Ed Nisley's Blog: Shop notes, electronics, firmware, machinery, 3D printing, laser cuttery, and curiosities. Contents: 100% human thinking, 0% AI slop.
Mary persuaded the squash vine to run along the top of the garden fence, where it would get good sun, stay out from underfoot, and produce what we call aerosquash:
The red-dot pointer on the OMTech laser cutter has the same problem as my laser aligner for the Sherline mill: too much brightness creating too large a visual spot. In addition, there’s no way to make fine positioning adjustments, because the whole mechanical assembly is just a pivot.
The first pass involved sticking a polarizing filter on the existing mount while I considered the problem:
OMTech red dot pointer – polarizing filter installed
The red dot pointer module is 8 mm OD and the ring is 10 mm ID, but you will be unsurprised to know the laser arrived with the module jammed in the mount with a simple screw. Shortly thereafter, I turned the white Delrin bushing on the lathe to stabilize the pointer and installed a proper setscrew, but it’s obviously impossible to make delicate adjustments with that setup.
Making the polarizing filter involves cutting three circles:
OMTech red dot pointer – polarizing filter
Rotating the laser module in the bushing verified that I could reduce the red dot to a mere shadow of its former self, but it was no easier to align.
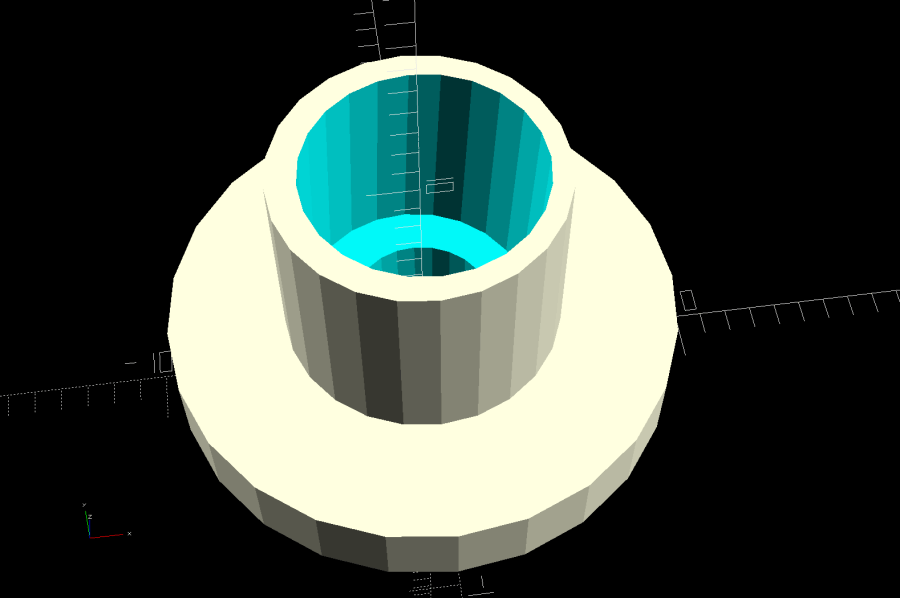
Replacing the Delrin bushing with a 3D printed adjuster gets closer to the goal:
Pointer fine adjuster – solid model
Shoving a polarizing filter disk to the bottom of the recess, rotating the laser module for least brightness, then jamming the module in place produces a low-brightness laser spot.
The 8 mm recess for the laser module is tilted 2.5° with respect to the Y axis, so (in principle) rotating the adjuster + module (using the wide grip ring) will move the red dot in a circle:
Improved red-dot pointer – overview
The dot sits about 100 mm away at the main laser focal point, so the circle will be about 10 mm in diameter. In practice, the whole affair is so sloppy you get what you get, but at least it’s more easily adjusted.
The M4 bolt clamping the holder to the main laser tube now goes through a Delrin bushing. I drilled out the original 4 mm screw hole to 6 mm to provide room for the bushing:
Improved red-dot pointer – drilling bolt hole
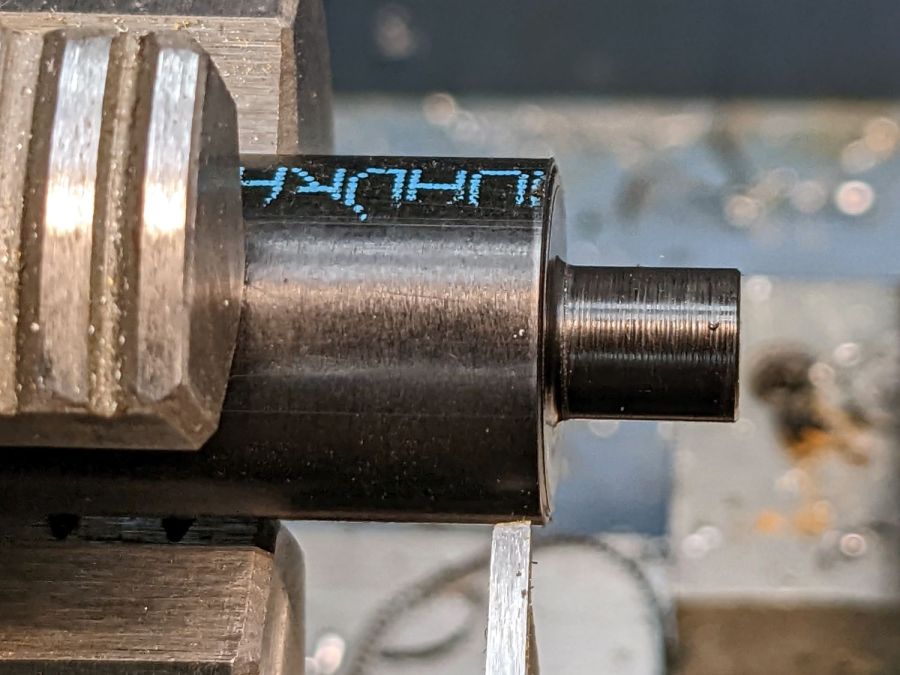
The bushing has a wide flange to soak up the excess space in the clamp ring:
Improved red-dot pointer – turning clamp bushing
With all that in place, the dimmer dot is visually about 0.3 mm in diameter:
Improved red-dot pointer – offset
The crappy image quality comes from excessive digital zoom. The visible dot on the MDF surface is slightly larger than the blown-out white area in the image.
The CO₂ laser hole is offset from the red laser spot by about 0.3 mm in both X and Y. Eyeballometrically, the hole falls within the (dimmed) spot diameter, so this is as good as it gets. I have no idea how durable the alignment will be, but it feels sturdier than it started.
Because the red dot beam is 25° off vertical, every millimeter of vertical misalignment (due to non-flat surfaces, warping, whatever) shifts the red dot position half a millimeter in the XY plane. You can get a beam combiner to collimate the red dot with the main beam axis, but putting more optical elements in the beam path seems like a Bad Idea™ in general.
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
The black smudge matches a scuff on the right sidewall of the front tire. I think I hit it in that orientation and it pivoted clockwise while lifting the bike and shoving the tire to the left.
Another look from what was likely the right side of the shoulder:
The Stone – B
I’ll give it a decent burial out back … and be glad our roles aren’t reversed!
We’re southbound on Rt 376, ticking along at about 15 mph, with fresh string-trimmer debris littering the shoulder:
T – 50 ms
Did you notice the rock? I didn’t.
The fairing ripples as my front tire hits the left side of the rock:
T = 0
I have no memory of the next two seconds.
The offset impact turns the front wheel to the left, so the bike steers out from underneath my weight:
T + 500 ms
Because the bike frame was still aimed straight ahead, the wheel is steering further to the left and putting me even more off-balance. I am somehow trying to lean left far enough to get my weight lined up with the bike:
T + 1.0 s
One second into the event, Mary has no idea what’s going on behind her.
My memory resumes with an image of the yellow midline just beyond my left foot:
T + 2.0 s
Mary heard an odd sound and asks (over the radio) “Are you all right?”
I’m approximately balanced, turning toward the shoulder, and manage to shout “NO!”:
T + 3.0 s
I’m coasting toward the shoulder with my feet off the pedals:
T + 4.0 s
Mary is stopping and I coast past her:
T + 5.0s
Landing gear out:
T + 6.0 s
Back on the shoulder, lining up with the guide rail:
T + 7 s
Dead slow:
T + 8.0 s
Docking adapter deployed:
T + 9.0 s
And stopped:
T + 10.0 s
I sat in that exact position for nearly four minutes.
A slideshow view of the same images so you can watch it unfold:
T – 50 ms
T = 0
T + 50 ms
T + 500 ms
T + 1.0 S
T + 2.0 s
T + 3.0 s
T + 4.0 s
T + 5.0 s
T + 6.0 s
T + 7.0 s
T + 8.0 s
T + 9.0 s
T + 10.0 s
Doesn’t look like much, does it?
If I could have looked over my shoulder, this is what I would have seen, starting at T = 0 with the rock impact blurring the image:
T = 0
T + 67 ms
T + 1.0 s
T + 2.0 s
T + 3.0 s
T + 4.0 s
T + 5.0 s
T + 6.0 s
T + 7.0 s
T + 8.0 s
T + 9.0 s
Surely scared the daylights out of that driver, perhaps confirming all the usual expectations of crazy bicyclist behavior.
Here’s what Mary would have seen over her shoulder, again starting at T = 0 with the fairing bulging from the impact:
T = 0
T + 467 ms
T + 833 ms
T + 1.0 s
T + 2.0 s
T + 3.0 s
T + 4.0 s
T + 5.0 s
T + 6.0 s
T + 7.0 s
Timing is everything.
That Benz is new enough to have automatic emergency braking, as it slowed pretty dramatically while I was busy getting out of the way, but it’s not clear whether AEB knows about small / lightweight targets like pedestrians and bicyclists.
Every adult human male has at least one story beginning “But for that millisecond or inch, I wouldn’t be here.” Now I have one more.
I must not fear. Fear is the mind-killer. Fear is the little-death that brings total obliteration. I will face my fear. I will permit it to pass over me and through me. And when it has gone past I will turn the inner eye to see its path. Where the fear has gone there will be nothing. Only I will remain.
The mudflap on my front fender rides low enough to snag on obstacles and the most recent incident (about which more later) was a doozy, breaking the left strut ferrule and pulling the bracket off its double-sticky foam tape attachment. Fortunately, the repair kit now has plenty of duct tape.
Applying a laser cutter to paper-like materials requires balancing two contradictory imperatives:
Hold the sheet flat to avoid distortions
Have nothing below to avoid schmutz on the bottom
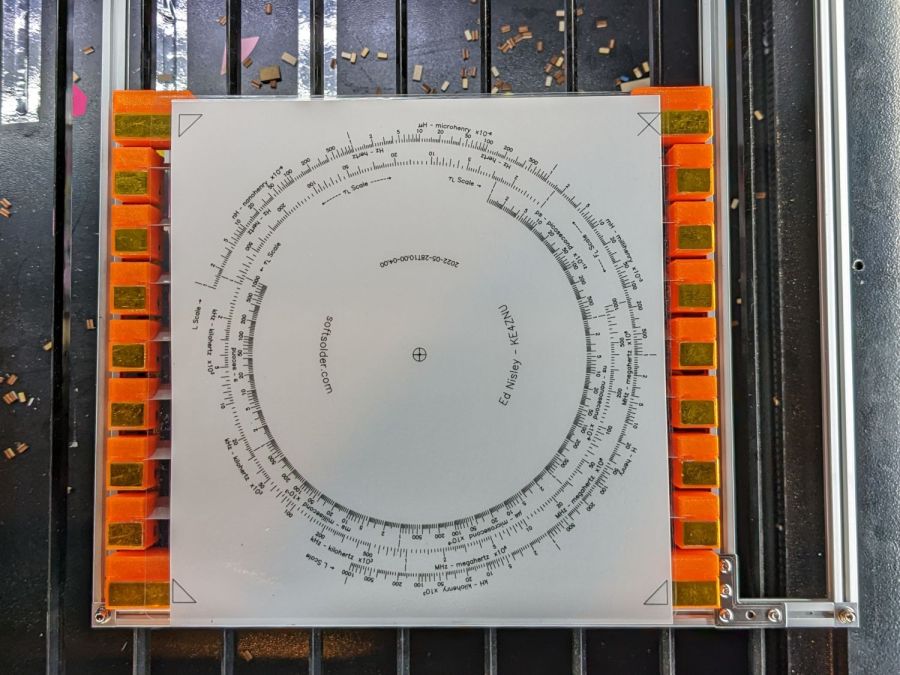
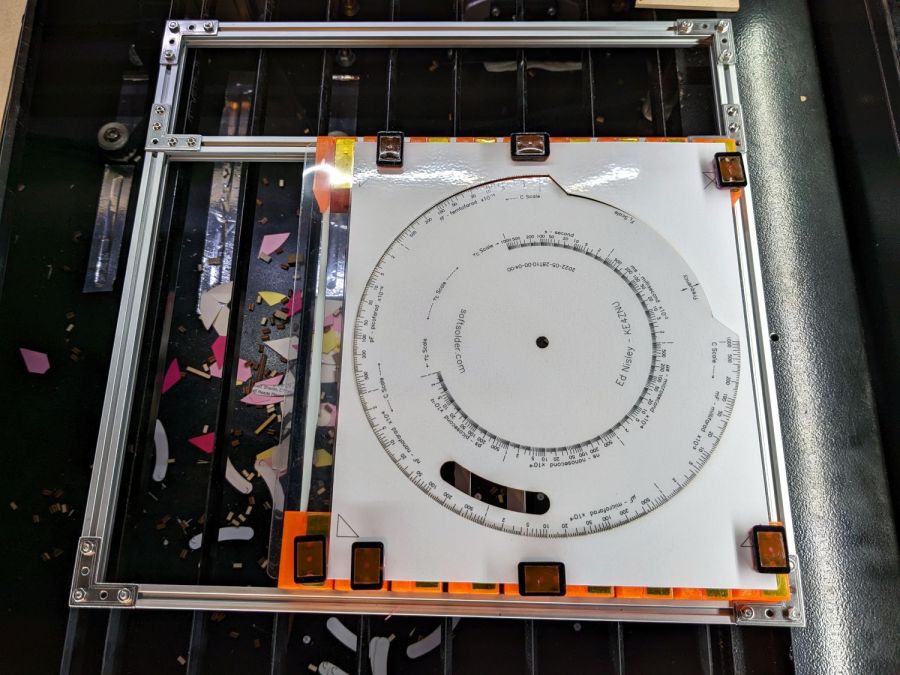
This seemed like a good compromise:
Sheet Holder – Tek CC bottom deck
The orange 3D printed blocks hold aluminum miniblind blades:
Sheet Holder – steel sheet magnet pads
The curved slots hold the blades flush with the upper surface and align their top sides parallel to the laser beam, giving the beam very little blade to chew on near the focus point and allowing plenty of room below the sheet to dissipate cutting fumes.
The gold-ish squares are thin steel sheets covered with Kapton tape, painstakingly filed en masse from small snippets:
Sheet Holder – filed steel pads
The first iteration used precisely laser-cut refrigerator magnet pieces, in the expectation a crappy rubber magnet would provide just enough attraction to let a neodymium magnets hold the paper flat, without risk of blood blisters between fingers and steel:
Sheet Holder – ferrite magnet pads
As expected, contact with the neo magnet completely wiped away the alternating pole magnetism in the rubber sheet, leaving a weakly attractive non-metallic surface. Alas, the rubber had too little attraction through a laminated sheet of paper, so I switched to real steel and risked the blisters.
Most of the blocks are narrow:
Sheet Holder Bracket – solid model
The four corners are wider:
Sheet Holder Bracket – wide – solid model
They’re symmetric for simplicity, with recesses for the magnets / steel sheets on the top. The through-holes have recesses for M3 SHCS holding them to T-nuts in Makerbeam rails, with a slightly overhanging alignment ledge keeping them perpendicular to the rail.
The magnets come from an array of worn-out Philips Sonicare toothbrush heads:
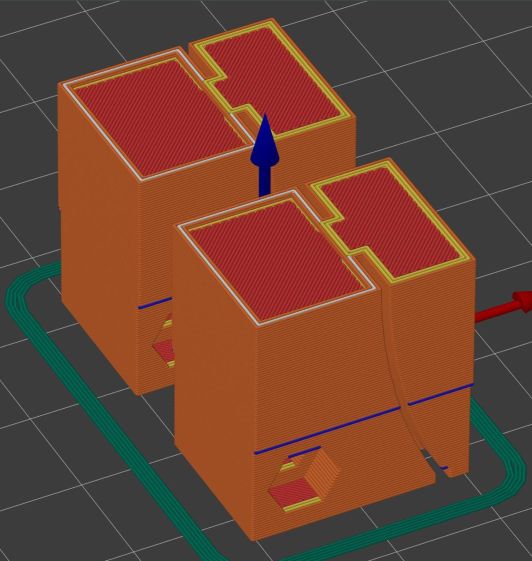
Sheet Holder – magnet holders curing
They’re epoxied inside a two-piece mount, with the lower part laser-machined from 3 mm acrylic to put the two magnets in each assembly flush with the lower surface; the green area gets engraved 1 mm below the surface for the steel backing plate. The 1.5 mm upper frame fits around the plate and protrudes over the ends just enough for a fingernail grip:
Magnet Holder Cuts
The epoxy got a few drops of fuschia dye, because why not:
Sheet Holder – trimmed magnet holders
The garish trimmings came from slicing the meniscus around the lower part of the holder off while the epoxy was still flexy.
The holders must be flat for clearance under the focus pen:
Sheet Holder – focus probe clearance
Some experimentation suggests I can raise the pen by maybe 2 mm (with a corresponding increase in the Home Offset distance) , but the switch travel requires nearly all of the protruding brass-colored tip and there’s not much clearance under the nozzle at the trip point.
With all that in hand, it works fairly well:
Sheet Holder – Tek CC cutout
The lower deck has very little margin for gripping, which is why the four corner blocks must be a bit wider than the others.
The lamInator tends to curl the sheets around their width, so most of the clamping force should be along the upper and lower edges to remove the curl at the ends. This requires turning the whole affair sideways and deploying more magnets, which is possible for the smaller middle and upper decks:
Sheet Holder – Tek CC middle deck
Protruding SHCS heads on the four corners snug up against the edge of the knife-edge bed opening for Good Enough™ angular alignment.
Plain paper (anything non-laminated) seems generally flat enough to require no more than the corner magnets.
It’s definitely better than the honeycomb surface for fume control!
This file contains hidden or bidirectional Unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that reveals hidden Unicode characters.
Learn more about bidirectional Unicode characters
The axis scale error, however, took me by surprise.The X axis travels on the order of 0.2 mm more along 250 mm, about 0.08%, than the Y axis, even after my tedious calibration. I must do that calibration again, because, as Miss Clavel observed in a different context, Something Is Not Right.
And, yes, that tiny difference is enough to misalign the last few fingers with their holes, to the extent of requiring somewhat more than Gentle Persuasion with a plastic mallet.