Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
The springs balancing the dishwasher door started twanging again, which I now know is the diagnostic sign that an asphalt sound deadening sheet has slipped off the tub. A sheet on the right side almost perpetrated a clean escape, but the flap drooping over the spring gave it away:
Dishwasher sound deadener – slipped away
Another sheet on the left side was inching away, but hadn’t quite gotten over the fence:
Dishwasher sound deadener – slipping away
They’re pretty much a rigid solid at room temperature:
It puts one in mind of the pitch drop experiments now running in various labs. In this case, we now know it takes about four years for an asphalt sheet to slide completely off the tub; those two sheets were definitely in place when I buttoned it up after the previous one broke free.
I applied a heat gun to soften the sheets, then smoothed them around the tub again. This time I applied long strips of Gorilla Tape from one side to the other, rather than short strips of ordinary duct tape along the edges, and maybe this fix will outlast either the dishwasher or our tenure here, whichever comes first…
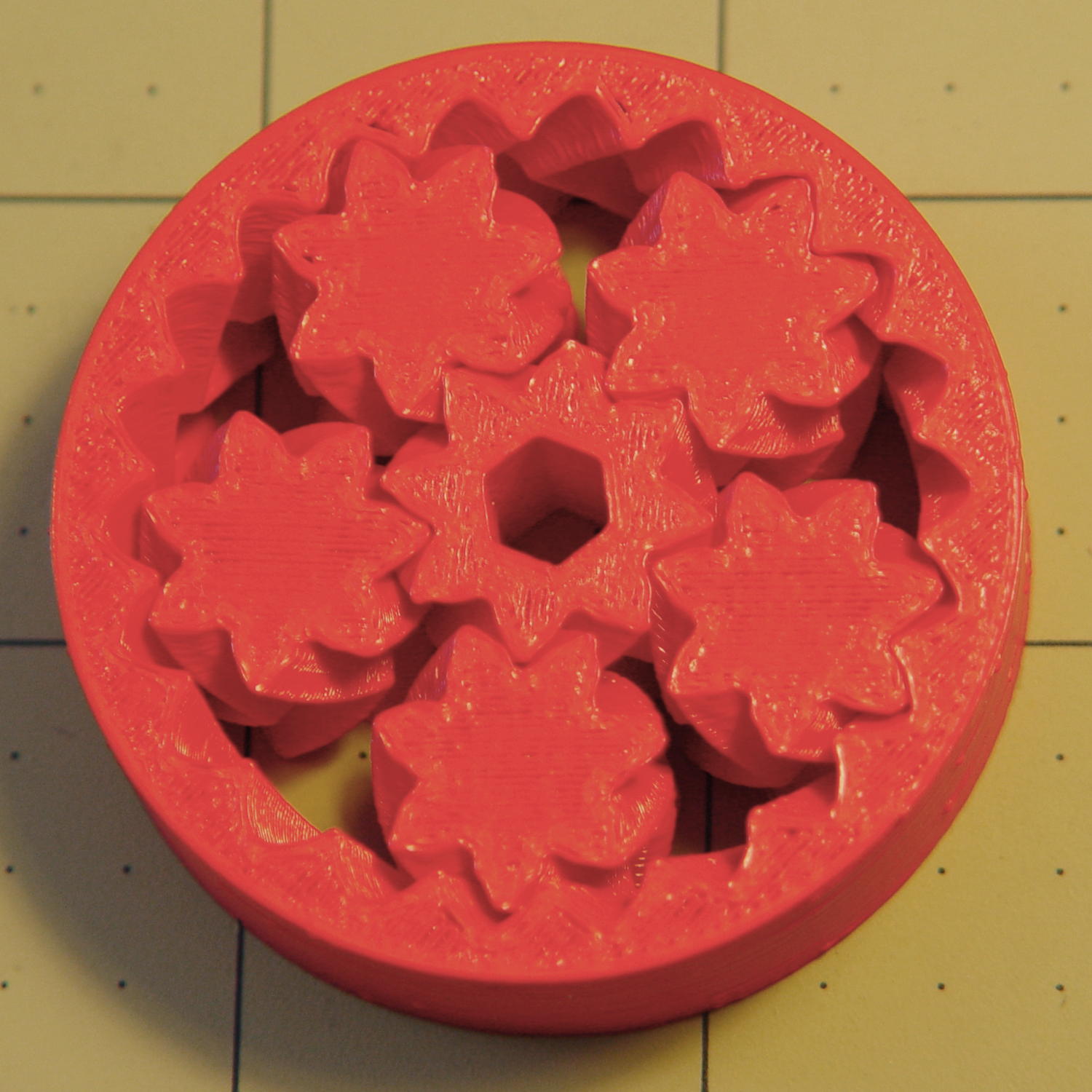
That image has desaturated red to suppress the camera’s red burnout. It looks better in the realm of pure math:
Planetary Gear Bearing – Kurled – solid model
Reducing the tolerance parameter to 0.4 produced a surprisingly rigid, yet freely turning, bearing that required no cleanup: it popped off the plate ready to roll!
The heavy lifting in the OpenSCAD source code remains emmitt’s work. I replaced the outer cylinder with a knurl and simplified his monogram to stand out better amid the diamonds. This is the affected section:
Santa delivered a pair of helmets that will require mirror mounts and a mic boom before the spring riding season kicks in. The visor has tabs that snap into sockets on each side of the helmet:
Bell Helmet Visor Mount – socket
It occurred to me that I could make an interposer between the helmet and the visor that could anchor the mic boom, with a tab for the helmet and a socket of some sort for the visor. While that’s still on the to-do list, the tab looks like this:
Bell Helmet Visor Mount
Those are 1 mm cubes on 10 mm centers, so this is a teeny little thing.
I don’t have a good idea for the corresponding socket, because those little grippers seem much too small for 3D printing, but now I have some tabs to play with:
Bell Helmet Visor Mount – OEM vs 3D Printed
The OpenSCAD source code puts the tab atop an oval base plate, but it’ll eventually stick out of the boom mount:
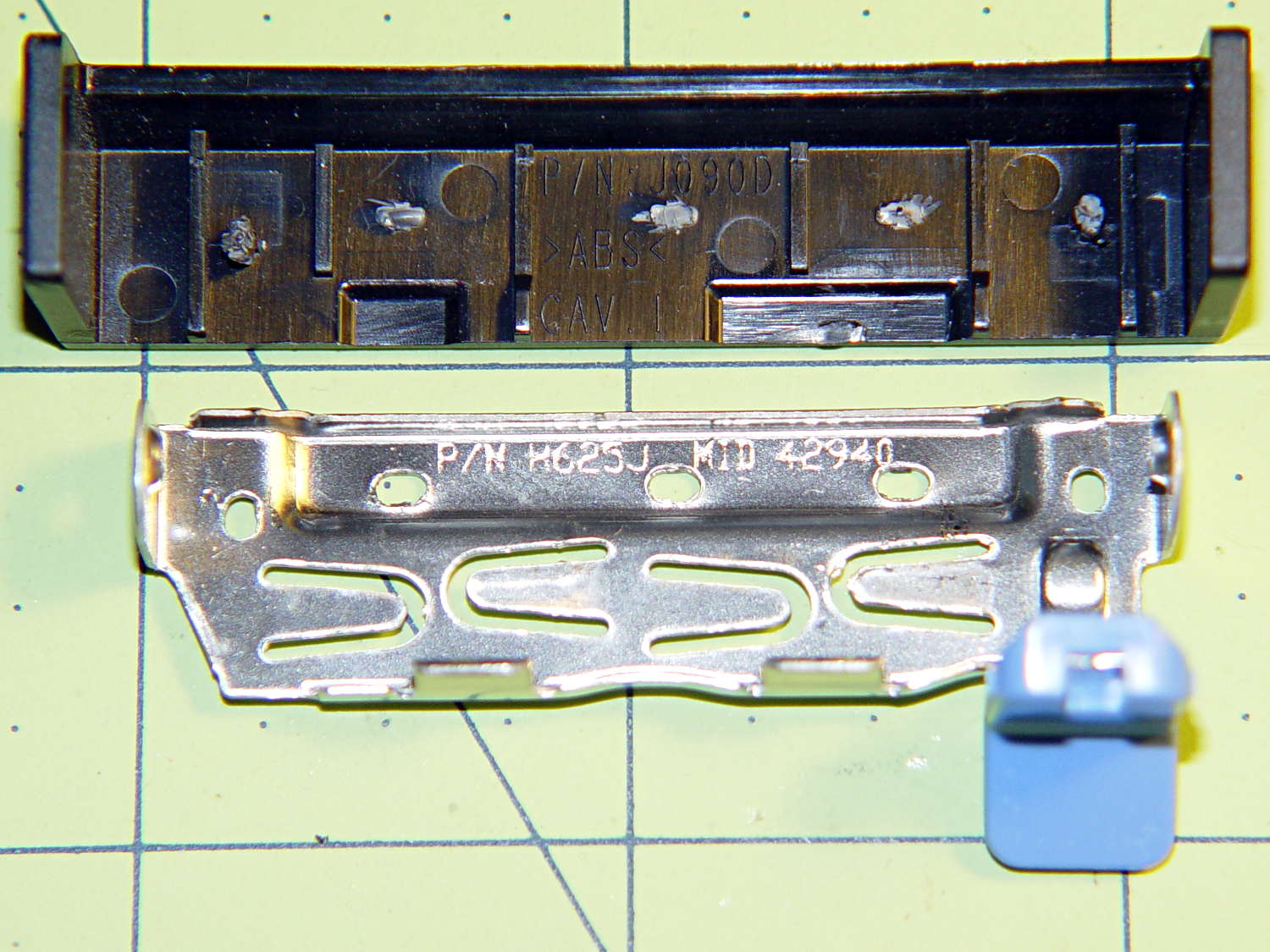
The new-to-me Optiplex 980 has a tool-free clamp securing the PCI card brackets to the chassis, with a nice plastic dress cover that really finishes off that side of the case. Alas, it’s secured by five small heat-staked plastic pegs that I managed to shear off as part of a finger fumble that you’ll recognize when it happens to you and which I need not further discuss:
Optiplex 980 PCI Clamp Cover – disassembled
So I drilled two slightly undersized holes for the tiniest screws in the Little Box o’ Tiny Screws:
Optiplex 980 PCI Clamp Cover – drilling
The two end plates sticking up are the only square parts of the cover, so that thing is actually clamped by the right-side plate and sheer will power. I ran the drill down 3 mm from the top of the post at the slowest manual jog speed from the Joggy Thing and I did not break through the top and did not hit that lathe bit under the cover.
The screw threads and a dab of epoxy hold them in place:
Optiplex 980 PCI Clamp Cover – tiny screws
I’d like to say the finished repair looked like this:
Optiplex 980 PCI Clamp Cover – in place
But, alas, the eagle-eyed reader will note that the screws are gone, replaced by two dabs of clear acrylic caulk; those faint threads and epoxy were no match for the snap of that latching lever and the slight distortion caused by the spring fingers applying force to the brackets.
Turns out that it’s 0.1340 inches, determined by bracketing the sliver above that 0.1300 block with feeler gauges. I don’t believe that last zero, either, as the Basement Shop was about 10 °F below the block’s 68 °F calibration temperature. [grin]
The actual size of that gap makes absolutely no difference whatsoever, but fooling around with the gauge blocks gave me an excuse to renew my acquaintance with them and, en passant, massage some oil over their long-neglected bodies:
Gauge block set
I used La Perle Clock Oil, which isn’t Official Gauge Block Oil, but doesn’t go bad on the shelf. Verily, this bottle may be the last of its kind, as it’s no longer available from any of the usual sources; it appears I bought it back in 2000.
The blocks are in good shape, probably because they don’t often see the light. FWIW, I have experimentally determined that my body oil doesn’t etch fingerprints into steel.
The block set, which is similar to a current box o’ blocks from Enco, claims “Workshop Grade”, but the ±0.00050 inch = 1.27 μm tolerance shown in the top row of the labels is much worse than even grade B’s sub-micron tolerance. That newer box claims “Economy” accuracy with the same spec, so I suppose somebody kvetched about mis-using the terms.
Ah, well, they’re far better than any measurements I’ve needed in a while and entirely suitable for verifying my other instruments.
Turns out that I managed to crunch it, exactly as I expected: I’d added a block to the Z-axis stage that poked the home switch just slightly before the anti-backlash nut unscrewed from the top of the leadscrew, but the stage could continue moving another few millimeters.
You can see the gap just above the brass anti-backlash nut:
Sherline Z-axis leadscrew nut – top end
At that point, the nut has barely a single micro-smidgen of thread engaged; that last 0.1340 inch of travel (yeah, I measured it) isn’t usable.
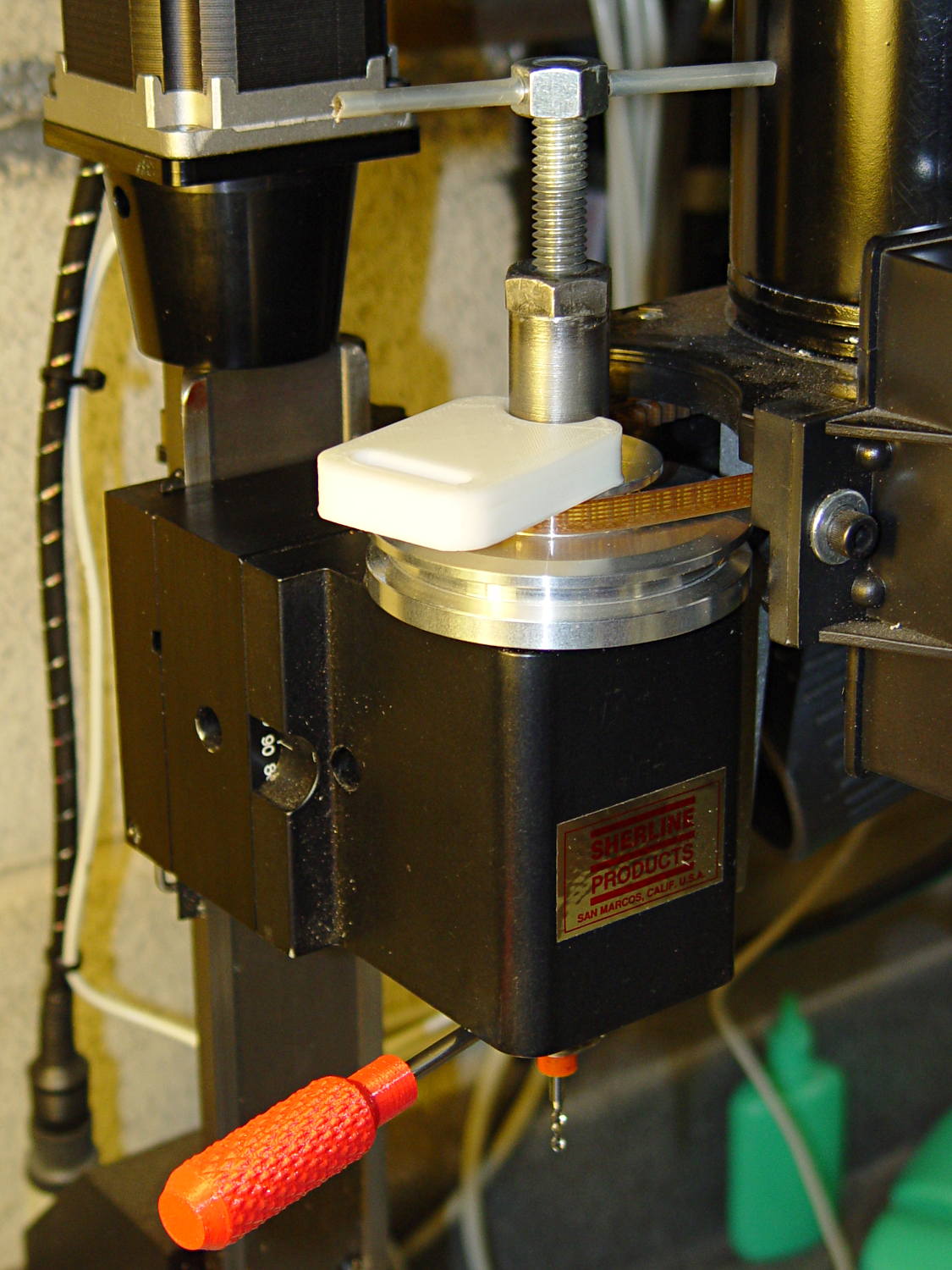
Rather than put a collar around the end of the leadscrew, I opted for a brute-force block atop the Z-axis saddle nut that will slam into the bottom of the stepper motor mount just before the anti-backlash nut disengages:
Sherline Z-axis Overrun Block – rear view
A strip of tapeless sticky (double-sided tape, minus the tape) holds the block in place on the saddle nut. It’s not subject to any particular stress: as long as it doesn’t fall off, it’s all good.
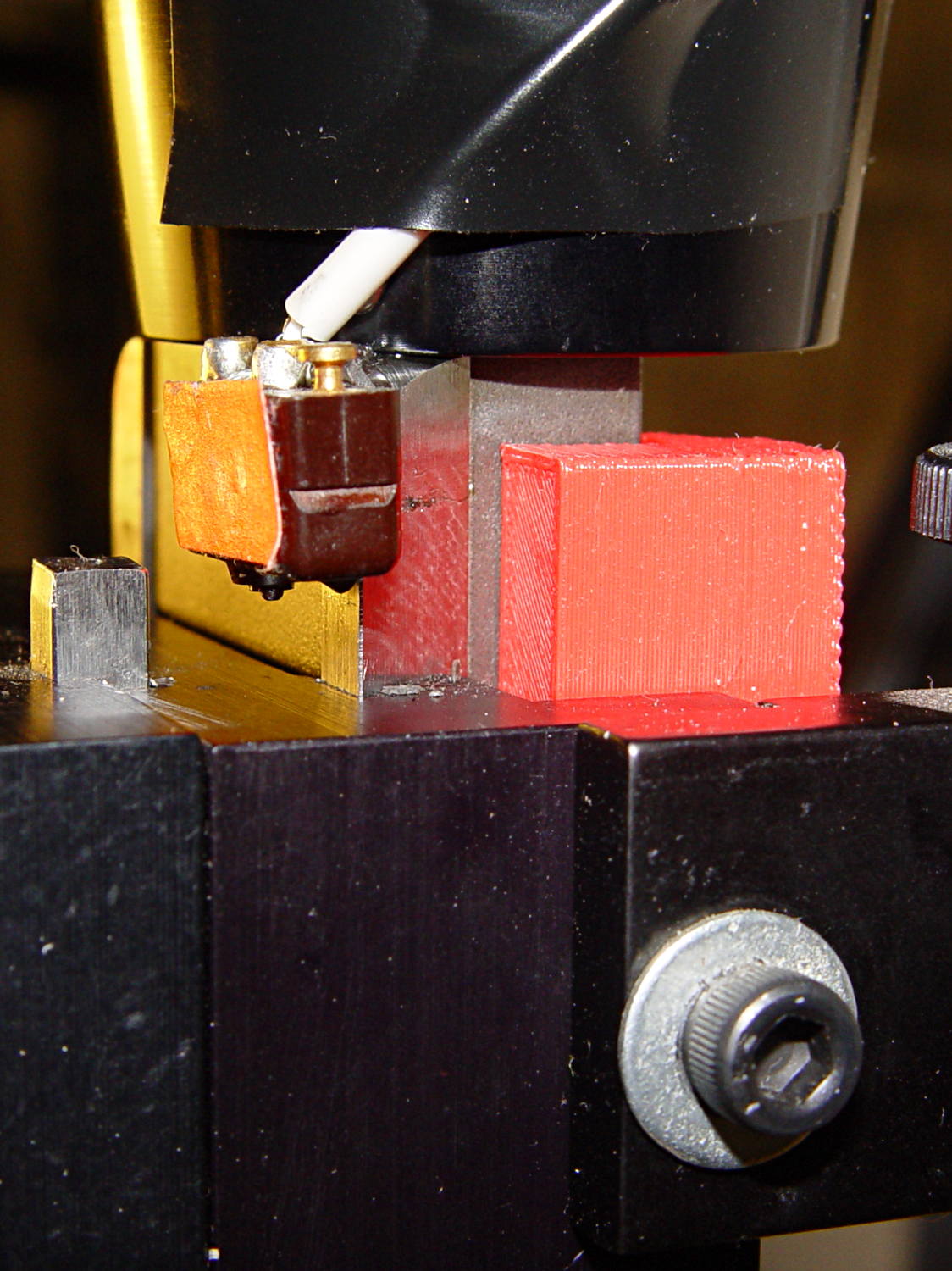
I ran the stage upward until it stalled, then epoxied a new switch (with the old fluorescent tape) in place. This shows the result after backing the stage down a few millimeters:
Sherline Z-axis Overrun Block – side view
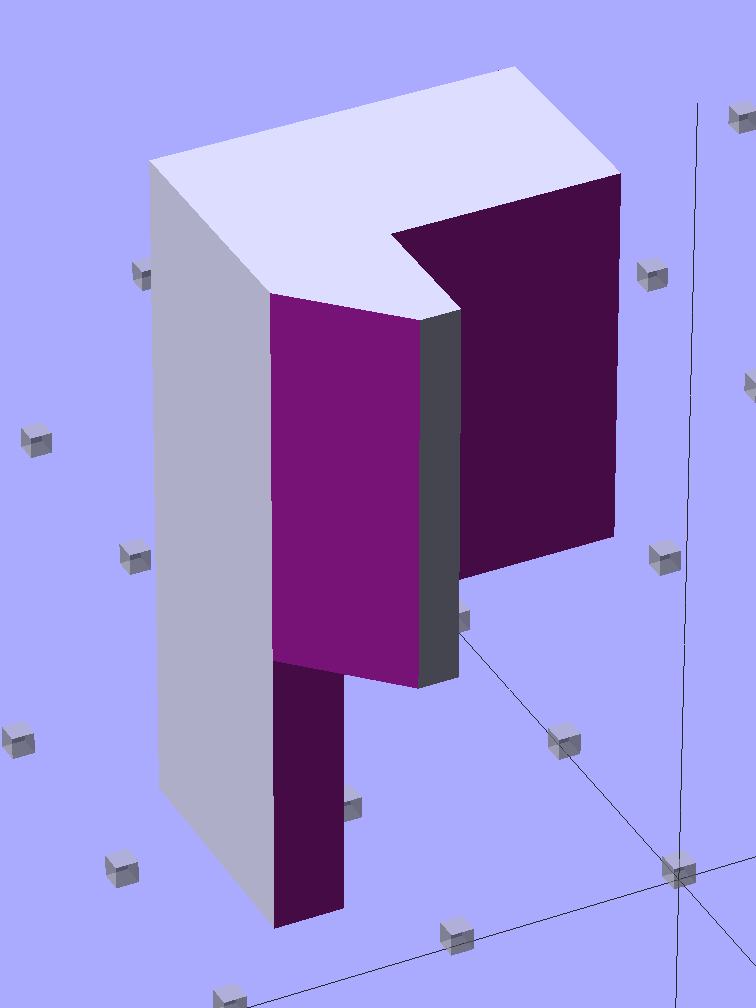
The solid model shows off the bevel that provides a bit more room for anti-backlash nut adjustment, not that I ever adjust it that much:
Sherline Z-Axis Overrun Prevention Block – solid model
Obviously, it doesn’t print in that position, but it’s easier to design it in the natural orientation and flip it around for printing.
The OpenSCAD source code:
// Sherline Z-axis Overrun Prevention Block
// Ed Nisley KE4ZNU December 2013
Layout = "Show"; // Show Build
//- Extrusion parameters must match reality!
// Print with 2 shells and 3 solid layers
ThreadThick = 0.25;
ThreadWidth = 0.40;
HoleWindage = 0.2;
Protrusion = 0.1; // make holes end cleanly
//----------------------
// Dimensions
BlockZ = 30.0; // overall height
ZLimit = 17.0; // Z travel limit
TongueX = 9.0; // beside Z axis dovetail
TongueY = 10.0;
StubX = 6.0; // behind Z axis pillar
StubY = 3.0;
BlockX = TongueX + StubX; // overall X
TabY = 3.0; // behind brass bracket
TabX = BlockX - sqrt(2)*TabY;
TabZ = BlockZ - ZLimit;
BlockY = TongueY + StubY + TabY; // overall Y
//----------------------
// Useful routines
module ShowPegGrid(Space = 10.0,Size = 1.0) {
Range = floor(50 / Space);
for (x=[-Range:Range])
for (y=[-Range:Range])
translate([x*Space,y*Space,Size/2])
%cube(Size,center=true);
}
//- The Block
module Block() {
difference() {
cube([BlockX,BlockY,BlockZ]);
translate([-Protrusion,-Protrusion,-Protrusion]) // remove column
cube([(StubX + Protrusion),(TongueY + Protrusion),2*BlockZ]);
translate([-BlockX/2,-Protrusion,-Protrusion]) // form tab
cube([2*BlockX,(TongueY + StubY),(TabZ + Protrusion)]);
translate([0,BlockY,(BlockZ/2 - 0*Protrusion)])
rotate(45)
cube([3*StubY,2*StubY,(BlockZ + 2*Protrusion)],center=true);
translate([0,0,-Protrusion])
cube([sqrt(2)*TabY,2*BlockY,(TabZ + Protrusion)]);
}
}
//-------------------
// Build it...
ShowPegGrid();
if (Layout == "Show")
Block();
if (Layout == "Build")
translate([-BlockZ/2,-BlockY/2,BlockX])
rotate([0,90,0])
Block();