Our Larval Engineer returned the remaining chunk of the failed PLA hood rod pivot from “her” Sienna minivan:

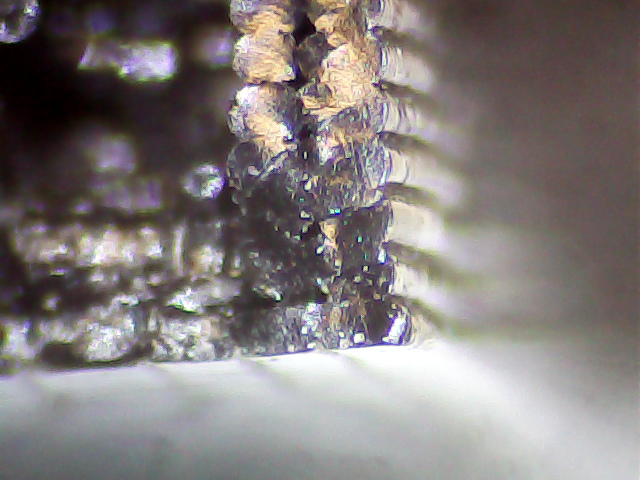
A closer look at the top surface (facing you in the picture above) shows the threads didn’t fuse into a solid mass across the entire object:

The darker region in the middle comes from the infill pattern, which should have air gaps.
The bottom surface (on the platform during printing) shows how the threads spread out when the nozzle is closer to the platform than the layer thickness:
That’s more pronounced on the other side of the pivot:
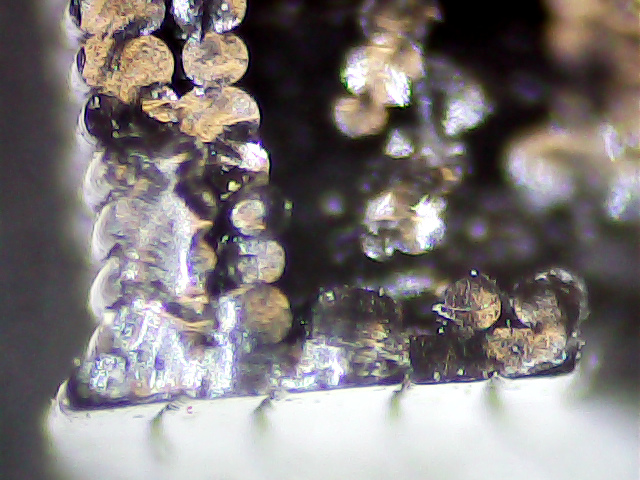
The infill looks like a separate wall inside the two perimeter threads. That’s pretty much what you get in the space between two close-set walls: there’s not enough room for the full infill pattern.
A slightly different focus plane shows the mashed bottom layer, infill sitting atop the bottom layer, and fused perimeter threads:
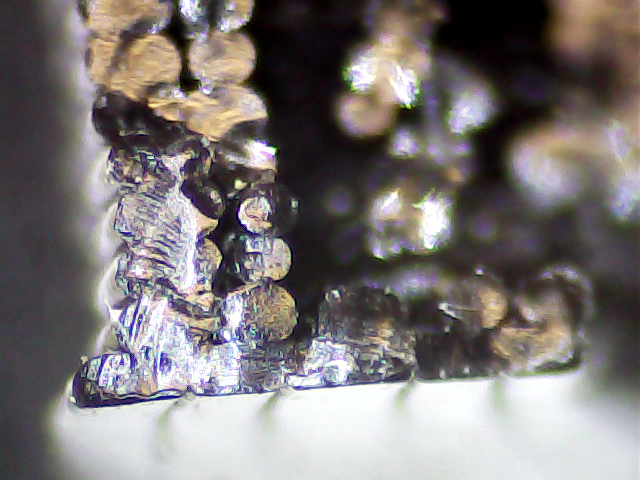
Because 3D printing doesn’t (and really can’t) produce a solid block of plastic, the object will fail much more readily than an injection-molded part. The threads in the most highly stressed section fail first, after which the remainder will just rip apart. In this case, the hood rod provides a huge lever that easily overstresses the plastic; I’m surprised the original part lasted as long as it did.
We all knew PLA wasn’t the right material for the job, right from the start, so we’ll see how the enlarged PETG version works in the field.

Comments
9 responses to “Sienna Hood Rod Pivot: Failure Analysis”
Nylon is supposed to approach the strength of injection molded parts, but I didn’t get a chance to try it yet.I mostly do ABS these days due to in equal part: laziness to change the filament, printing printer parts that will be subjected to higher temperatures than PLA can handle, having a seemingly never-ending roll of the stuff and the price tag associated with PETG and Nylon in my corner of the world.
But the smell is slowly getting to me, so after the last meter rolls off, I probably won’t get any more.
How do you like PETG? How it compares to ABS and PLA?
PETG is strong & stiff enough for the small & simple bracket-like objects I need. It’s more flexible than PLA, which can be good or bad, but seems a net wash. It (seems to) shrink more than PLA, less than ABS, and doesn’t have any particular smell (ABS never really bothered me; maybe my nose went offline?).
The surface finish isn’t as good, which I cover up with Hilbert Curve fill. The bottom looks like glass, the top feels like wood, and the sides still have that lovely layered 3D printed look.
It requires a higher extrusion temperature (I use 250 °C) than PLA and much slower XY speeds (I use 30 mm/s on perimeters and 75 mm/s for infill) than ABS.
The nozzle tends to trail hair-fine trails from part to part across the platform. The nozzle collects those hairs into clumps that decompose into black gunk, slide off at random moments, and turn into ugly blobs inside the object that show through transparent / translucent PETG.
PETG’s higher glass transition temperature means it’ll probably survive where PLA gets bendy, although I can’t quantify that optimism. Nothing has bent out of shape yet.
Bottom line: I’ll use PETG for the foreseeable future.
I’ll definitely give PETG a go when I source some. Meanwhile, I have some really nice PLA fan shrouds that are unrecognizable after 20+hrs of printing ABS @100-120C hotbed… I think I’ll reclassify them as art :)
Moral of that story: never let your printer run unattended, for it shall get in trouble. [grin]
So true… last week a small object in ABS got unstuck from bed, proceeded to attach itself firmly to nozzle and produce a negative mold of the business end of E3D hotend. Cleaning that was sooo much fun. Now I’m looking into fabricating a silicone shoe for bottom part of the hotend, so crap doesn’t stick to the heater block and burn all the time.
That might keep PETG hair from accumulating into blobs: let me know how it works out!
First batch is already curing. I couldn’t source high temperature two part molding silicone so I’m injecting one part stuff (Ceresit CS 28 http://goo.gl/DJcUKF) into a mold. Problem is it needs moisture to cure so it’s a slow process in a (mostly closed) mold. I tried demolding one after 48-hrs but it was still uncured. Cured parts released just fine from the printed ABS though so I’m optimistic.
Somewhat off topic, but it’s automotive… The instrument cluster in my ’03 Chevy Silverado died (no gauge activity, lights and general display OK), after Christmas. A web search showed a) this is all too common up through ’07, especially on GM stuff, and b) lots of shops do the rebuild. (Another classic problem is a bad gauge–actually a stepper motor).
I picked an outfit in Utah (GMInstrumentcluster dot com) and went with a full rebuild. New lights and motors, and he had to redo the solder joints (the tech said they all looked cracked–I’m guessing no-lead solder). Got it back for $229 (including shipping) and did the reinstall. It’s a moderately easy job to get it out and in, and a lot cheaper than going through a dealer. (Moot point–no GM dealers in the area anymore.) I’m happy with the work and the service. Hope not to need the lifetime warranty on the work.
Sounds like a lot of work for the money… and money well spent, too, given that you really can’t drive very far without at least some of those gauges.