Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
The original owner of our house positioned two blue plastic barrels along the driveway, filled with salt for ice melting. We’ve neither used the salt (a snowblower suffices for most storms) nor removed the barrels; they’ve been in those spots for at least three decades.
The mini-lathe arrives covered in oil and the chuck is no exception. Wrap it in a paper towel, spin it up, let it sling out (nearly all) of the excess oil:
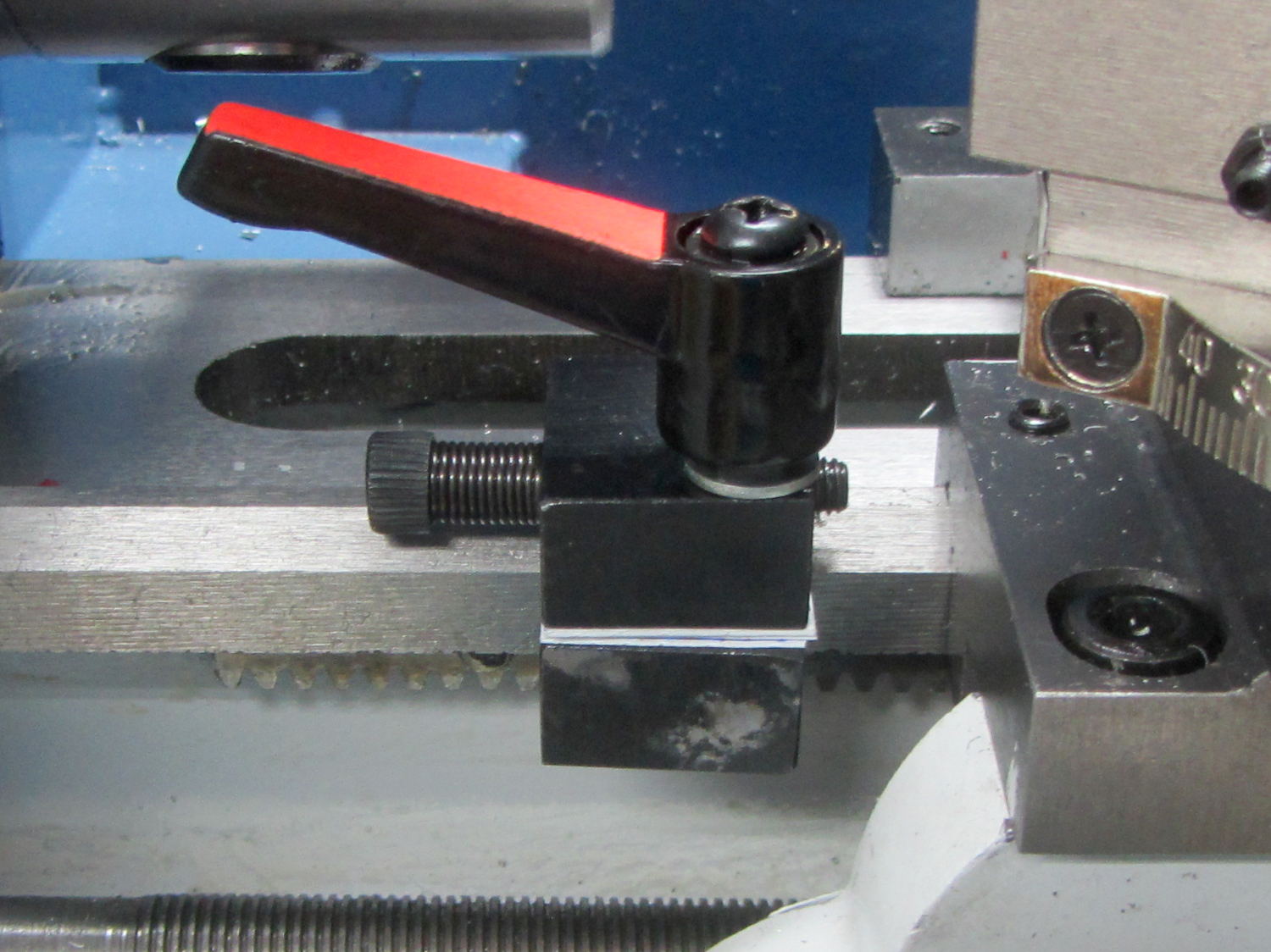
I got an LMS adjustable carriage stop along with the mini-lathe to simplify cutting things to length. A few tweaks make it much less annoying to use:
LMS Mini-lathe – carriage stop – crude shim
The fluorescent red tape makes the handle stand out vividly against the general clutter. It lives in the shadow of the chuck, where an extended jaw could end its life, so some protective coloration seemed in order.
The screw threaded into the lower part holds it together, but, as with the carriage retaining plates, only the outer edge clamped onto the lower part of the bed. Three layers of credit card plastic fill the gap and allow just enough compression to go from “freely sliding” to “firmly clamped” in half a turn of the lever.
The washer lets the lever turn easily on the upper block.
Remove the screw and spring from the lever to lift and properly re-index it on the internal nut.
The spring on the adjusting screw seems too long and exceedingly stiff for the task at hand. The Big Box o’ Little Springs didn’t offer a suitable replacement, so adapting / making one goes on the to-do list.
It really needs a sliding pin just to the left of the lever screw to hold the lower block in alignment, but that’s definitely in the nature of fine tuning.
Eks gave the traverse crank a few twirls, told me the gear was engaging the rack entirely too tightly, and recommended shimming the apron:
LMS mini-lathe – apron shim
Of course, he was right.
Took two 18 mil shims to make it feel right, for whatever that’s worth.
That isn’t the prettiest solution, but it’ll suffice until the ways wear a bit more, things settle in, and I can cut a proper shim to surround the bolt holes across the entire bearing surface.
You can just make out the transparent plastic sheet that serves as a chip shield around the traverse gear shaft; kudos to LMS for that upgrade.
A chip shield tube / roof over the leadscrew is in order, too.
The never-sufficiently-to-be-damned O-rings in the kitchen’s American Standard faucet wore out again; the faucet spout went from a tolerable piddle to a major flow over the course of a few weeks.
The inner circumference of the bottom O-ring had most of the wear:
American Standard faucet – worn lower o-ring
In cross-section, it’s more of a D-ring:
American Standard faucet – worn lower o-ring – section
Once again, I soaked the spout & pillar in vinegar to remove the mineral deposits (despite the soft water), gave them a light sanding with 800 grit paper to regularize the surfaces, cleaned everything up, lubed it with petroleum jelly, and it’s all good.
Disassembly and replacement went smoothly, mostly because I could look up what I did before and avoid all the usual mistakes.
While mulling over the DRO situation, I clamped the compound rest to the cross slide, backed the knob to the limit of the backlash, and poked feeler gauges into the opening:
LMS mini-lathe – measuring compound backlash
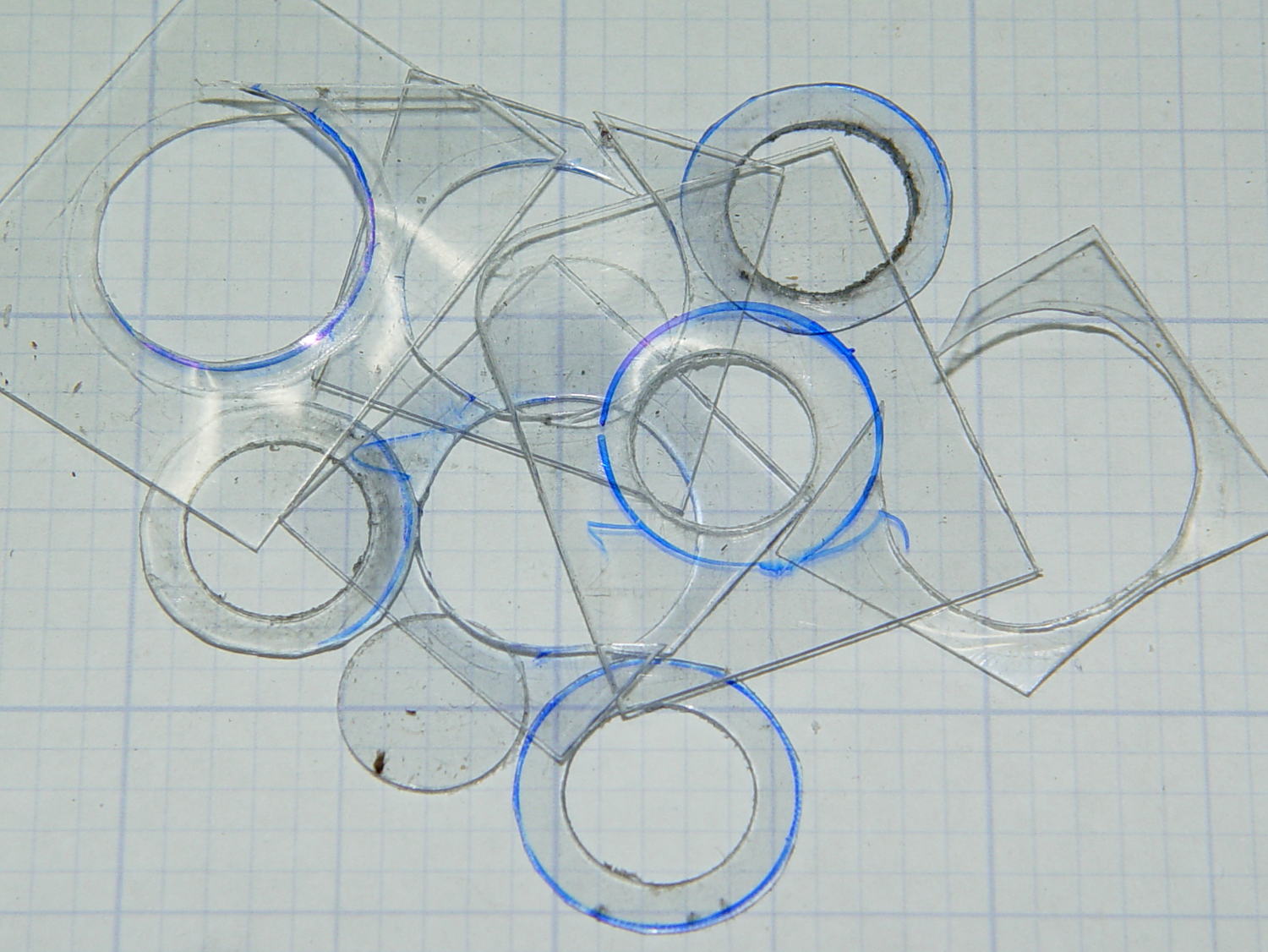
The backlash turned out to be around 20 mil = 0.020 inch = 0.5 mm, which seemed excessive to me, so I fiddled around with the contents of the Big Box o’ Polypropylene Sheets (harvested from various clamshell retail packages), deployed the hollow punches, performed some deft scissors work, and made some shims:
LMS mini-lathe – compound knob shims
Eventually, one of ’em offered a Good Enough combination of reduced backlash and E-Z turning to suffice for now. The proper solution involves facing off / rebuilding the fat metal washer on the right to put the bore at right angles to the bearing surfaces, but that’s another project.
The final backlash ended up around 4 mils, with a bit of drag due to the slightly irregular metal washer on the left preventing anything tighter. The cross slide knob also has a bit of backlash, but the thinnest sheets are a bit too thick.
Polypropylene isn’t the right plastic for a bearing, but it’s cheap, readily available, easily worked, and served as a bring-along project at Squidwrench…
We often see Red Tailed Hawks circling high above the area, but this one came closer than most (clicky for more dots):
Red Tailed Hawk Red Oaks Mill 2016-06-27 – 0195
Surely you can see it, just to the left of the speed limit sign? It took us by surprise, too!
Near the middle of the road:
Red Tailed Hawk Red Oaks Mill 2016-06-27 – 0211
And away:
Red Tailed Hawk Red Oaks Mill 2016-06-27 – 0227
Perhaps it’s taking a break to enjoy just flying around? That’s about what we were doing; it was a fine morning for that sort of thing.
Squinting at a few more frames, it’s flying at 18 mph with 4 wingbeats per second. Not in a hurry, that’s for sure, and still traveling faster than we were.
We spotted a few Gas Hawks above the airport, too, but they stayed too far away for pictures…