-
Tour Easy Running Light: Heatsink Machining
Having acquired some thick-wall (1 inch OD, ¾ inch ID) aluminum tube, making the LED heatsink and lens holder for a running light generates a lot less scrap. A new doodle gives the dimensions in a rather Picasso-ish layout:
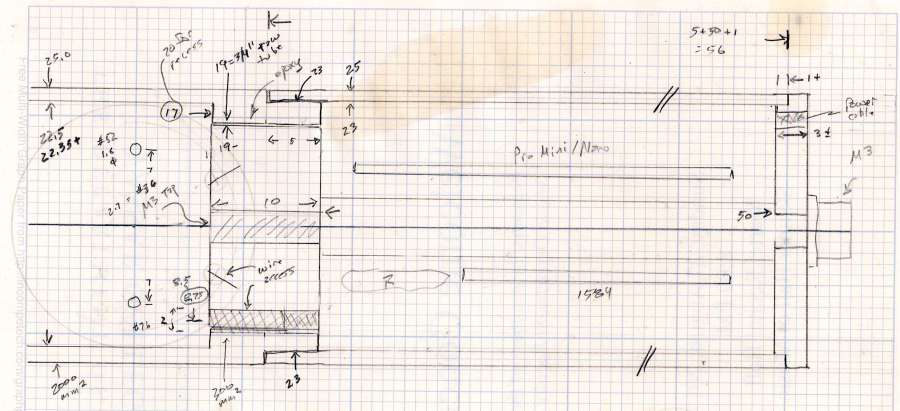
Running Light – dimension doodles The back end of the tube gets turned down to 23 mm OD and cleaned up to 19 mm ID, then scored to give the epoxy something to grip:
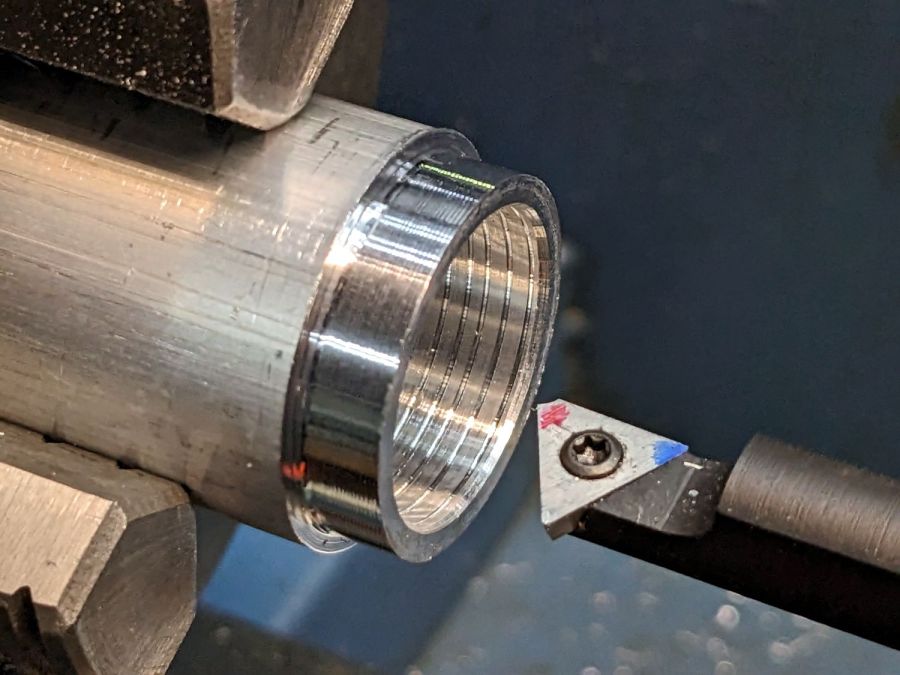
Front Running Light – Heatsink shell scoring The front end gets bored to 22.5 mm for the lens holder and has its OD cleaned up to 25 mm:

Front Running Light – finished shell Clean up the end of a ¾ inch rod to 19 mm OD, knurl it a little to increase the OD ever so slightly and improve its griptivity, slice off a bit more than 10 mm, butter it up with JB Weld epoxy, and shove it into the shell with its front end aligned and its back end sticking out:

Front Running Light – epoxied plug in shell – rear Face off the back end and the front end looks fine as assembled:

Front Running Light – epoxied plug in shell – front Grab it in the Sherline mill’s three jaw chuck to:
- Drill & tap the M3 central hole for the stud holding the circuit plate to the back end
- Drill 1.6 mm blind holes for the circuit plate pins
- Drill 2 mm through holes for the LED wires, 60° apart
Which looks like this from the front:

Front Running Light – drilled heatsink – front And like this with the circuit plate screwed & glued to the rear:

Front Running Light – circuit plate mounted Clean up the OD of some ¾ inch PVC pipe to 25 mm, bore it out to 23 mm.
While the Sherline is set up, drill a pair of 2 mm holes in the lens holder for the wires, aligned so they’ll match the heatsink holes.
Because we live in the future, laser-cut the rear cap from some edge-lit acrylic with a black inner disk:

Front Running Light – PVC tube – end cap Cutting that cap with the notch included is now trivially easy, compared to the previous machining.
Now for some circuitry …
-
Subscribe
Subscribed
Already have a WordPress.com account? Log in now.
