Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
Category: Science
If you measure something often enough, it becomes science
Based on the results from last time, I set the temperature to the cooktop’s maximum 460 °F and, bother fiddling with condensing the moisture on a lid, and let it cook.
Weighing the beads (about) once an hour:
Start: 700 g
1 hr: 678 g
2 hr: 666 g
3 hr: 661 g
The 39 g water loss is 5.6% of the wet weight and 5.9% of the dry weight, which is roughly the amount absorbed by both silica gel and alumina after a month or so in the filament boxes.
During those hours the surface temperature rose from 73 F to 190 °F, although the exact number depends on exactly where the IR thermometer was staring. Stirring the beads to get an average temperature might be more convincing, but not by much.
Exactly how dry the beads become after three hours remains unknown, but the temperature increase suggests most of the water has gone elsewhere.
Cooling the beads in a covered bowl and pouring them into a jug produced a total weight of 767 g, which settled at 770 g over the course of two days; the jug seems reasonably vapor-tight.
Alumina beads seem much less prone to damage by overheating than silica gel beads and have similar performance in the boxes, which makes them a strong contender for the next round.
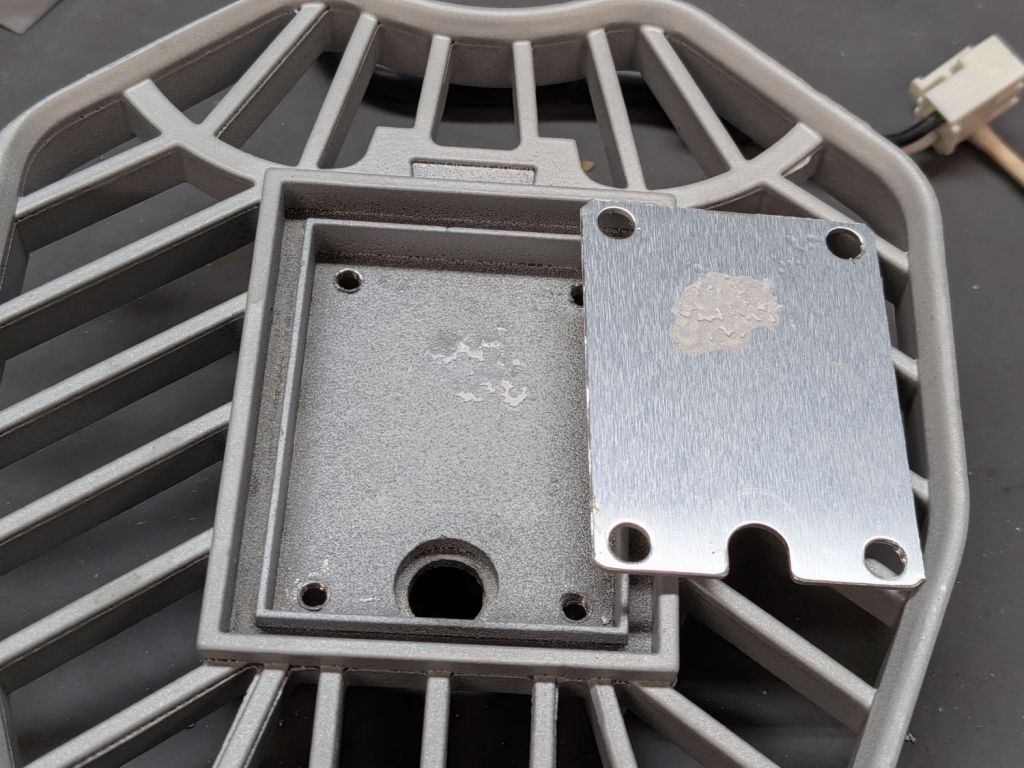
The hidden part of all three LED arrays in the dead garage light looked like this:
LED Garage Light – inadequate heatsink compound
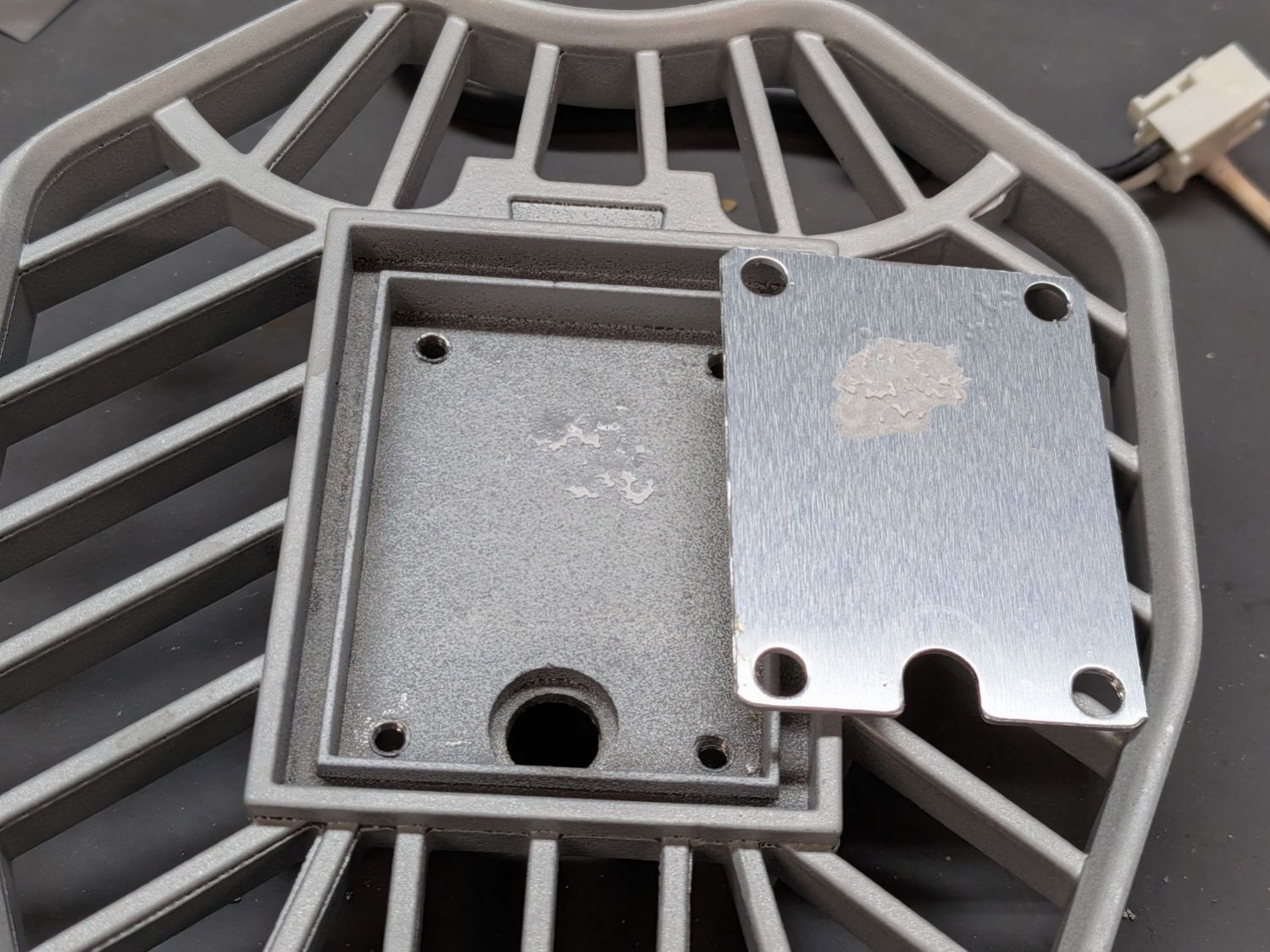
Although the compound was still gooey, there wasn’t nearly enough of it. The few tendrils on the heatsink suggest the LED array had bowed upward, pulled away from the cast aluminum, and eliminated any direct conduction.
A bit of probing showed each LED array had 16 series groups of 4 parallel LEDS, with one group in each array failed open. That group was toward the end away from the inadequate heatsink compound: the LEDs died from heatstroke brought on by neglect.
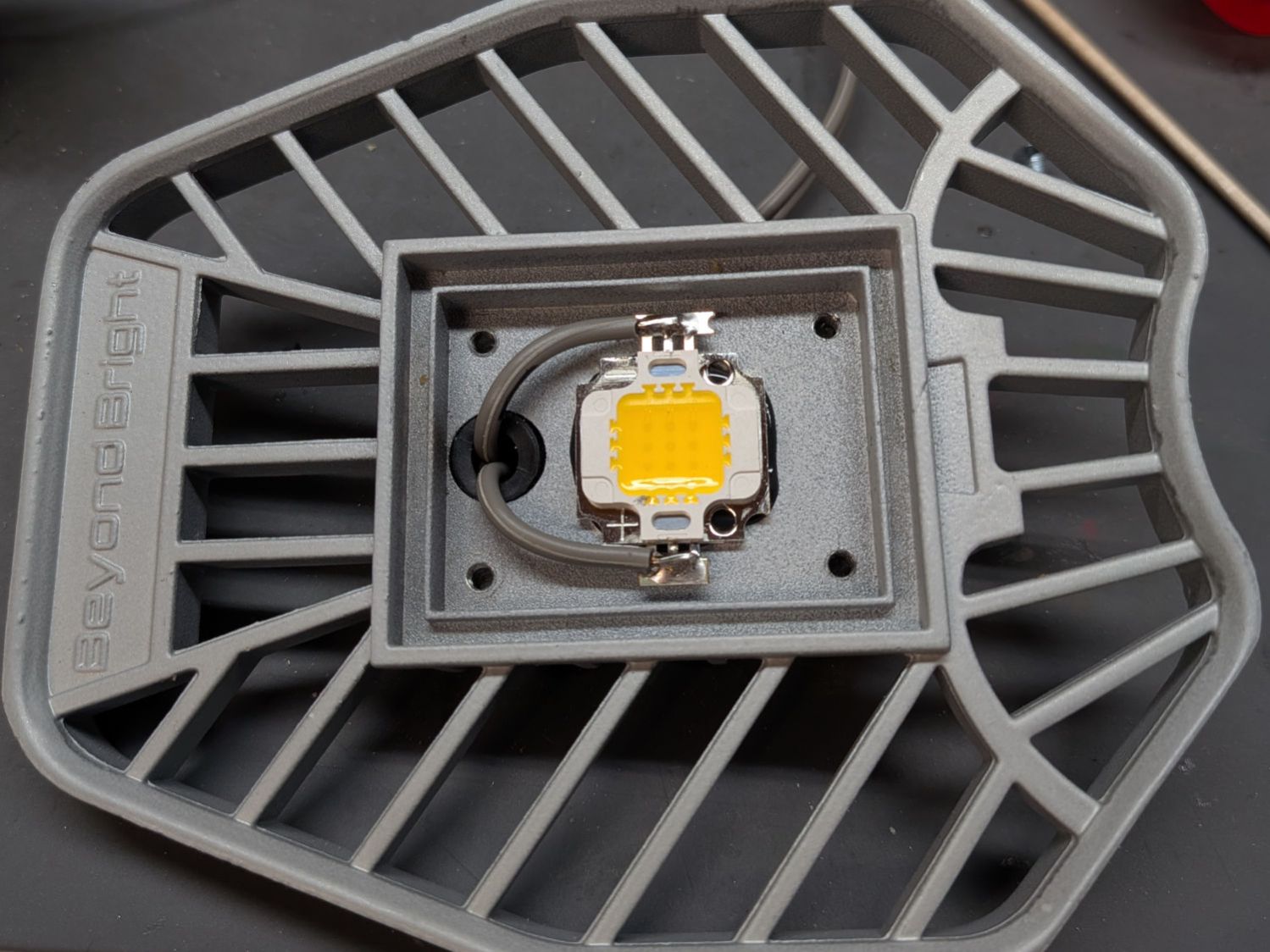
The Drawer o’ LED Arrays disgorged a bag of surplus LEDs labeled “10 W 9-12 V 750 mA”:
LED Garage Light – epoxy replacement
It’s sitting on a generous blob of steel-filled JB Kwik epoxy that should do a great job of conducting heat. A bag of cheap constant-current supplies is on order.
Amazon has similar “10 W 9-12 V 350-450 mA” arrays.
Try as I might, I can’t get 10 W from those numbers, but I’ve never understood advertising math.
The last three boxes had 50 g of activated alumina and got fresh doses from the same bottle.
The other boxes had 50 g from the original bottle of silica gel beads and now have regenerated (and likely damaged) silica gel beads.
AFAICT, the meter in the orange PETG PolyDryer box isn’t working right, because the humidity indicator card in there has blue spots all the way down to 10%, just like the other boxes. Color differences for meter readings in the teens may be too subtle for my eyes.
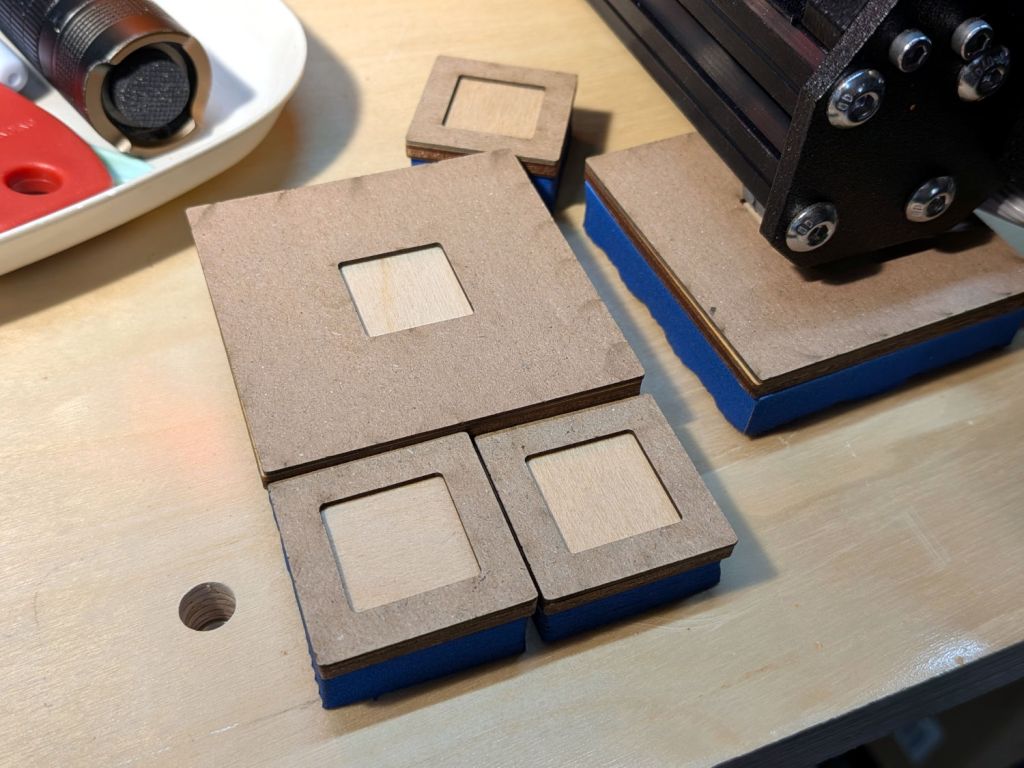
Using different card colors makes it easy to find your program deck in the Comp Center’s output bins:
Punched Cards – paper color vs smoke stains
The smoke stains on the bottom orange card came from the same LightBurn settings used with the purple (violet?) and blue (teal?) cards: 400 mm/s, 35% power, and assist air enabled.
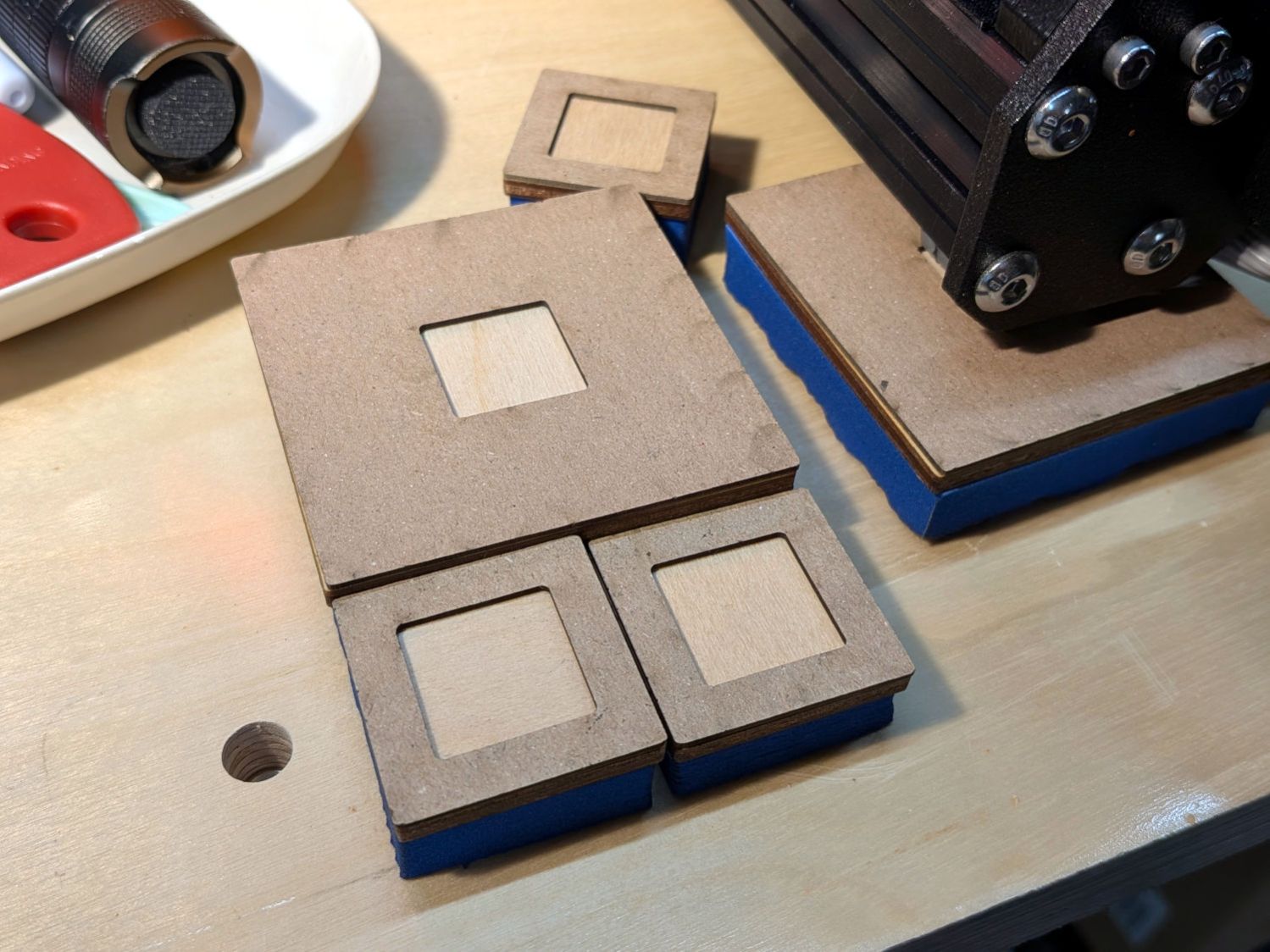
The conventional wisdom is that you *do not* use assist air while engraving, to avoid pushing the smoke / soot down onto the material, and I’ve generally followed that rule. Apparently evaporating holes in the other colors doesn’t generate much smoke and I had no reason to notice the air was enabled.
The upper orange card differs from the lower one only in having the assist air turned off, so I have definitely learned my lesson!
Readers of long memory will recall the dual-path assist air setup that pushes 2 l/m through the nozzle when the LightBurn layer has AIR disabled, specifically to keep smoke out of the nozzle and away from the lens; that gentle breeze doesn’t push smoke into the paper.
FWIW, that’s why I run a set of test cards before I do anything fancy for the first time.
After a few days, it was obvious only the larger beads changed color and, no matter what the description said, they were not going to become any color I would recognize as green.
While the larger ones did get darker, the smaller ones must have already been at their limit of adsorption and remained at the same shade.
For humidity levels under about 20%, I think changing the desiccant every month or so is the only way to be sure.