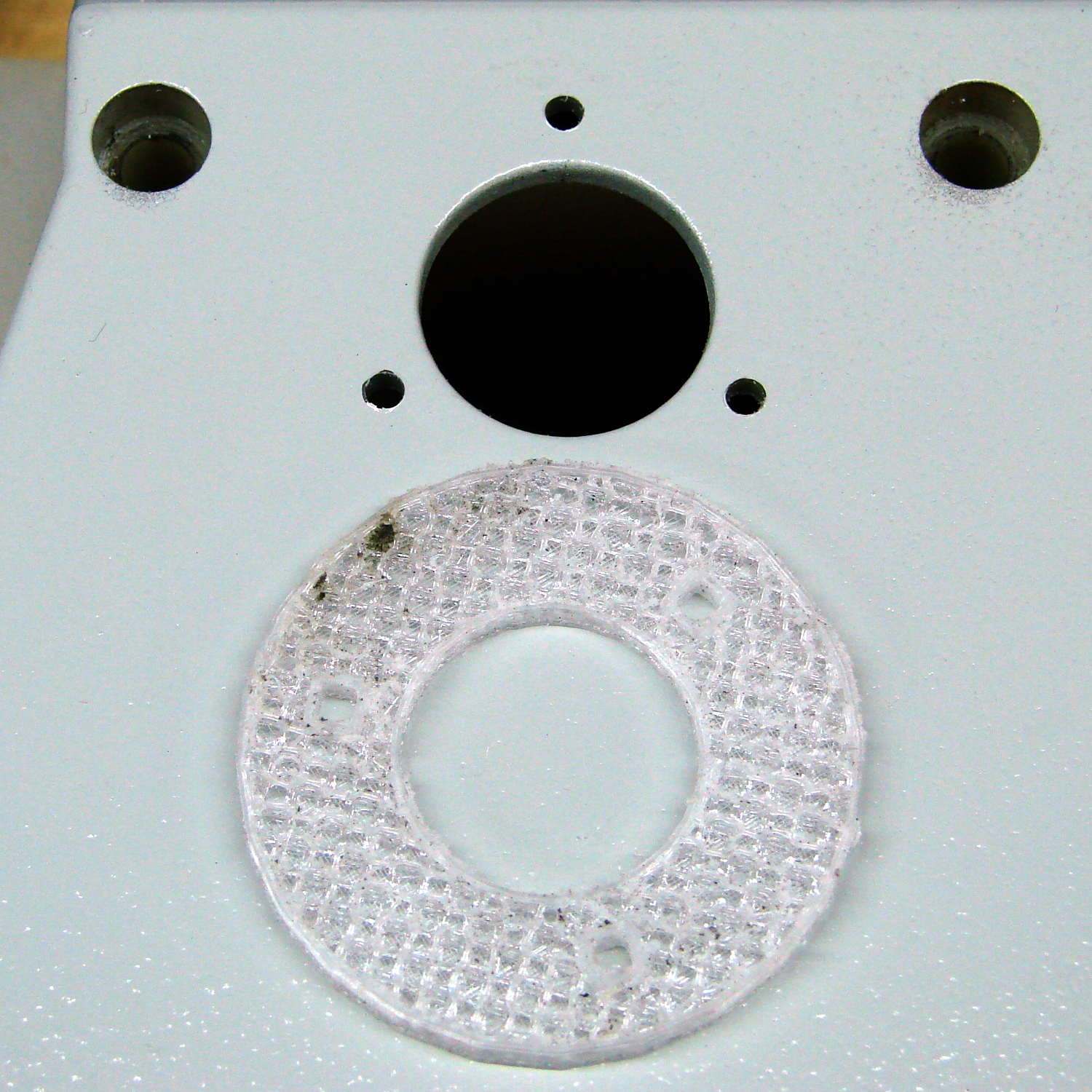
Yeah, that’s burned PETG snot around 10 o’clock on the shield. You could print a separate template if you prefer.
The various diameters and lengths come directly from my lathe and probably won’t be quite right for yours; there’s a millimeter or two of clearance in all directions that might not be sufficient.
Don’t expect the cover hole to line up with the spindle bore:

I should build an offset into the shield that jogs the holes in whatever direction makes the answer come out right, but that’s in the nature of fine tuning; those holes got filed slightly egg-shaped to ease the shield a bit to the right and it’s all good.
Heck, having the spindle line up pretty closely with the tailstock seems like enough of a bonus for one day.
The OpenSCAD source code as a GitHub Gist:
| // Tweakage for LMS Mini-Lathe cover | |
| // Ed Nisley – KE4ZNU – June 2016 | |
| Layout = "Shaft"; // Knob Shim Shaft | |
| use <knurledFinishLib_v2.scad> | |
| //- Extrusion parameters must match reality! | |
| // Print with 2 shells and 3 solid layers | |
| ThreadThick = 0.20; | |
| ThreadWidth = 0.40; | |
| HoleWindage = 0.3; // extra clearance to improve hex socket fit | |
| Protrusion = 0.1; // make holes end cleanly | |
| inch = 25.4; | |
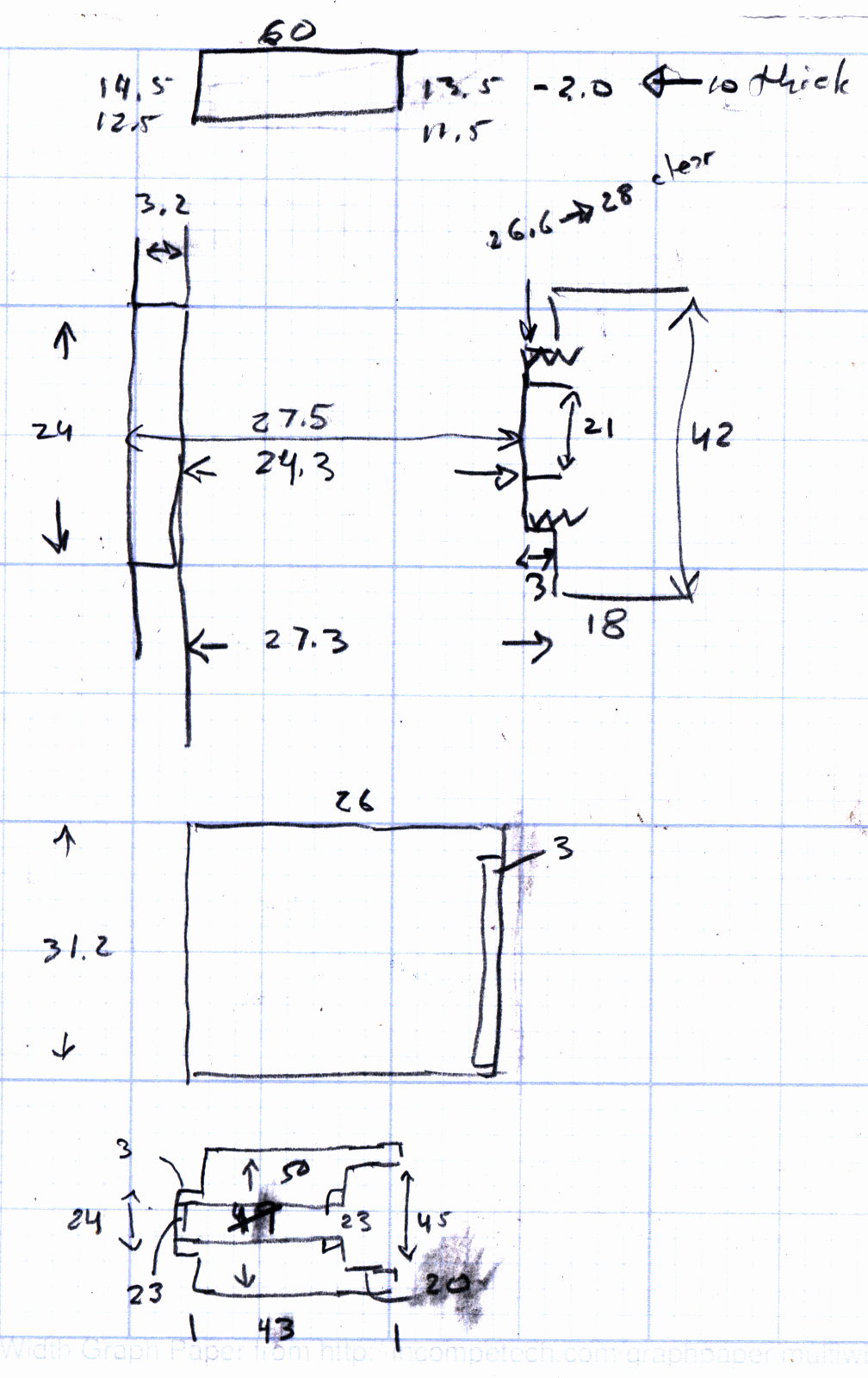
| //———————- | |
| // Dimensions | |
| //- Knobs for cover screws | |
| HeadDia = 8.5; // un-knurled section diameter | |
| HeadRecess = 2.0; // … length inside cover surface + some clearance | |
| SocketDia = 4.0; // hex key size | |
| SocketDepth = 10.0; | |
| KnurlLen = 15.0; // length of knurled section | |
| KnurlDia = 20.0; // … diameter at midline of knurl diamonds | |
| KnurlDPNom = 12; // Nominal diametral pitch = (# diamonds) / (OD inches) | |
| DiamondDepth = 1.5; // … depth of diamonds | |
| DiamondAspect = 4; // length to width ratio | |
| KnurlID = KnurlDia – DiamondDepth; // dia at bottom of knurl | |
| NumDiamonds = ceil(KnurlDPNom * KnurlID / inch); | |
| echo(str("Num diamonds: ",NumDiamonds)); | |
| NumSides = 4*NumDiamonds; // 4 facets per diamond | |
| KnurlDP = NumDiamonds / (KnurlID / inch); // actual DP | |
| echo(str("DP Nom: ",KnurlDPNom," actual: ",KnurlDP)); | |
| DiamondWidth = (KnurlID * PI) / NumDiamonds; | |
| DiamondLenNom = DiamondAspect * DiamondWidth; // nominal diamond length | |
| DiamondLength = KnurlLen / round(KnurlLen/DiamondLenNom); // … actual | |
| TaperLength = 0*DiamondLength; | |
| //- Shim to support cover | |
| CoverTopThick = 2.0; | |
| ShimThick = 10.0; | |
| ShimCornerRadius = 2.0; | |
| ShimPoints = [[0,0],[60,0],[60,(13.5 – CoverTopThick)],[0,(14.5 – CoverTopThick)]]; | |
| //- Shaft extension to keep crap out of the change gear train | |
| ID = 0; | |
| OD = 1; | |
| LENGTH = 2; | |
| Shaft = [24.0,30.0,41.0]; // ID=through, OD=thread OD, Length = cover to nut seat | |
| ShaftThreadLength = 3.0; | |
| ShaftSides = 6*4; | |
| ShaftNut = [45,50,16]; // recess around shaft nut, OD = outside of cover | |
| Insert = [3.5,5.0,8.0]; // 3 mm threaded insert | |
| NumCoverHoles = 3; | |
| CoverHole = [Insert[OD],35.0,12.0]; // ID = insert, OD = BCD, LENGTH = screw hole depth | |
| ShaftPoints = [ | |
| [Shaft[ID]/2,0], | |
| [ShaftNut[OD]/2,0], | |
| [ShaftNut[OD]/2,Shaft[LENGTH]], | |
| [ShaftNut[ID]/2,Shaft[LENGTH]], | |
| [ShaftNut[ID]/2,Shaft[LENGTH] – ShaftNut[LENGTH]], | |
| [Shaft[OD]/2, Shaft[LENGTH] – ShaftNut[LENGTH]], | |
| [Shaft[OD]/2, Shaft[LENGTH] – ShaftNut[LENGTH] – ShaftThreadLength], | |
| [Shaft[ID]/2, Shaft[LENGTH] – ShaftNut[LENGTH] – ShaftThreadLength], | |
| ]; | |
| //———————- | |
| // Useful routines | |
| module PolyCyl(Dia,Height,ForceSides=0) { // based on nophead's polyholes | |
| Sides = (ForceSides != 0) ? ForceSides : (ceil(Dia) + 2); | |
| FixDia = Dia / cos(180/Sides); | |
| cylinder(r=(FixDia + HoleWindage)/2, | |
| h=Height, | |
| $fn=Sides); | |
| } | |
| //- Build things | |
| if (Layout == "Knob") | |
| difference() { | |
| union() { | |
| render(convexity=10) | |
| translate([0,0,TaperLength]) // knurled cylinder | |
| knurl(k_cyl_hg=KnurlLen, | |
| k_cyl_od=KnurlDia, | |
| knurl_wd=DiamondWidth, | |
| knurl_hg=DiamondLength, | |
| knurl_dp=DiamondDepth, | |
| e_smooth=DiamondLength/2); | |
| color("Orange") // lower tapered cap | |
| cylinder(r1=HeadDia/2, | |
| r2=(KnurlDia – DiamondDepth)/2, | |
| h=(TaperLength + Protrusion), | |
| $fn=NumSides); | |
| color("Orange") // upper tapered cap | |
| translate([0,0,(TaperLength + KnurlLen – Protrusion)]) | |
| cylinder(r2=HeadDia/2, | |
| r1=(KnurlDia – DiamondDepth)/2, | |
| h=(TaperLength + Protrusion), | |
| $fn=NumSides); | |
| color("Moccasin") // cylindrical extension | |
| translate([0,0,(2*TaperLength + KnurlLen – Protrusion)]) | |
| cylinder(r=HeadDia/2,h=(HeadRecess + Protrusion),$fn=NumSides); | |
| } | |
| translate([0,0,(2*TaperLength + KnurlLen + HeadRecess – SocketDepth + Protrusion)]) | |
| PolyCyl(SocketDia,(SocketDepth + Protrusion),6); // hex key socket | |
| } | |
| if (Layout == "Shim") | |
| linear_extrude(height=(ShimThick)) // overall flange around edges | |
| polygon(points=ShimPoints); | |
| if (Layout == "Shaft") | |
| difference() { | |
| rotate_extrude($fn=ShaftSides,convexity=5) | |
| polygon(points=ShaftPoints); | |
| for (i=[0:NumCoverHoles-1]) | |
| rotate(i*360/NumCoverHoles) | |
| translate([CoverHole[OD]/2,0,-Protrusion]) | |
| rotate(180/8) | |
| PolyCyl(Insert[OD],15,8); | |
| } |
The original doodle with more-or-less actual dimensions and clearances and suchlike: