Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
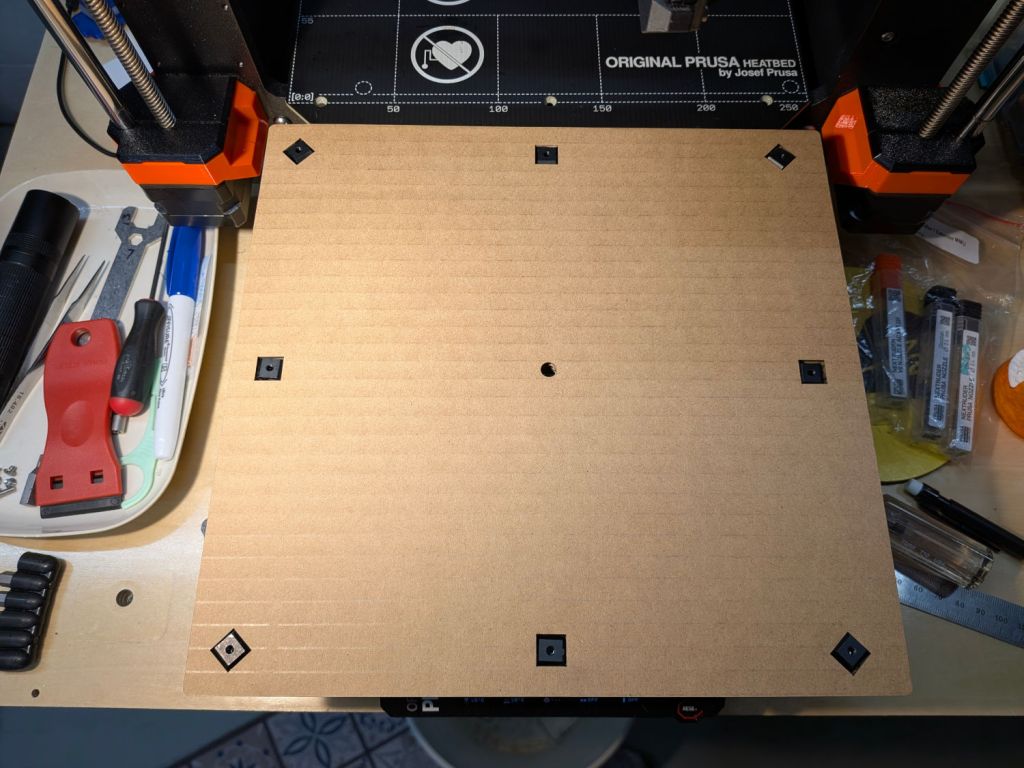
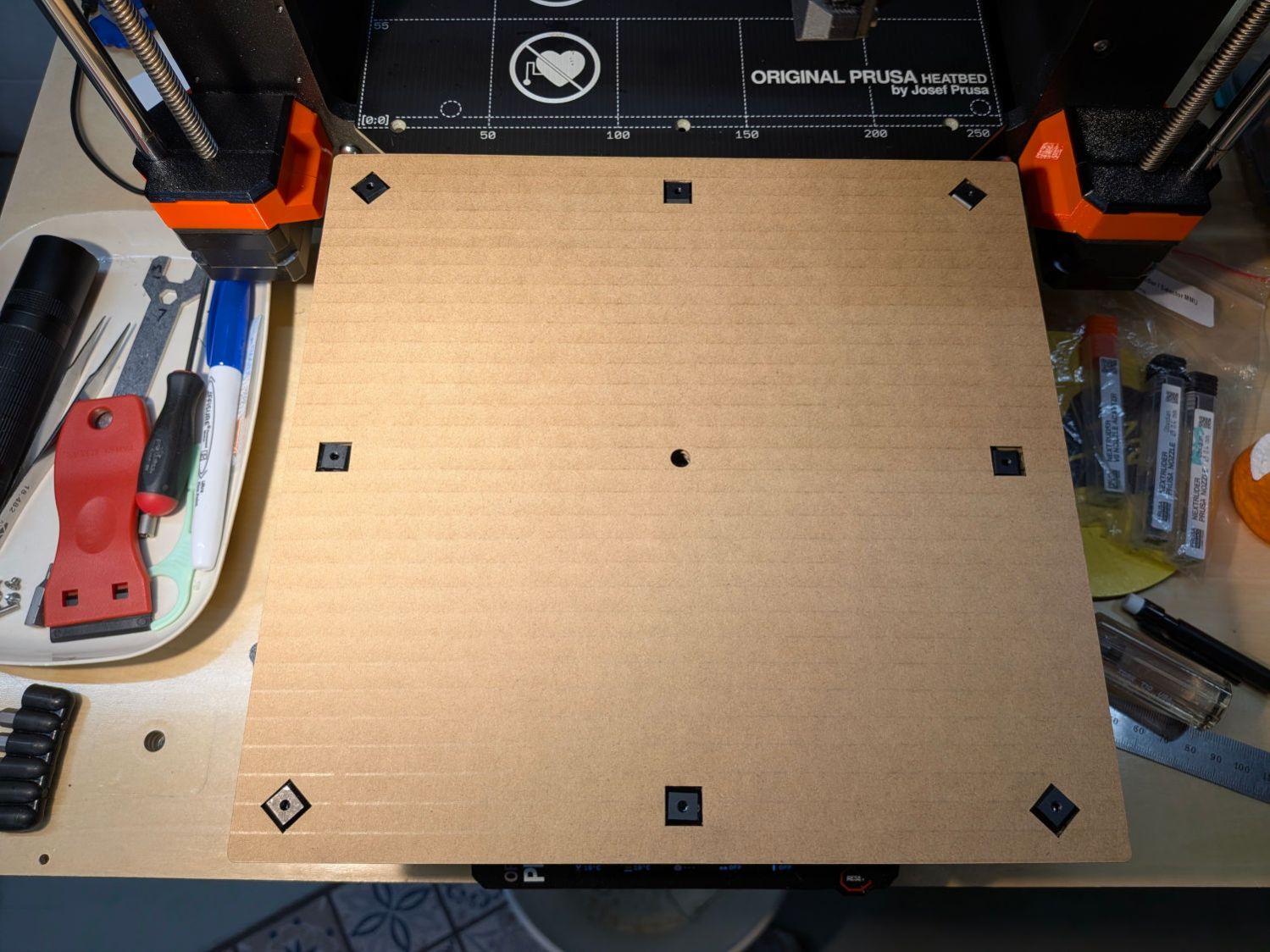
Over the winter, my Prusa MK4 printer occasionally coughed up a MINTEMP error when its platform heater cannot maintain the 90 °C called for by PETG. I finally added a cardboard insulating layer under the PCB heater:
Prusa MK4 Headbed – cardboard insulation
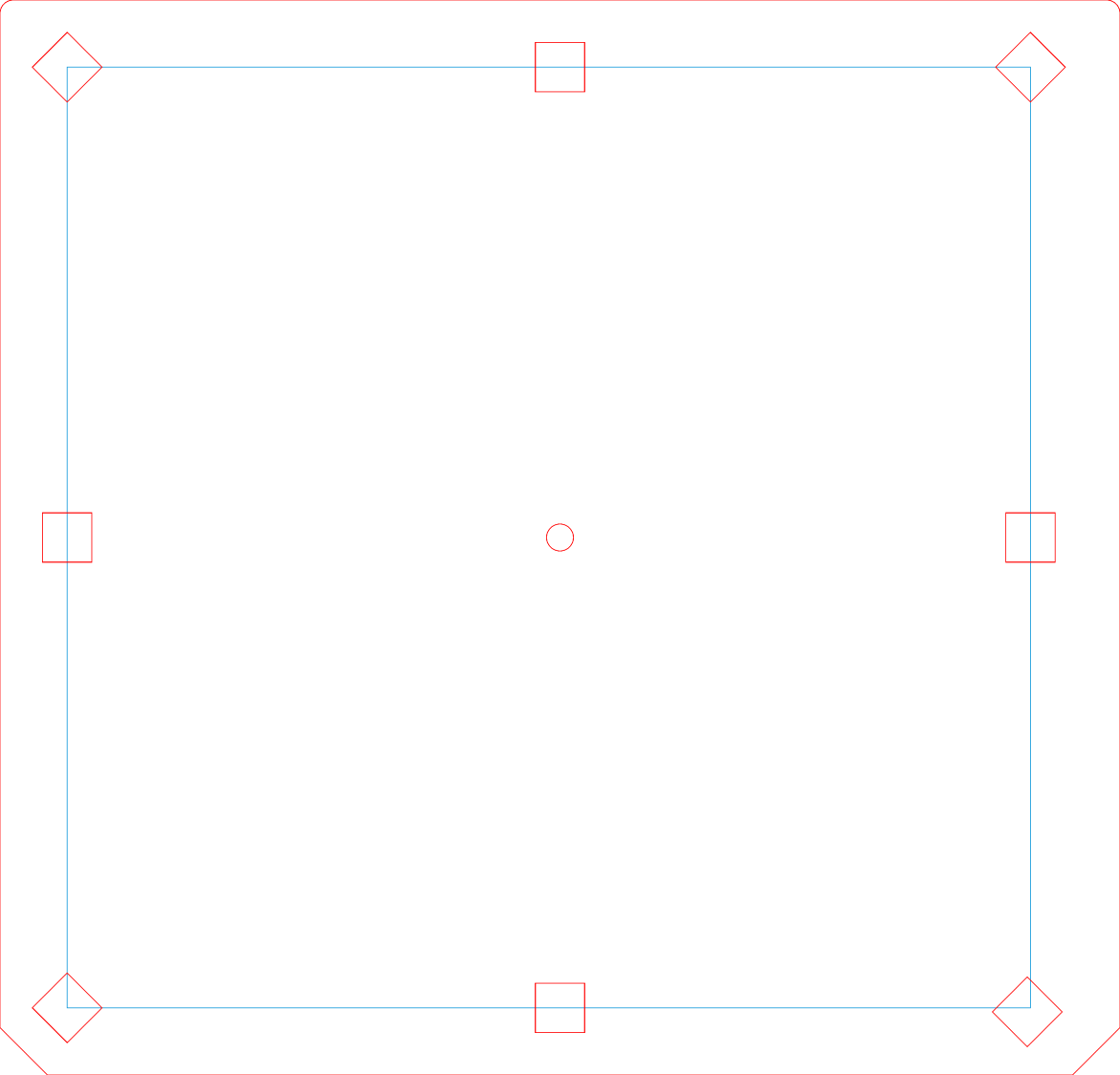
Yes, the blue tool layer rectangle marking the centers of the corner cutouts is offset 2.5 mm to the left:
Heatbed Insulation – LightBurn layout
The layout is not symmetric, because Prusa wanted to prevent you from installing the PCB incorrectly, so I needed three tries to get it right.
The alert reader will note the lack of the front-corner chamfers in the picture letting your fingers get under the corners to remove the steel sheet. I cut ’em off with a utility knife and you get the benefit of hindsight.
Whether this minimal insulation will solve the problem shall remain unknown until the coldest days of next winter, but eliminating drafts around the thermistor taped to the bottom of the PCB can’t possibly be a Bad Thing™.
The LightBurn layout exported to an SVG image as a GitHub Gist:
Mary starts her garden plants at home, then hauls the trays to the garden in a plastic drawer strapped to the rack on her Tour Easy to avoid crushing the plants in the packs. I finally learned enough to make an adapter mating the drawer to the rack:
Bike Rack Tray Holder – in use
It’s made from four layers of laser-cut cardboard glued together with crossed corrugations for stiffness. I intended make a final version from glued-up plywood sheets, but it works surprisingly well as-is and I may just make another when this one wears out.
The rear view:
Bike Rack Tray Holder – rear view
The front has a cutout for the battery powering the rear camera, with the base height allowing enough meat above the battery:
Bike Rack Tray Holder – overview
The upright posts cradling the drawer may be too skinny for durability, which is why this is a prototype. The inner edges of the posts angle outward by a few millimeters to match the drawer’s mold draft.
Four feet locate the holder on the rack rails just ahead of the Ortlieb pack clips:
Bike Rack Tray Holder – rail detail
The rails are 8 mm ⌀ and the cutouts are 9 mm, because a little tolerance goes a long way. Similarly the tab widths just fit the available spaces beside the rail.
The two flat plates support the drawer and space the uprights to match the Ortlieb clips. I intended to mortise the plates into the uprights, but hot melt glue is wonderful stuff and the joint may outlast the cardboard. In retrospect, the outer edges of the plates should align with the inner sides of the uprights for maximum tidiness.
You don’t have that drawer and likely not the racks, so a picture of the LightBurn layout will give you the general idea for your hardware:
Bike Rack Tray Holder – LightBurn layout
Cut four copies of the uprights in two different orientations, glue them together, then do the obvious thing with the plates.
Our ancient Branson 200 Ultrasonic Cleaner began behaving erratically due to water seeping under the rather casual seal from last year’s fix. Although drying the switches let it start up again, it would run for only a few seconds before shutting down again, which suggested a deeper problem than just the switches.
Take a picture of the PCB’s component side:
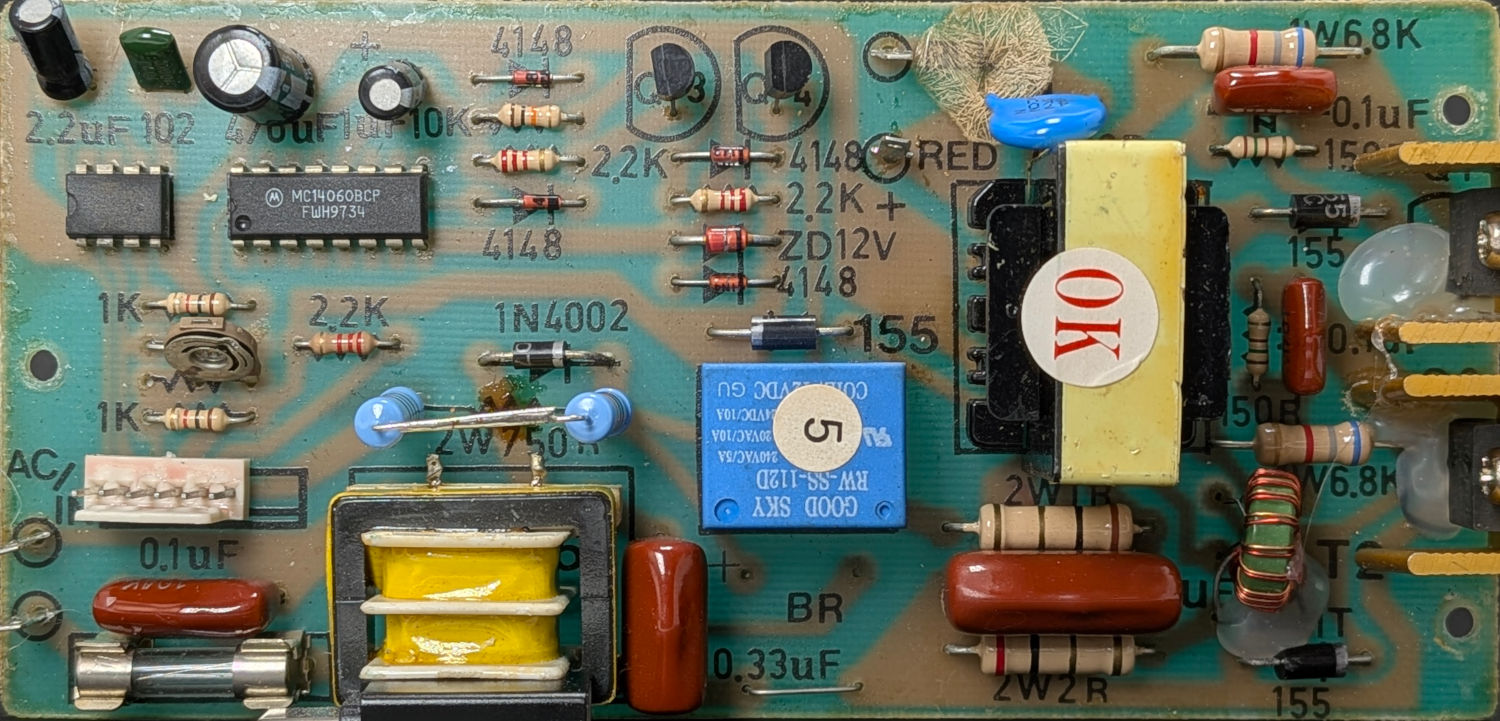
Branson 200 Ultrasonic Cleaner – PCB component side
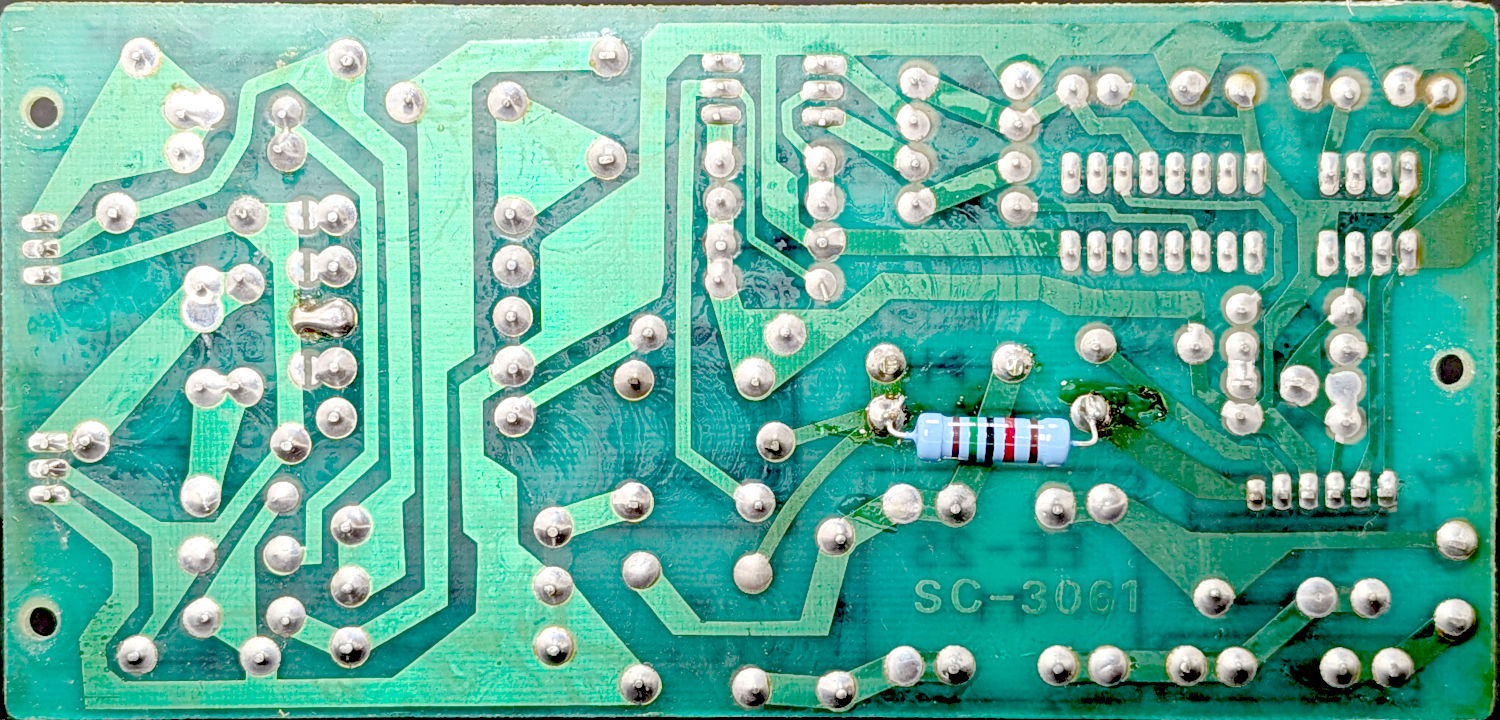
And of the solder side:
Branson 200 Ultrasonic Cleaner – PCB solder side
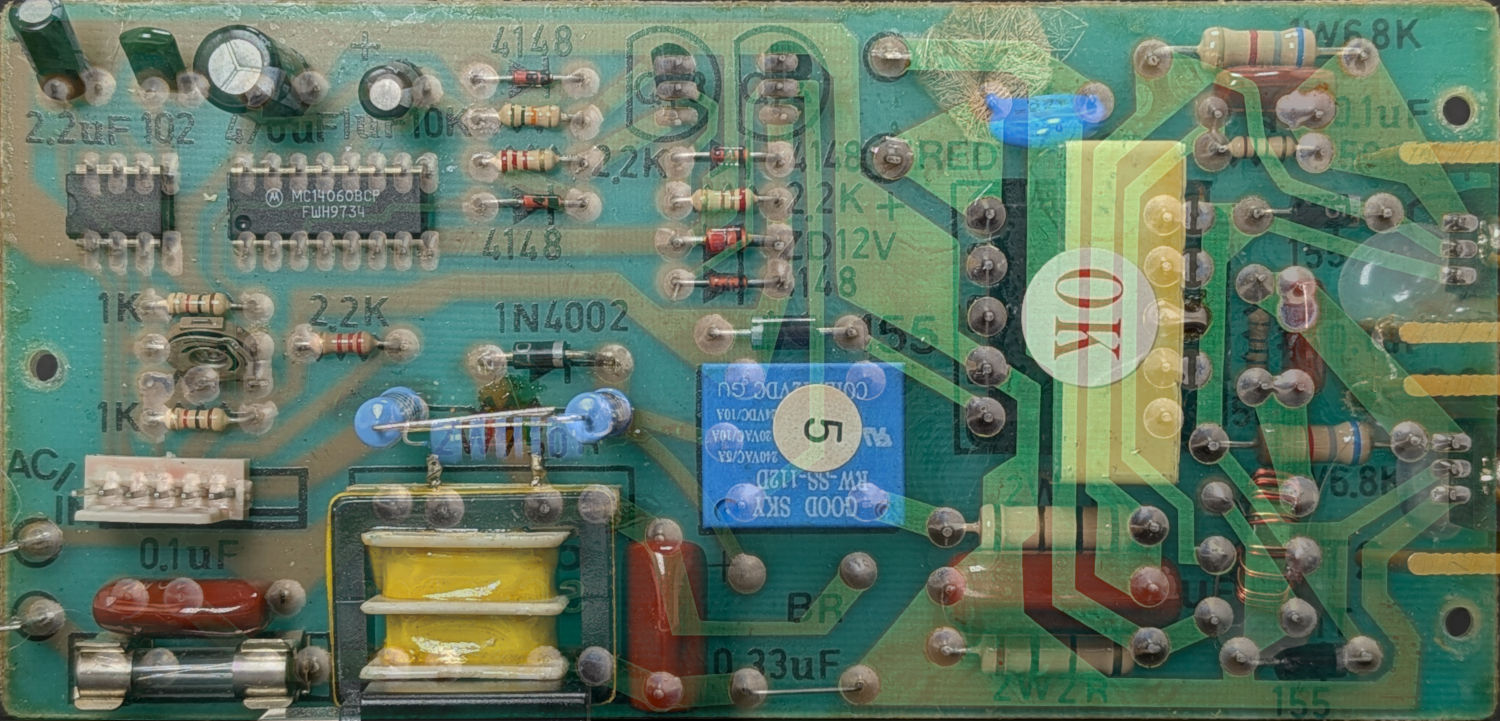
Transform those pictures to be the nice real rectangles shown above, resize to a common pixel format, mirror the solder side, turn it into a layer atop the component side, then tweak its opacity to make both sides visible at once:
Branson 200 Ultrasonic Cleaner – PCB overlay
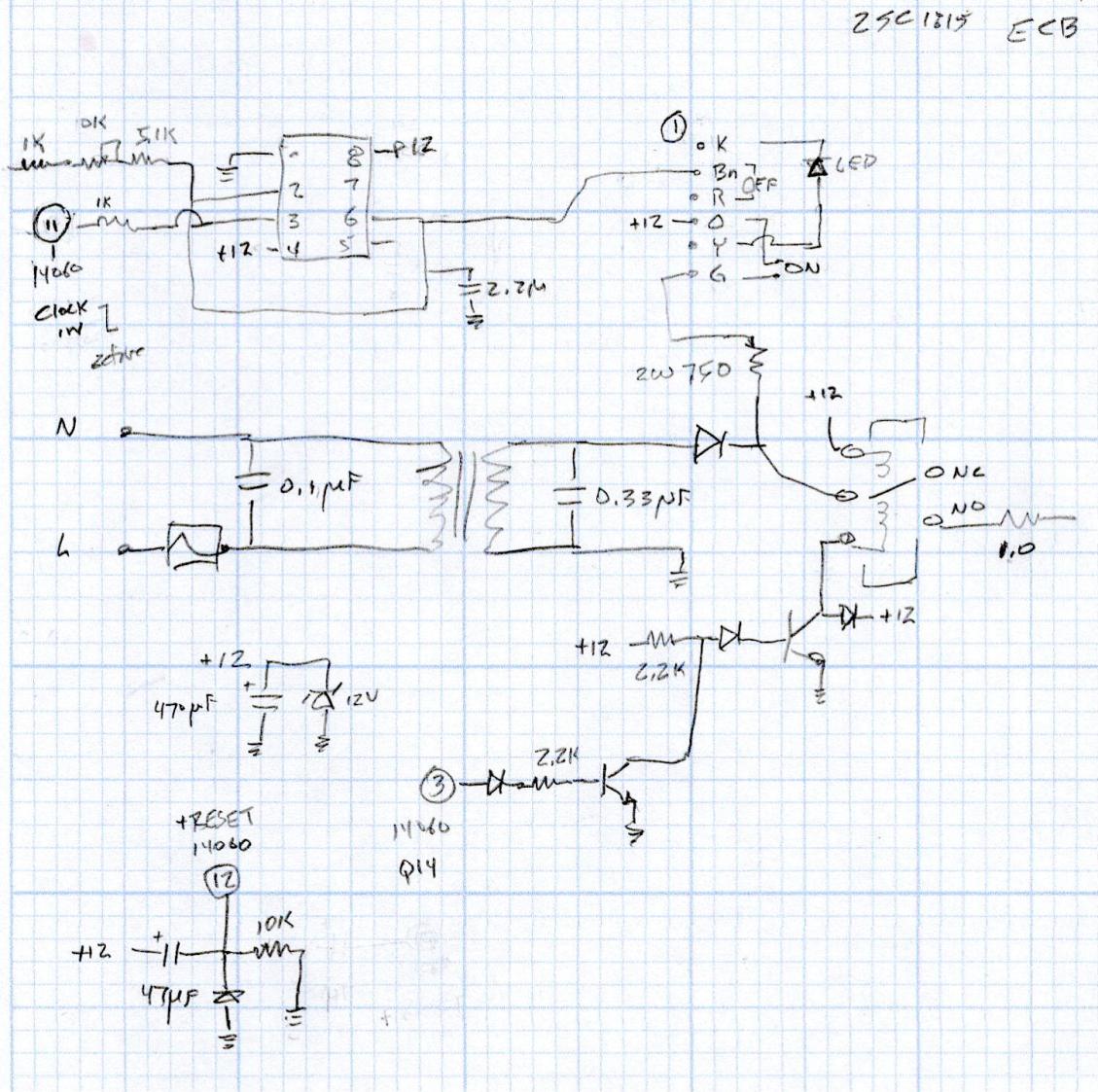
Some pondering produces a partial schematic of the left half of the board:
The 1:1 transformer is constantly powered, so the ON button connects the 120 V (!) half-wave rectified output to the +12V supply bus, with the 750 Ω resistor dropping most of the voltage while the switch is pressed.
The hotwired +12V supply forces the relay closed, which (in some as-yet unidentified way) fires up a +12V power source to hold the relay closed, with the 555 timer driving an MC14060 14-bit divider to count down the time until it turns itself off.
Reminder: this design dates back to the days when a pair of chips and a handful of through-hole components cost less than one of those fancy microcontroller thingies.
Plug the cleaner into an isolation transformer and trace the half-wave rectified signal through ON button to find it got all the way to the contact on the end of the orange wire in the connector, but did not reach the pin header on the PCB.
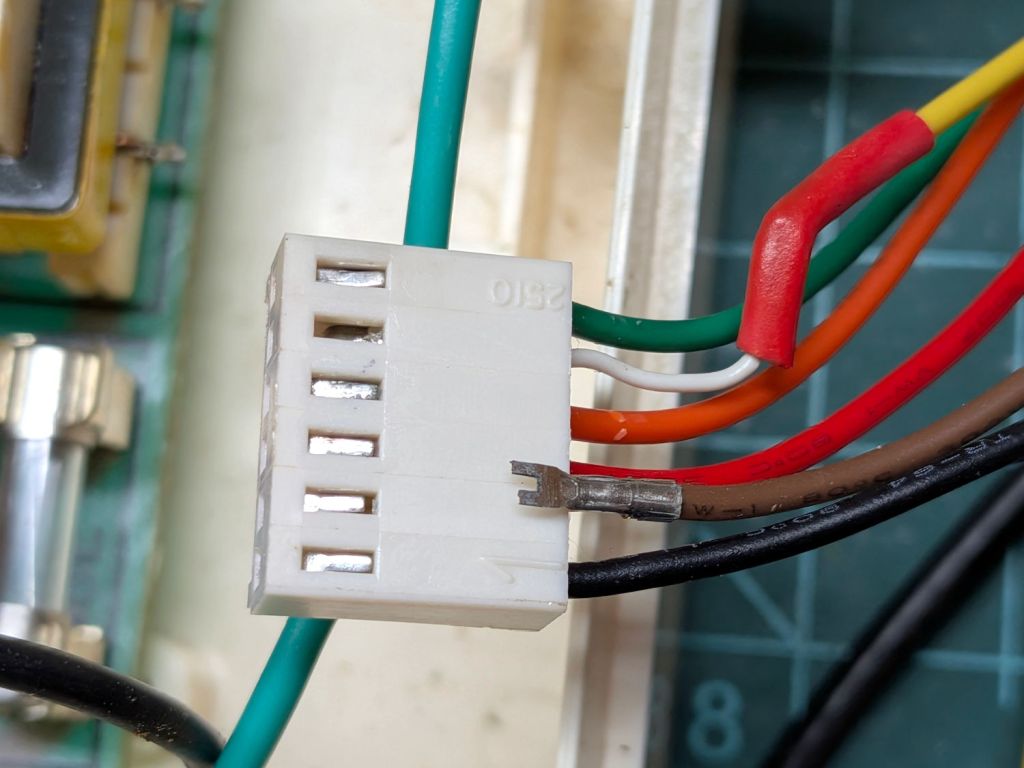
A closer look at the connector revealed a broken contact on the white wire, which I (rather crudely) soldered together while considering my choices:
Branson 200 Ultrasonic Cleaner – soldered contact
While plugging that wire back in place, this happened:
Branson 200 Ultrasonic Cleaner – another broken contact
Neither of those are the (presumably) similarly failed orange wire, but even I can get a clue from three similar failures.
So I replaced the OEM connector with a JST-XHP 2.54 mm connector from an assortment I got for another project, replaced the chunky 22 AWG wires with flexy 26 AWG silicone wires in the same cheerful rainbow colors, and it began working perfectly again.
The buttons needed another water seal, so I tweaked the previous layout to kiss-cut GITD tape and through-cut colorful vinyl sheets:
Branson 200 Ultrasonic Cleaner – power button cutting
Capped with a transparent cover sheet cut from a pack of PDA screen protectors (remember PDAs?):
Branson 200 Ultrasonic Cleaner – power button cover
In truth, the GITD tape is too thick, so I’ll probably repeat this dance later this year.
FWIW, I was totally ready to buy a new ultrasonic cleaner, but all of them have scathing one-star Amazon reviews, to the extent I decided fixing this cleaner would be much easier than fixing a new one that’s been cheapnified to the point of no return. A common complaint seems to be water leaking into their capacitive switches and killing the circuitry stone cold dead: not an improvement over this one.
Mary suggested converting wild bamboo up the hill into tunnel nests (per a xerces.org paper) for native bees buzzing around flowers in the yard, so:
Bee Tunnel Nest – downspout installation
I hung bundles of larger tubes in trees out back, in hopes of attracting huge carpenter bees.
3D printed mounts hold smaller bundles on the windows to let us keep an eye on the proceedings:
Bee Tunnel Nest Mount – installed
Which look better when not seen though two layers of glass in desperate need of Spring Cleaning:
Bee Tunnel Nest Mounts
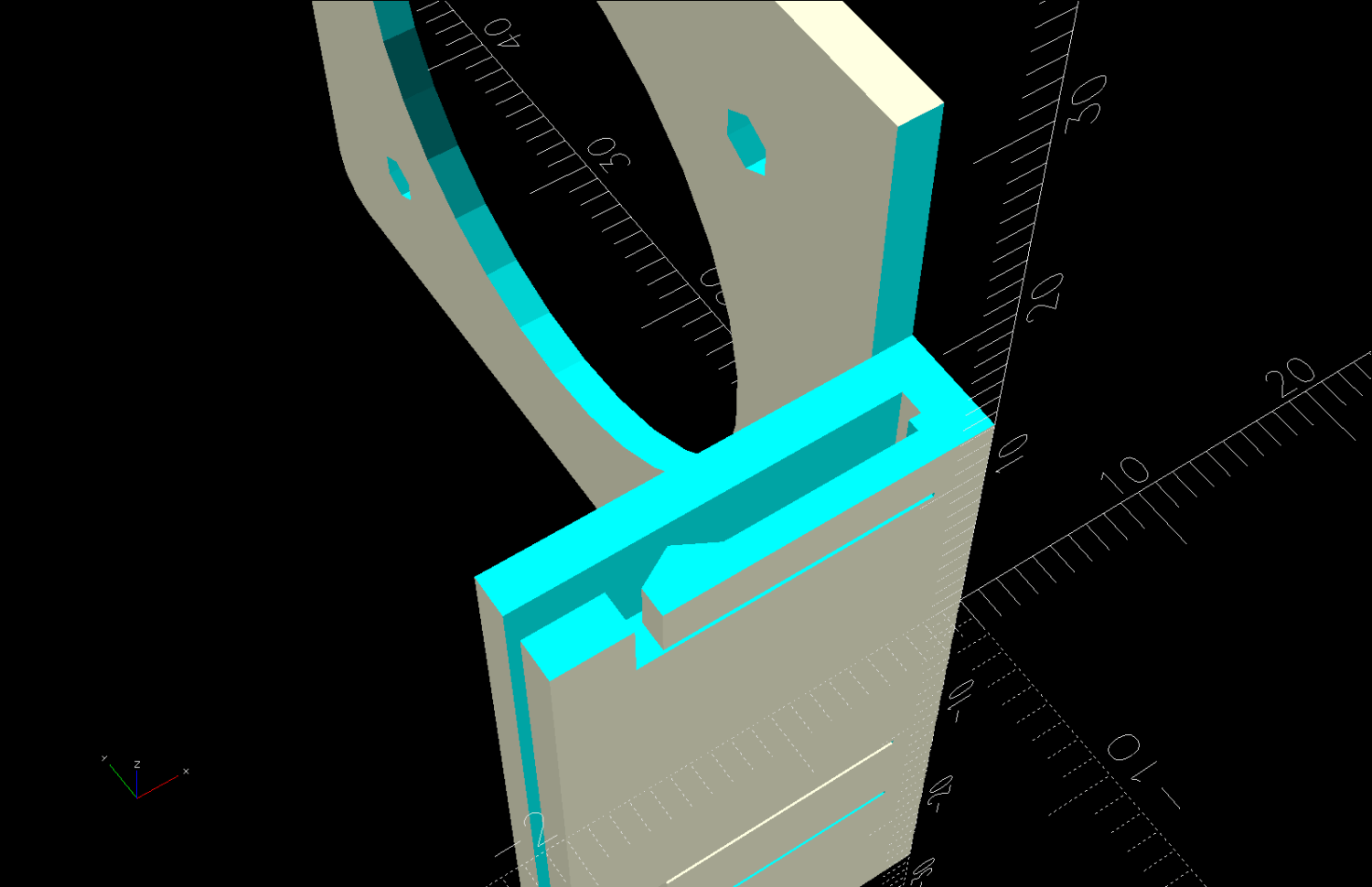
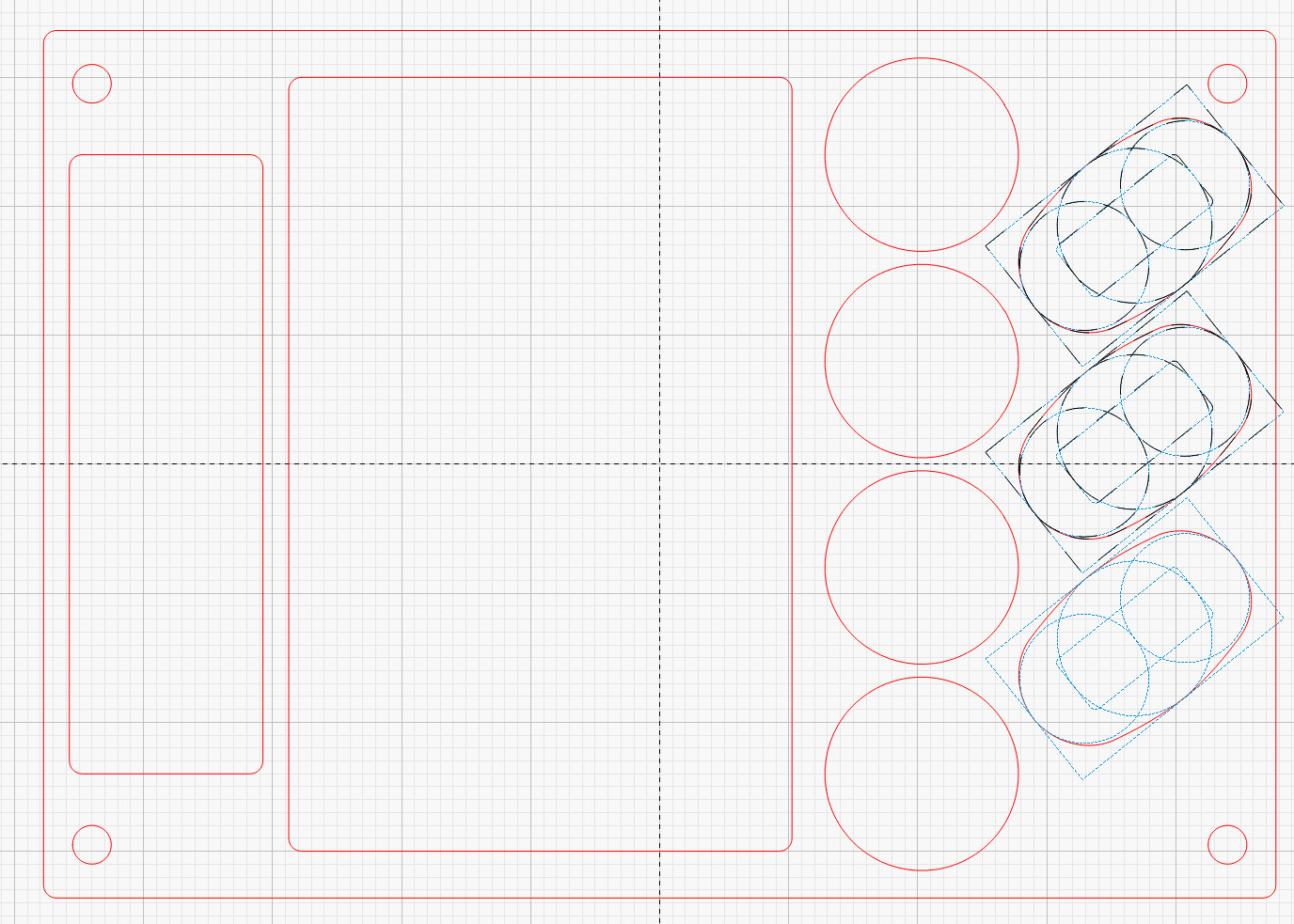
The tabs provide a bit of pressure to hold the mounts in place, although I don’t know if they have enough springiness or will survive contact with the elements:
Bee Tunnel Nest Mount – tab section – solid model
The key advantage of not building bigger bee motels: these little bundles don’t need annual cleaning / maintenance and will eventually fall apart.
If the bees find them suitable, more power to ’em!
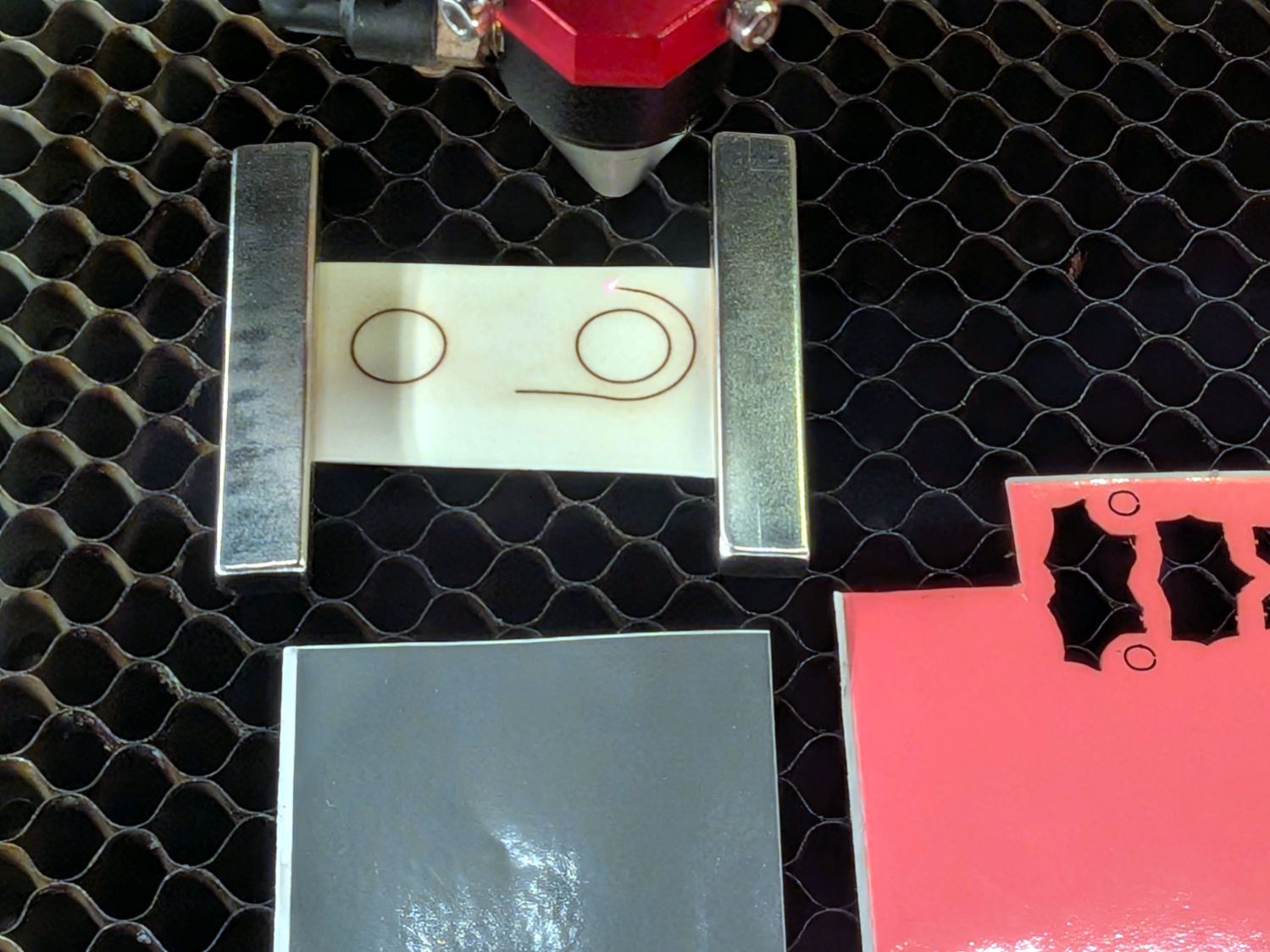
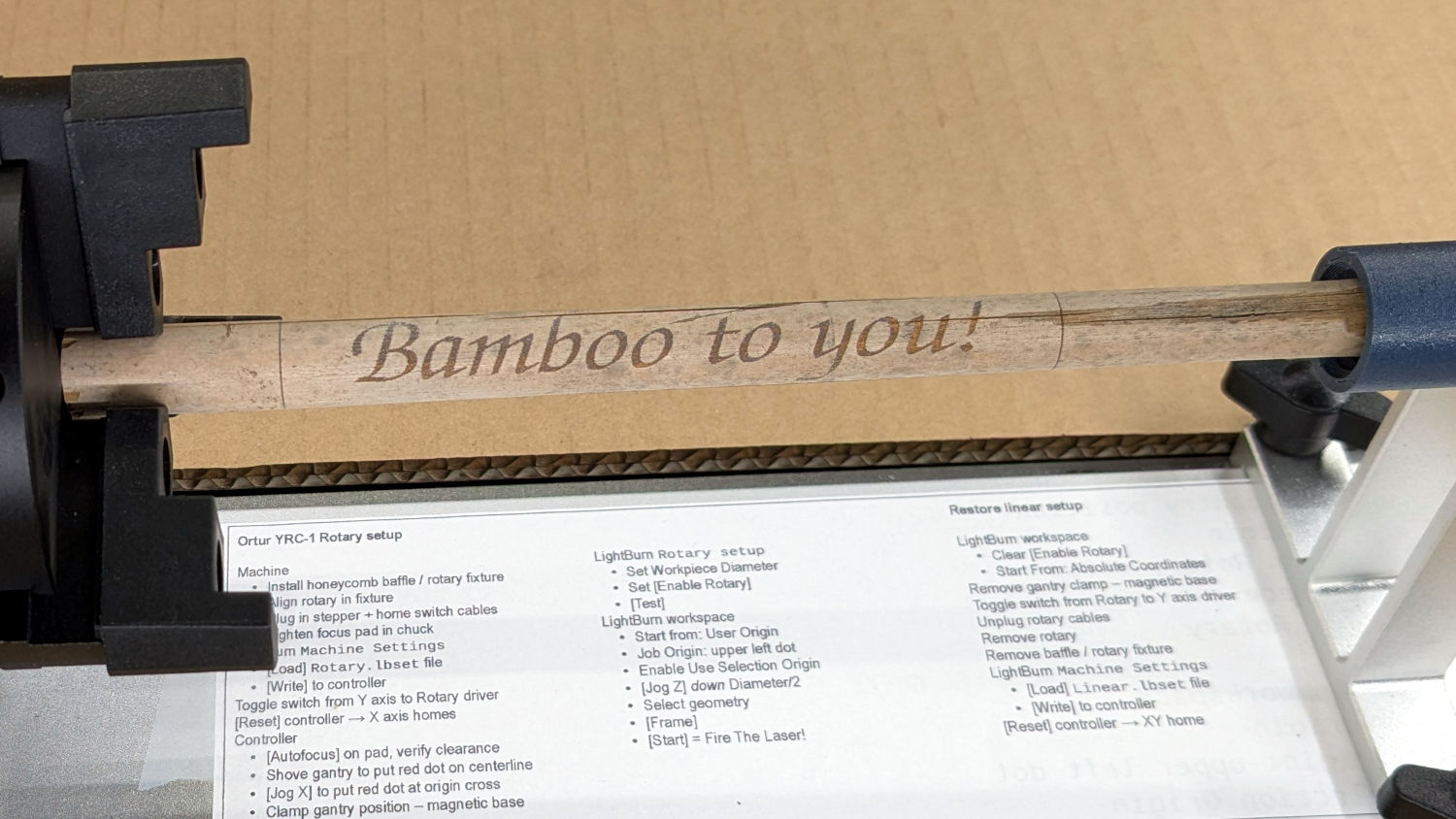
And I realized the cut-off ends fit in the rotary. Witticisms engraved on bamboo could become the New Hotness:
Laser engraved bamboo
Stipulated: I’m barely half-right about being a wit …
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
A small box has been holding an assortment of batteries during their out-of-service phase and I finally made a lid to keep the contents from flopping around:
Battery organizer
The cardboard prototypes record the journey toward the black acrylic lid. The final LightBurn layout:
The first four suitable & identical screws from the Tray o’ Tiny Screws hold the lid down. The ToTS contains screws and suchlike harvested from all the gadgetry headed for the recycling pile, making it a reliable source for any occasion.
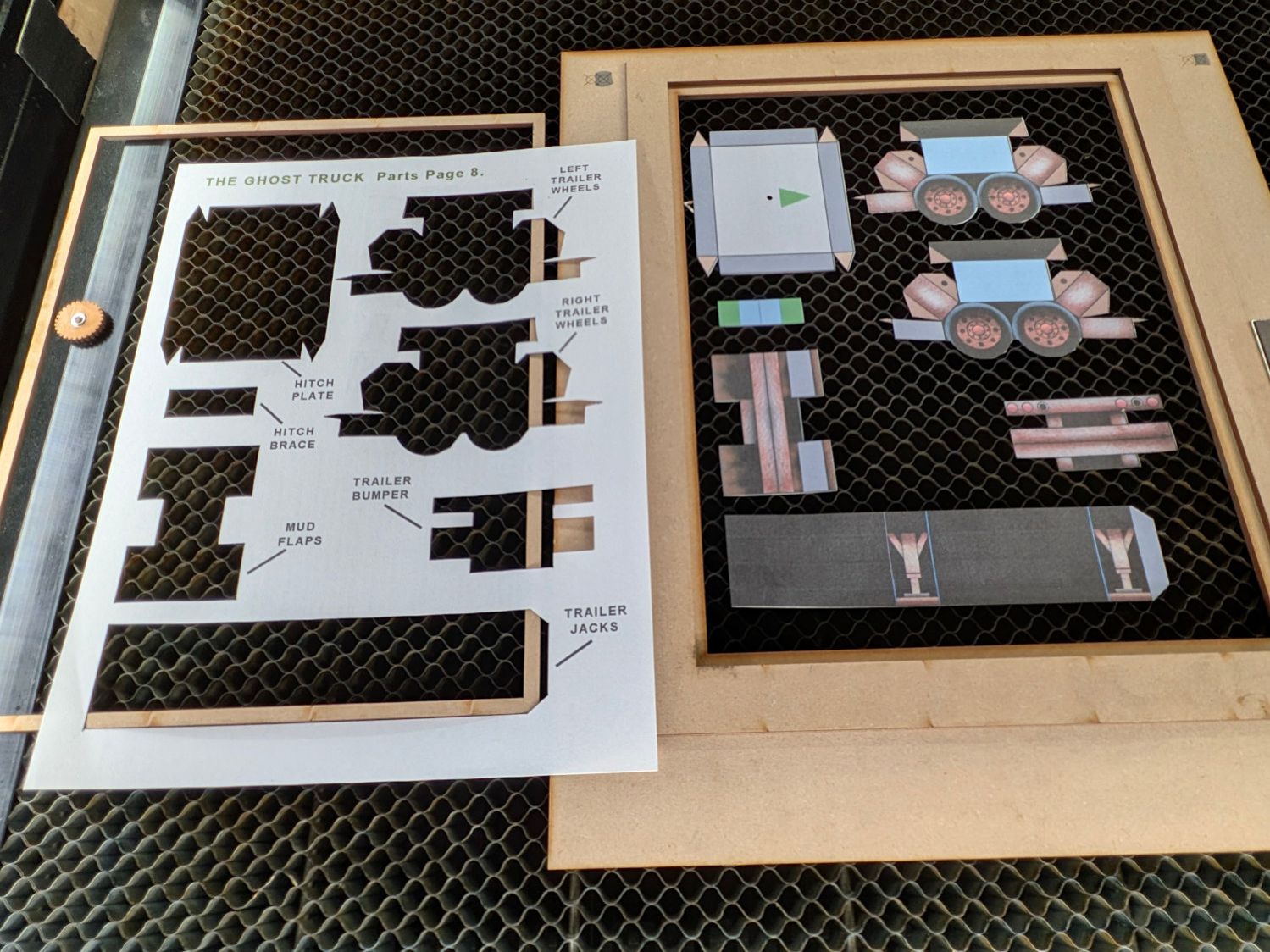
Having admired the paper craft at RavensBlight and with some experience in simple paper cuttery, I had to try my hand at the Ghost Truck. Rather than using an X-Acto knife and straight edge around the perimeter, I set it up for laser cutting.
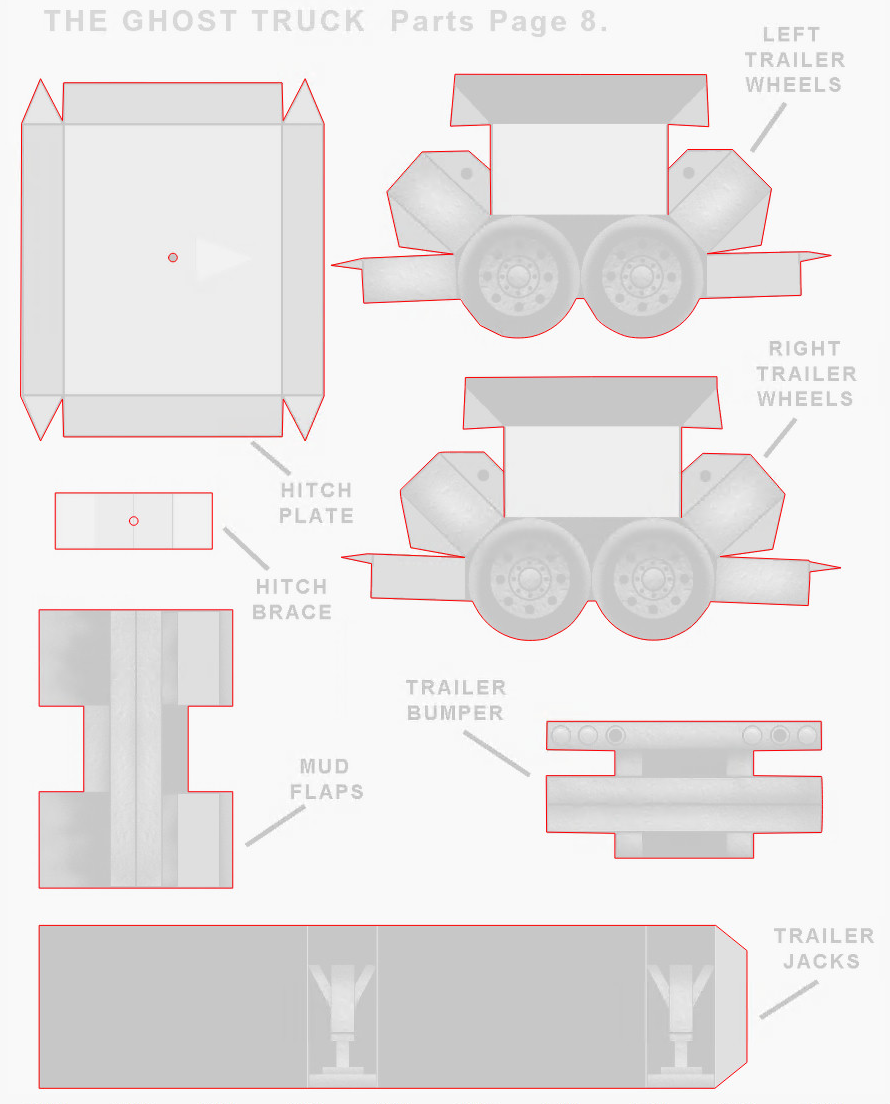
The instructions & layouts are images in PDF files, so it’s straightforward to import them into LightBurn and trace the outlines:
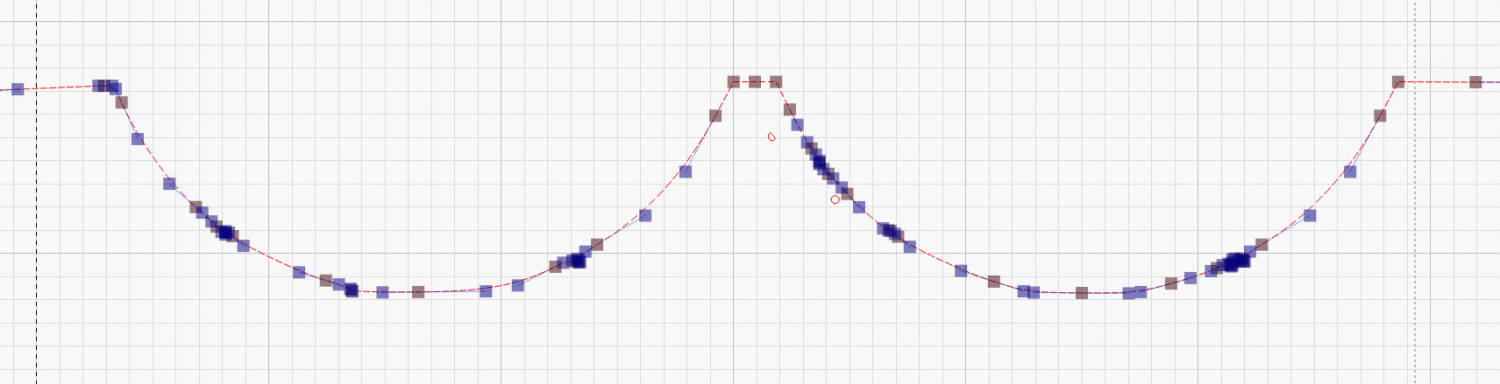
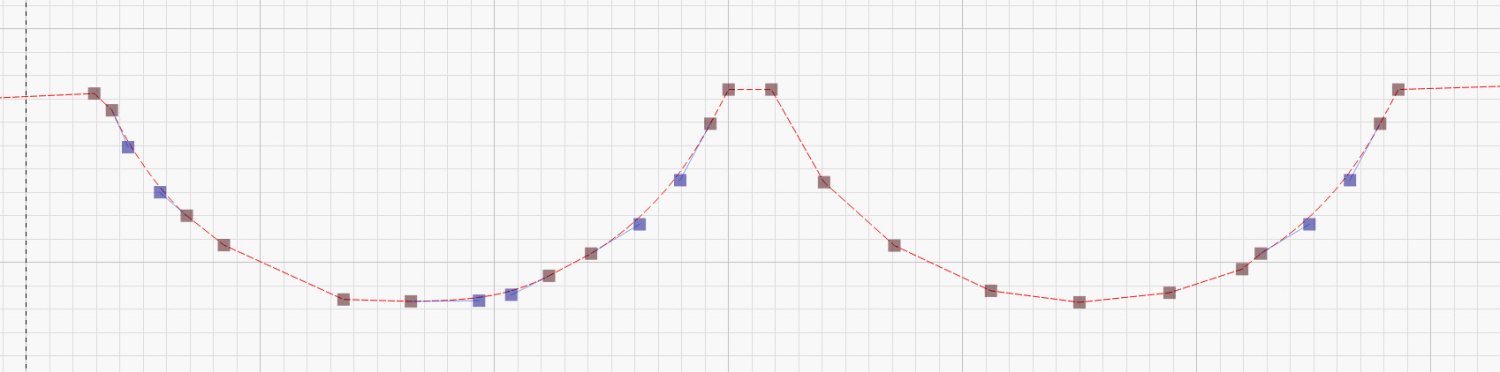
Ghost Truck – LightBurn vectors
Tracing produces short vectors and irregular curves:
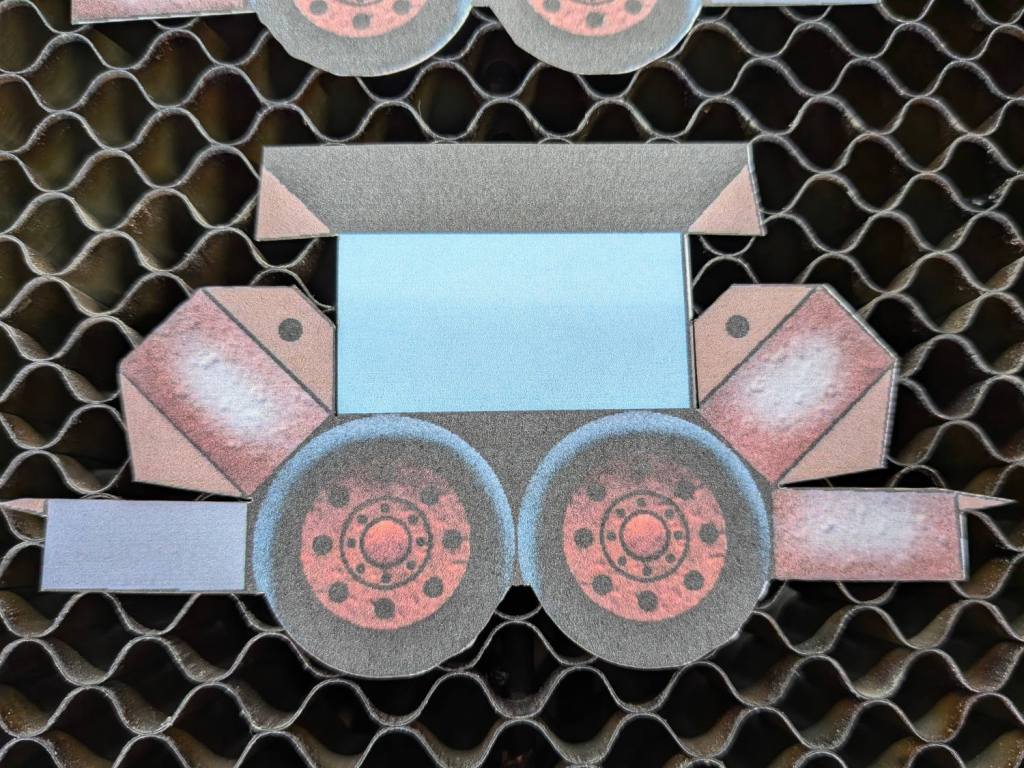
You must manually add any cuts buried in the pattern, as in the Trailer Wheels parts shown above, so pay attention to the instructions.
Use the Move Laser tool to put the laser head at an obvious point on the layout, then skootch the printed page (in a Letter size fixture) to put that point under the beam. Repeat for another point, iterate until satisfied, then Fire The Laser:
Ghost Truck – cutout overview
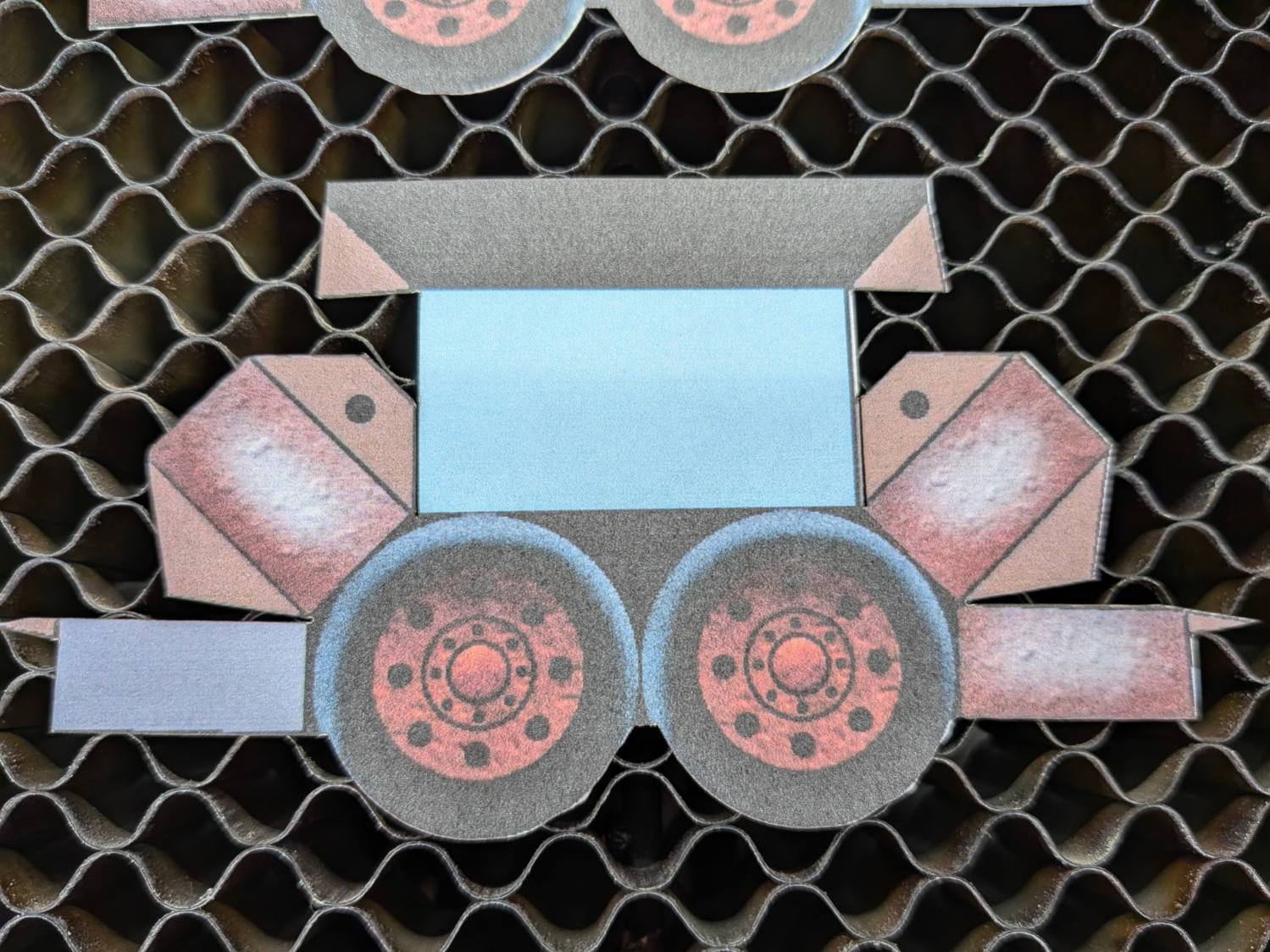
Some irregularities peek around the edges:
Ghost Truck – cutout detail
On the whole, it’s much better than I could do with a knife.
Repeat for the other seven pages of parts:
Ghost Truck – Assembly
With some diligence I may have it ready for All Hallows Eve …
















![Bee Tunnel Nest Mount - installed-]](https://softsolder.com/wp-content/uploads/2026/04/pxl_20260427_183308319-bee-tunnel-nest-mount-installed.jpg?w=1499)





{kind=link}