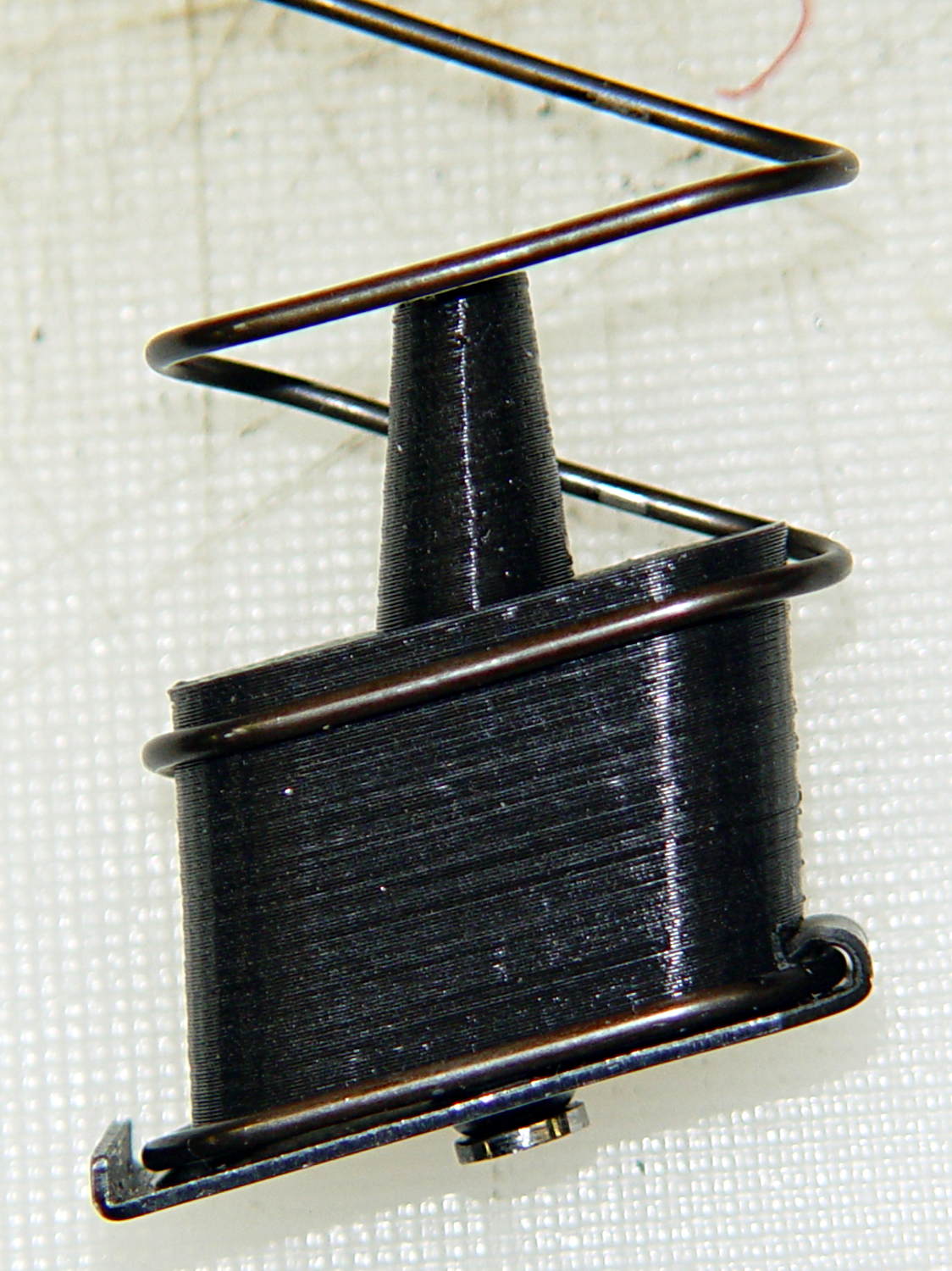
A screw (*) fastens the capacity reduction block to the magazine’s interior floor plate:
It started as a normal M3x0.5 socket-head cap, but I reduced the diameter and turned off the socket to fit the existing hole in the exterior floor plate:
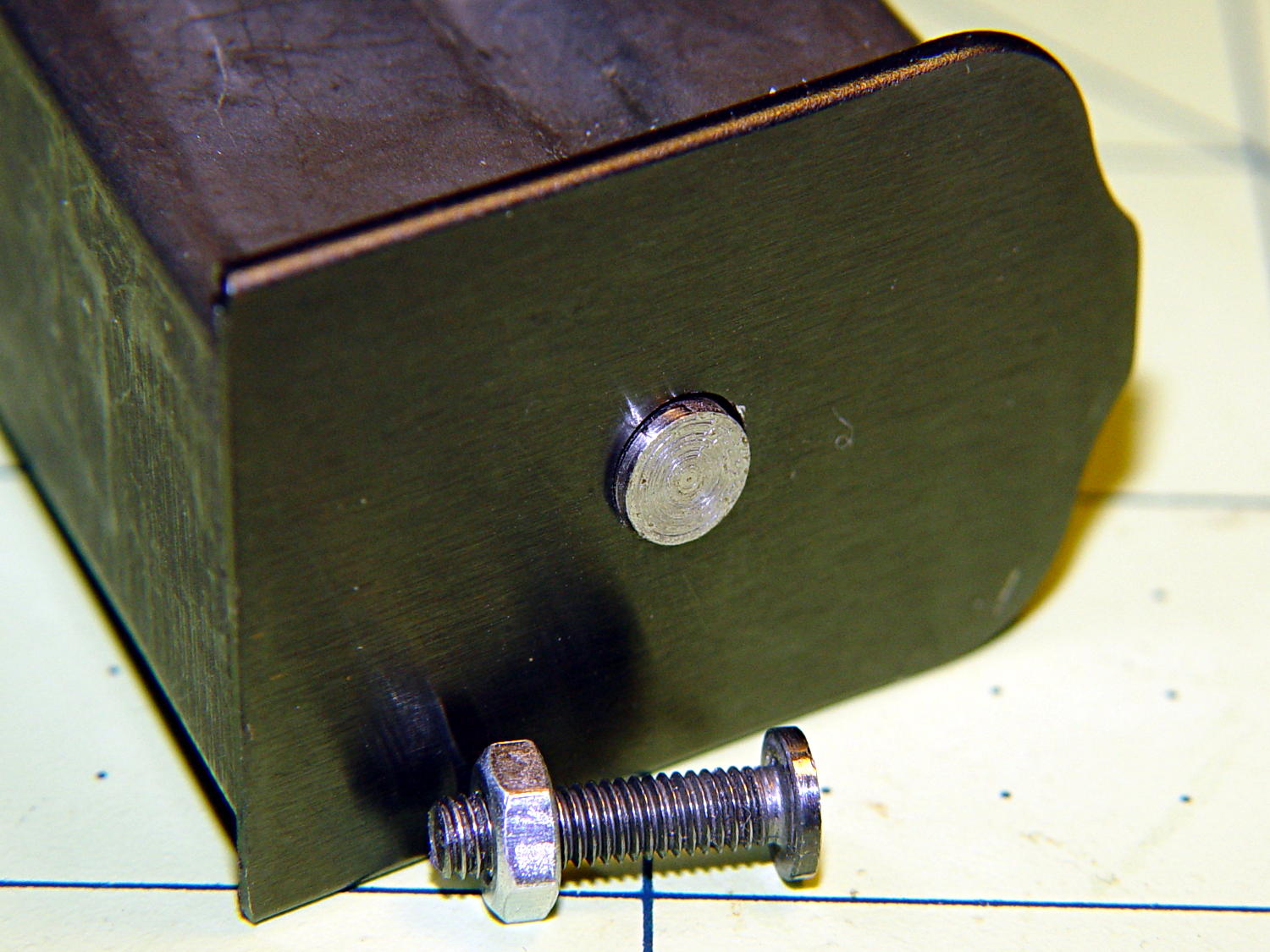
The head was just barely too large for the largest of my pin vises. Drat!
The easiest way (for me, anyhow) to install that screw into the epoxy-loaded block started by dropping it into what seems to be a shim-punching tool:

It’s in the left hole of the top front row: talk about protective coloration, eh?
Then capture it in one of the Sherline’s drill chucks:
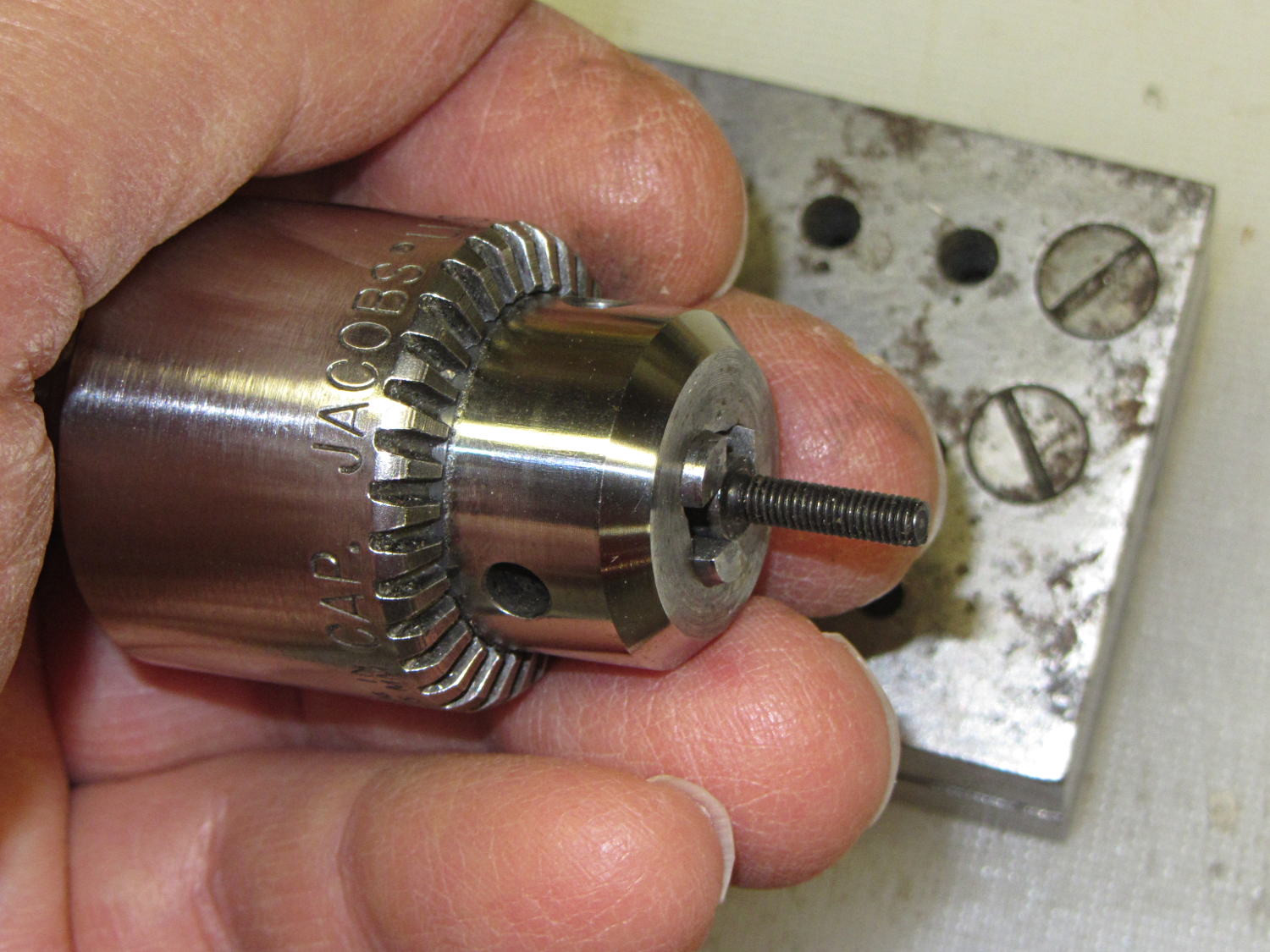
Which makes it trivially easy to turn right into the nut brazed to the floor plate and the epoxy inside the block. When the epoxy cures, the screw, nut, floor plate, spring, and block become one solid unit.
That punch block came with the lathe tooling, made for some special purpose long lost in history. It comes in handy all the time for other jobs, though, so I think it’s still happy.
(*) The pictures are staged recreations; I was cleaning off the bench and unearthed the spare screws.

Comments
8 responses to “Installing a Smooth-head Screw”
Socket head cap screws are generally hardened – did it give you any trouble machining it?
Not enough to notice. The chips came off smoothly and it never had a chance to complain.
The eBay description read “alloy steel”, which I interpreted to mean “soft and easily machined”; got that one right! Even known-good cap screws aren’t glass-hard, so you can file ’em down fairly readily.
I think real SHCS are heat-treated to be better than your average steel, but they’re still nowhere near bedframe steel hardness.
Some years ago I picked up a lump of steel from my local surplus outfit (sniff, about the only thing I miss from the Bay Area), and ignored the scribble on the lump. After my end mill gave up its edges, I looked at Machinery’s Handbook and found that the scribble meant it was D2 die steel. Oops. I’ve machined A1 stock, it’s slow, but machinable. Not so much for D2. If I ever do a tool grinder, I’ll recover the endmill from the Drawer-of-Shame.
Another case of “won’t get fooled again”!
I made a similar mistake with a very large chunk of what I thought was aluminum from Boeing Surplus — 14″ diameter by 20″ or so — only to discover after I stripped all the teeth off of the shop’s bandsaw that 6Al4V is not quite the same thing….
Ouch!
Did they take the slug back with that little scratch on the side? [grin]
A chunk of 6Al4V that size, that I’d paid $1/lb for? No way I’m taking that back. :)
Ah! It’s now an eternal monument…