Some pix that serve as a stick in the ground showing that my current Slic3r configuration constellation doesn’t produce thin infill…
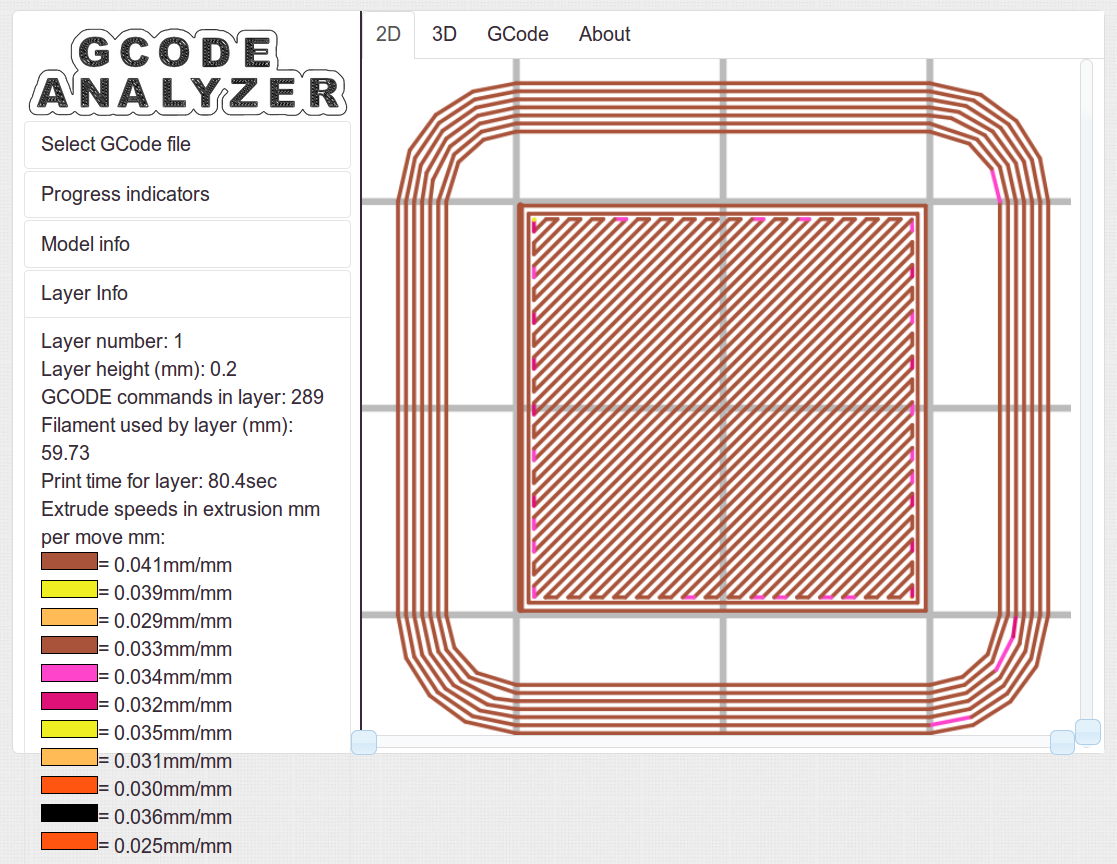
All of the layers in the 20 mm calibration cube look just like this:
The bottom layer of the Tux mold comes out solid:
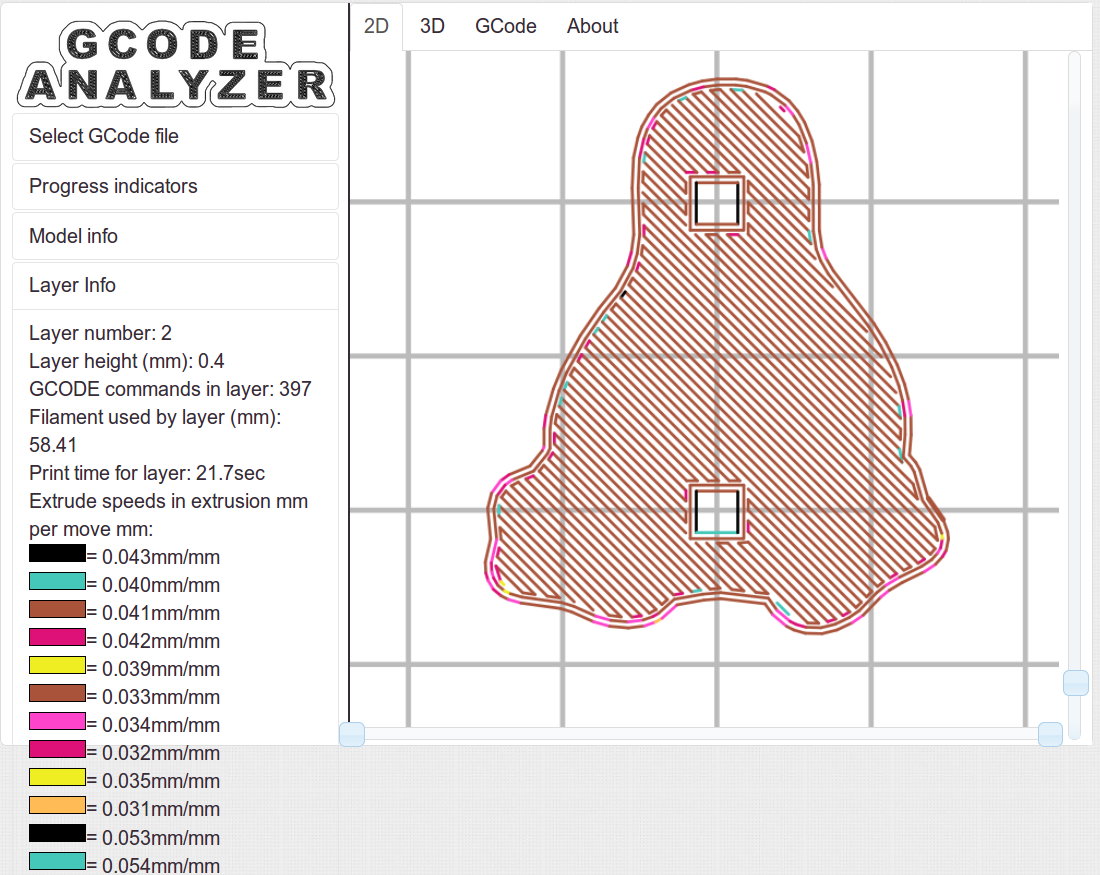
As does the top:
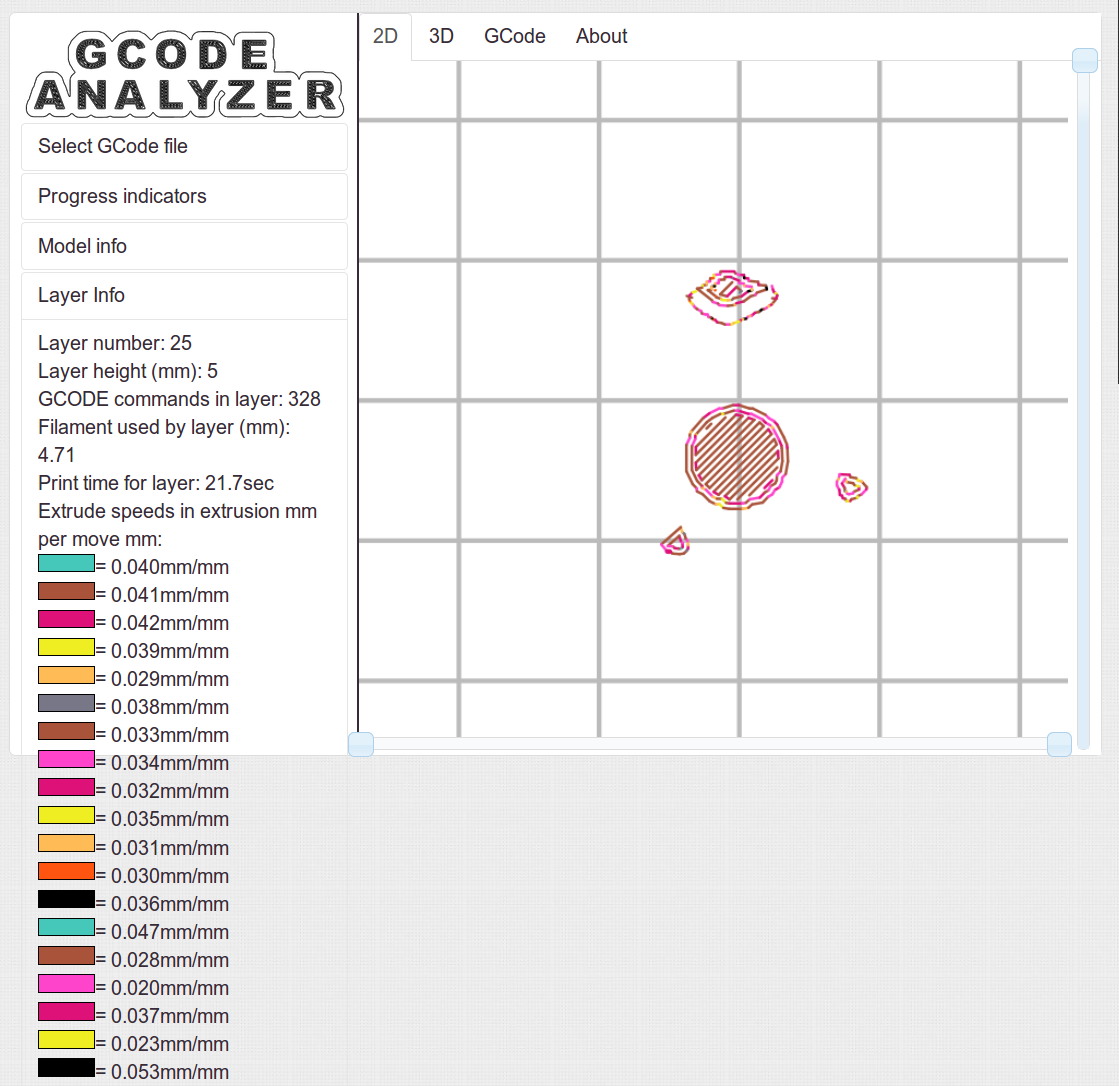
The Gcode Analyzer algorithm that assigns colors to numeric values tends to produce many aliases, although most of the time you can figure out what’s going on. If somebody wants to dive into the code, I’d like to have unique colors and get the color table sorted in ascending order.
The current Slic3r configuration:
# generated by Slic3r 1.1.1 on Sat May 3 10:31:36 2014 avoid_crossing_perimeters = 0 bed_size = 190,250 bed_temperature = 70 bottom_solid_layers = 3 bridge_acceleration = 0 bridge_fan_speed = 100 bridge_flow_ratio = 1 bridge_speed = 150 brim_width = 0 complete_objects = 0 cooling = 1 default_acceleration = 0 disable_fan_first_layers = 1 duplicate_distance = 6 end_gcode = ;-- Slic3r End G-Code for M2 starts --\n; Ed Nisley KE4NZU - 15 November 2013\nM104 S0 ; drop extruder temperature\nM140 S0 ; drop bed temperature\nM106 S0 ; bed fan off\nG1 Z180 F2000 ; lower bed\nG1 X130 Y125 F30000 ; nozzle to right, bed front\nM84 ; disable motors\n;-- Slic3r End G-Code ends -- external_perimeter_speed = 25 external_perimeters_first = 0 extra_perimeters = 1 extruder_clearance_height = 25 extruder_clearance_radius = 15 extruder_offset = 0x0 extrusion_axis = E extrusion_multiplier = 1.07 extrusion_width = 0.4 fan_always_on = 0 fan_below_layer_time = 30 filament_diameter = 1.79 fill_angle = 45 fill_density = 100% fill_pattern = rectilinear first_layer_acceleration = 0 first_layer_bed_temperature = 70 first_layer_extrusion_width = 0.4 first_layer_height = 100% first_layer_speed = 25 first_layer_temperature = 175 g0 = 0 gap_fill_speed = 50 gcode_arcs = 0 gcode_comments = 0 gcode_flavor = reprap infill_acceleration = 0 infill_every_layers = 3 infill_extruder = 1 infill_extrusion_width = 0 infill_first = 1 infill_only_where_needed = 0 infill_speed = 150 interface_shells = 0 layer_gcode = layer_height = 0.2 max_fan_speed = 100 min_fan_speed = 75 min_print_speed = 4 min_skirt_length = 15 notes = nozzle_diameter = 0.35 only_retract_when_crossing_perimeters = 1 ooze_prevention = 0 output_filename_format = [input_filename_base].gcode overhangs = 1 perimeter_acceleration = 0 perimeter_extruder = 1 perimeter_extrusion_width = 0.4 perimeter_speed = 150 perimeters = 2 post_process = print_center = 0,0 raft_layers = 0 randomize_start = 1 resolution = 0.05 retract_before_travel = 1 retract_layer_change = 0 retract_length = 1 retract_length_toolchange = 5 retract_lift = 0 retract_restart_extra = 0 retract_restart_extra_toolchange = 0 retract_speed = 60 skirt_distance = 3 skirt_height = 1 skirts = 3 slowdown_below_layer_time = 20 small_perimeter_speed = 25 solid_fill_pattern = rectilinear solid_infill_below_area = 5 solid_infill_every_layers = 0 solid_infill_extrusion_width = 0 solid_infill_speed = 150 spiral_vase = 0 standby_temperature_delta = -5 start_gcode = ;-- Slic3r Start G-Code for M2 starts --\n; Ed Nisley KE4NZU - 15 Nov 2013\n; 28 Feb 2014 - 6 Mar 2014 - tweak Z offset\n; Z-min switch at platform, must move nozzle to X=130 to clear\nM140 S[first_layer_bed_temperature] ; start bed heating\nG90 ; absolute coordinates\nG21 ; millimeters\nM83 ; relative extrusion distance\nG92 Z0 ; set Z to zero, wherever it might be now\nG1 Z10 F1000 ; move platform downward to clear nozzle; may crash at bottom\nG28 Y0 ; home Y to be sure of clearing probe point\nG92 Y-127 ; set origin so 0 = center of plate\nG28 X0 ; home X\nG92 X-95 ; set origin so 0 = center of plate\nG1 X130 Y0 F30000 ; move off platform to right side, center Y\nG28 Z0 ; home Z with switch near center of platform\nG92 Z-4.40 ; set origin to measured z offset\nG0 Z2.0 ; get air under switch\nG0 Y-127 F10000 ; set up for priming, zig around corner\nG0 X0 ; center X\nM109 S[first_layer_temperature] ; set extruder temperature and wait\nM190 S[first_layer_bed_temperature] ; wait for bed to finish heating\nG1 Z0.0 F500 ; put extruder near plate \nG1 E25 F300 ; prime to get pressure, generate blob\nG1 Z5 F2000 ; rise above blob\nG1 X15 Y-125 F20000 ; jerk away from blob, move over surface\nG1 Z0.0 F1000 ; dab nozzle to attach outer snot to platform\nG4 P1 ; pause to attach\nG1 X35 F500 ; slowly smear snot to clear nozzle\nG1 Z1.0 F2000 ; clear bed for travel\n;-- Slic3r Start G-Code ends -- start_perimeters_at_concave_points = 1 start_perimeters_at_non_overhang = 1 support_material = 0 support_material_angle = 0 support_material_enforce_layers = 0 support_material_extruder = 1 support_material_extrusion_width = 0 support_material_interface_extruder = 1 support_material_interface_layers = 0 support_material_interface_spacing = 0 support_material_pattern = honeycomb support_material_spacing = 2.5 support_material_speed = 150 support_material_threshold = 0 temperature = 175 thin_walls = 1 threads = 2 toolchange_gcode = top_infill_extrusion_width = 0.4 top_solid_infill_speed = 25 top_solid_layers = 3 travel_speed = 250 use_firmware_retraction = 0 use_relative_e_distances = 0 vibration_limit = 0 wipe = 0 z_offset = 0
