Half a year ago, a stash of vintage acrylic sheets emerged from the Outer Darkness into the Shop Light:

That big yellowed sheet is 9 mm = 3/8 inch thick, with an inch of warp, entirely enough to keep it out of the laser cutter.
So I cleared some floor space and loaded the sheet with a collection of scrap steel sufficient to bend it the other way:
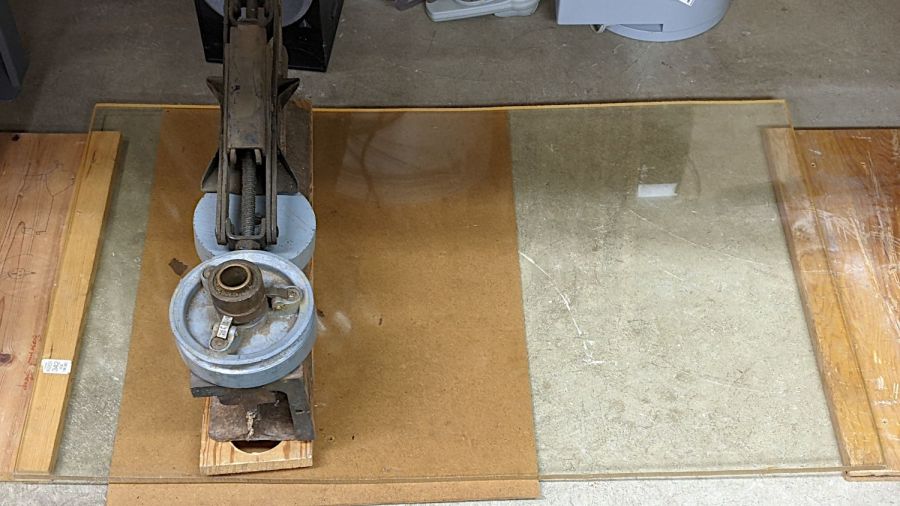
The main weight comes from a perfectly sized snippet of railroad rail, topped off with steel disks, angle iron, and a rugged scissors jack
The sheet didn’t touch the floor, so the weight kept stress on the plastic and it gradually flowed the other way:

The center remains 5 mm higher than the edges and, given that cold-flowing is at best an exponential process, I recently declared victory and added it to the stockpile. I’ll gnaw off small pieces for any given project, so the remaining warp won’t matter.
The rule of thumb says a CO₂ laser cutters needs 10 W per millimeter of acrylic, so my 60 W laser will be somewhat underpowered. Two or three passes should suffice and, for sure, nobody will kvetch about edge quality.
